S-ar putea să vă placă și
- QWDocument10 paginiQWKanokwan MahattanaÎncă nu există evaluări
- Asme Ix QW PDFDocument183 paginiAsme Ix QW PDFAnonymous 4e7GNjzGW100% (4)
- 2010 Section Ix: (A) Position 2F. Pipe With Its Axis Vertical So That TheDocument2 pagini2010 Section Ix: (A) Position 2F. Pipe With Its Axis Vertical So That TheVivekanandan JÎncă nu există evaluări
- Part QW Welding Article IDocument13 paginiPart QW Welding Article IHiago BragaÎncă nu există evaluări
- Asme Sec Ix 2021: KG - Pandithan Iwe Technical AdviserDocument80 paginiAsme Sec Ix 2021: KG - Pandithan Iwe Technical AdviserjswldeepÎncă nu există evaluări
- AsmeDocument11 paginiAsmeManoj BallaÎncă nu există evaluări
- Asme Sec Ix 2021Document79 paginiAsme Sec Ix 2021abdelkader bensatal100% (1)
- QW-171 Toughness Tests: (A) The Two Base Metals, or (B) The Weld Metal and The Base MetalDocument1 paginăQW-171 Toughness Tests: (A) The Two Base Metals, or (B) The Weld Metal and The Base MetalMo ZeroÎncă nu există evaluări
- Hand Out ASME IX Rev 10 - Nov 2019Document76 paginiHand Out ASME IX Rev 10 - Nov 2019luthfi otoyÎncă nu există evaluări
- 303 2Document1 pagină303 2SARSAN NDTÎncă nu există evaluări
- Welding ProcedureDocument8 paginiWelding ProcedurerohsingÎncă nu există evaluări
- Extracted Pages From ASME BPVC 2021 Section IX-2Document2 paginiExtracted Pages From ASME BPVC 2021 Section IX-2Roberto Carlos Arana ChumpitazÎncă nu există evaluări
- ARTICLE I (Weld. Gen. Requirement)Document9 paginiARTICLE I (Weld. Gen. Requirement)Yadi KusmayadiÎncă nu există evaluări
- Ix+ 3. (WPQ) Welding Performance QualificationsDocument7 paginiIx+ 3. (WPQ) Welding Performance QualificationsAMAL VISHNUÎncă nu există evaluări
- Pages From Asme Sec Ix 2017-4Document1 paginăPages From Asme Sec Ix 2017-4Akhtar AnsariÎncă nu există evaluări
- API 570 DAY 3 BOOK (1 To 108) (PP)Document106 paginiAPI 570 DAY 3 BOOK (1 To 108) (PP)melvinÎncă nu există evaluări
- API 510 - DAY 3: G T Technical & Management Institute PVT - LTD.Document102 paginiAPI 510 - DAY 3: G T Technical & Management Institute PVT - LTD.hamedÎncă nu există evaluări
- Asme Ix PT QB Article Xi QB 100 Brazing General RequirementsDocument5 paginiAsme Ix PT QB Article Xi QB 100 Brazing General RequirementsGabriel Giampietro de AndradeÎncă nu există evaluări
- Asme SecDocument17 paginiAsme SecPras StyaÎncă nu există evaluări
- Asme IX BQ Art 11Document5 paginiAsme IX BQ Art 11Maria Alexandra Lange LenzÎncă nu există evaluări
- Sis Book Asme IxDocument107 paginiSis Book Asme IxHamza AlamÎncă nu există evaluări
- Welding Procedure SpecificationDocument6 paginiWelding Procedure SpecificationJorge SanchezÎncă nu există evaluări
- QW-162 Guided-Bend Test Procedure: QW-466.1 Figure QW-466.2 Figure QW-463.1 (F)Document2 paginiQW-162 Guided-Bend Test Procedure: QW-466.1 Figure QW-466.2 Figure QW-463.1 (F)Gangadhar SahuÎncă nu există evaluări
- Asme Sec Ix PT QW Article IVDocument139 paginiAsme Sec Ix PT QW Article IVjorgeÎncă nu există evaluări
- Asme Boiler & Pressure Vessel CodeDocument33 paginiAsme Boiler & Pressure Vessel CodeYuwantoniAl100% (1)
- Asme Sect. Ix Part QW Art. I 2005 PDFDocument12 paginiAsme Sect. Ix Part QW Art. I 2005 PDFarlyÎncă nu există evaluări
- Pages From Asme Sec Ix 2017-3Document1 paginăPages From Asme Sec Ix 2017-3Akhtar AnsariÎncă nu există evaluări
- QW 381Document1 paginăQW 381Waqas WaqasÎncă nu există evaluări
- Solved Paper On Section IxDocument25 paginiSolved Paper On Section IxNasir Javed90% (20)
- WPS, PQR & WQT According To ASME Section IX - 2019Document50 paginiWPS, PQR & WQT According To ASME Section IX - 2019Anon YmousÎncă nu există evaluări
- H 99 Sec 9 QwivDocument79 paginiH 99 Sec 9 QwivJhon HernandezÎncă nu există evaluări
- Procedure QualificationDocument68 paginiProcedure QualificationParvee K Nakwal100% (1)
- ASME Section IX 1710085075Document130 paginiASME Section IX 1710085075JasmineÎncă nu există evaluări
- Machote WPQ SoldadoresDocument17 paginiMachote WPQ SoldadoresAries MarteÎncă nu există evaluări
- Work Sheet 3Document16 paginiWork Sheet 3raghbirÎncă nu există evaluări
- ASME IX QW (Welding General Requirements)Document12 paginiASME IX QW (Welding General Requirements)Ariq Fauzan100% (1)
- PW3Document49 paginiPW3Mujaffar ShaikhÎncă nu există evaluări
- ASME IX Temper Bead WeldingDocument4 paginiASME IX Temper Bead WeldingAhmadiBinAhmadÎncă nu există evaluări
- Materi Pengetahuan Tentang Pengelasan 1711405585Document144 paginiMateri Pengetahuan Tentang Pengelasan 1711405585ajidwiyuniarsoÎncă nu există evaluări
- Summary of Changes in ASME Section IX, 2002 AddendaDocument6 paginiSummary of Changes in ASME Section IX, 2002 AddendaAnonymous 6LwW4qi6TiÎncă nu există evaluări
- ASME IX Tables-WPS-PQR-WPQTDocument33 paginiASME IX Tables-WPS-PQR-WPQTBabel THIAMÎncă nu există evaluări
- Asme IxDocument10 paginiAsme IxMohammed YoussefÎncă nu există evaluări
- Zzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsDocument1 paginăZzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsSARSAN NDTÎncă nu există evaluări
- How To Write A Welding Procedure SpecificationDocument5 paginiHow To Write A Welding Procedure SpecificationBN JadhavÎncă nu există evaluări
- How To Write A Welding Procedure Specification (WPS)Document5 paginiHow To Write A Welding Procedure Specification (WPS)Mohamed Atef100% (1)
- Asme IxDocument132 paginiAsme IxAhmed Shaban Kotb100% (1)
- Module 1: Code Basics: Part QW WeldingDocument12 paginiModule 1: Code Basics: Part QW WeldingaliÎncă nu există evaluări
- Asme / Api / Aws GroupDocument35 paginiAsme / Api / Aws GroupDross AlssÎncă nu există evaluări
- Organograma ASME IX Art. I PDFDocument4 paginiOrganograma ASME IX Art. I PDFfabiocorreasilvaÎncă nu există evaluări
- Asme Sec - IxDocument132 paginiAsme Sec - IxBoran YelkenciogluÎncă nu există evaluări
- QW-191.2 Ultrasonic ExaminationDocument1 paginăQW-191.2 Ultrasonic ExaminationJuan ortega castellarÎncă nu există evaluări
- Welder Performance Qualification WPQDocument3 paginiWelder Performance Qualification WPQramzi5ben5ahmed100% (1)
- 4 - ASME IX Exam (61 Q&A)Document10 pagini4 - ASME IX Exam (61 Q&A)Dada KhalandarÎncă nu există evaluări
- Asme Section Ix 2019Document116 paginiAsme Section Ix 2019mostafa nabil100% (3)
- Basic of Asme Sec IxDocument116 paginiBasic of Asme Sec IxHamid Mansouri100% (2)
- Table QW-442 Table QW-442 Table QW-432 QW-404.5: ASME BPVC - IX-2023Document1 paginăTable QW-442 Table QW-442 Table QW-432 QW-404.5: ASME BPVC - IX-2023ahmadrizkiqcÎncă nu există evaluări
- ANSI AWS Writing and Qualifying Welding Procedures - Technical BulletinsDocument4 paginiANSI AWS Writing and Qualifying Welding Procedures - Technical Bulletinscleiton.wtecÎncă nu există evaluări
- Fuzzy Control Systems Design and Analysis: A Linear Matrix Inequality ApproachDe la EverandFuzzy Control Systems Design and Analysis: A Linear Matrix Inequality ApproachÎncă nu există evaluări
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsDe la EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsEvaluare: 5 din 5 stele5/5 (1)
- Motivational QuotesDocument39 paginiMotivational QuotesNarayanan SubramanianÎncă nu există evaluări
- Effect of Social Economic Factors On Profitability of Soya Bean in RwandaDocument7 paginiEffect of Social Economic Factors On Profitability of Soya Bean in RwandaMarjery Fiona ReyesÎncă nu există evaluări
- Simon Bolivar PresentationDocument7 paginiSimon Bolivar Presentationapi-345742212Încă nu există evaluări
- Student Exploration: Magnetism (Find Gizmo Icon On Eclass)Document4 paginiStudent Exploration: Magnetism (Find Gizmo Icon On Eclass)Abdel Majeed Tuffaha0% (1)
- Olp Lesson PlanDocument2 paginiOlp Lesson Planapi-654865620Încă nu există evaluări
- Neonatal Resuscitation ProgramDocument6 paginiNeonatal Resuscitation ProgramRick Frea100% (5)
- Can J Chem Eng - 2022 - Mocellin - Experimental Methods in Chemical Engineering Hazard and Operability Analysis HAZOPDocument20 paginiCan J Chem Eng - 2022 - Mocellin - Experimental Methods in Chemical Engineering Hazard and Operability Analysis HAZOPbademmaliÎncă nu există evaluări
- Culture NegotiationsDocument17 paginiCulture NegotiationsShikha SharmaÎncă nu există evaluări
- A Seventh-Day Adventist Philosophy of MusicDocument5 paginiA Seventh-Day Adventist Philosophy of MusicEddy IsworoÎncă nu există evaluări
- Term Paper Gender RolesDocument5 paginiTerm Paper Gender Rolesea8d1b6n100% (1)
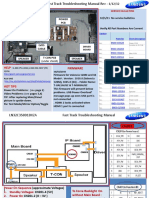
- Samsung LN55C610N1FXZA Fast Track Guide (SM)Document4 paginiSamsung LN55C610N1FXZA Fast Track Guide (SM)Carlos OdilonÎncă nu există evaluări
- Obat Keras N0vember 2021Document137 paginiObat Keras N0vember 2021antonÎncă nu există evaluări
- Assignment 2 Management Perspective Son Leadership MotivationDocument14 paginiAssignment 2 Management Perspective Son Leadership MotivationHoneyVasudevÎncă nu există evaluări
- Rapid History Taking: 1. Patient ProfileDocument3 paginiRapid History Taking: 1. Patient ProfileTunio UsamaÎncă nu există evaluări
- Agriculture: PAPER 3 Practical TestDocument8 paginiAgriculture: PAPER 3 Practical Testmstudy123456Încă nu există evaluări
- 1.4 BG00381946 - ADocument1 pagină1.4 BG00381946 - AAnand KesarkarÎncă nu există evaluări
- Baptismal DelayDocument20 paginiBaptismal DelayfiohdiohhodoÎncă nu există evaluări
- Number SystemsDocument25 paginiNumber SystemsMehwish BilalÎncă nu există evaluări
- ErtlDocument64 paginiErtlManpreet SinghÎncă nu există evaluări
- Facility Layout Case StudyDocument8 paginiFacility Layout Case StudyHitesh SinglaÎncă nu există evaluări
- A Review of The Mental Workload LiteratureDocument36 paginiA Review of The Mental Workload LiteratureArlene LaguaÎncă nu există evaluări
- Xafsa 1Document19 paginiXafsa 1Heitham OmarÎncă nu există evaluări
- 4 Qi Imbalances and 5 Elements: A New System For Diagnosis and TreatmentDocument5 pagini4 Qi Imbalances and 5 Elements: A New System For Diagnosis and Treatmentpixey55100% (1)
- VisualizationDocument2 paginiVisualizationKIRAN H SÎncă nu există evaluări
- Exercise Chapter 4 This Is How You Do ItDocument10 paginiExercise Chapter 4 This Is How You Do ItAgustina WidiyantiÎncă nu există evaluări
- Irjet V3i7146 PDFDocument6 paginiIrjet V3i7146 PDFatulnarkhede2002Încă nu există evaluări
- Bashar CitateDocument7 paginiBashar CitateCristiana ProtopopescuÎncă nu există evaluări
- Glorious Mysteries 1Document5 paginiGlorious Mysteries 1Vincent safariÎncă nu există evaluări
- Jahnteller Effect Unit 3 2017Document15 paginiJahnteller Effect Unit 3 2017Jaleel BrownÎncă nu există evaluări
- Angelic Spirit Work in The Hoodoo TraditionDocument6 paginiAngelic Spirit Work in The Hoodoo TraditionDaniel Sampaio100% (1)