S-ar putea să vă placă și
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDe la EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsEvaluare: 4.5 din 5 stele4.5/5 (10)
- Offshore Electrical Engineering ManualDe la EverandOffshore Electrical Engineering ManualEvaluare: 4 din 5 stele4/5 (9)
- Ansi Aga B109 1 2000Document43 paginiAnsi Aga B109 1 2000Ihab El-SaftawiÎncă nu există evaluări
- GE Custom 8000 Horizontal Induction Motor - GEEP-124-I (1998)Document41 paginiGE Custom 8000 Horizontal Induction Motor - GEEP-124-I (1998)Edson França Rodrigues100% (1)
- QW-482 WPS FormatDocument2 paginiQW-482 WPS FormatMardeOpamen100% (1)
- Procedure Qualification RecordDocument2 paginiProcedure Qualification RecordDan ClarkeÎncă nu există evaluări
- WPS1Document10 paginiWPS1bhavin178Încă nu există evaluări
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDe la EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsÎncă nu există evaluări
- IT418 - C# Programming Project: Lottery Number GeneratorDocument41 paginiIT418 - C# Programming Project: Lottery Number GeneratorCarmenLim07100% (5)
- CSS ExercisesDocument8 paginiCSS ExercisesWarnnie MusahÎncă nu există evaluări
- ASME WPS-PQR-WQT CombinedDocument6 paginiASME WPS-PQR-WQT CombinedStan HonÎncă nu există evaluări
- Formas Soldadura ASME IX 2017Document7 paginiFormas Soldadura ASME IX 2017Ulises GómezÎncă nu există evaluări
- Wps FormatDocument2 paginiWps FormatMeghan GhoneÎncă nu există evaluări
- 3 BodyPart Edcb3a5f Eede 445f A423 Ea2f5809c15eDocument6 pagini3 BodyPart Edcb3a5f Eede 445f A423 Ea2f5809c15emayank0738Încă nu există evaluări
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 paginiForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)mohammadÎncă nu există evaluări
- Sample Editable WPSDocument2 paginiSample Editable WPSsbmmlaÎncă nu există evaluări
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Co D E)Document2 paginiQw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Co D E)Vaibhav GuptaÎncă nu există evaluări
- WPS&PQR FormsDocument4 paginiWPS&PQR FormsArab WeldersÎncă nu există evaluări
- Welding Procedure SpecificationDocument12 paginiWelding Procedure Specificationsanjay sharmaÎncă nu există evaluări
- WPS FormatDocument3 paginiWPS Formatvivek bhangaleÎncă nu există evaluări
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 paginiForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad MunadiÎncă nu există evaluări
- WPS & WPQR (Asme Section IX)Document7 paginiWPS & WPQR (Asme Section IX)Rizaldy PhoenksÎncă nu există evaluări
- QW 482Document4 paginiQW 482Jesus Silva HenaoÎncă nu există evaluări
- Welding Procedure Specification (WPS) : JOINTS (QW-402)Document4 paginiWelding Procedure Specification (WPS) : JOINTS (QW-402)Andhira FarizkiÎncă nu există evaluări
- QW 406 Asme CodeDocument3 paginiQW 406 Asme CodeMardeOpamenÎncă nu există evaluări
- FORM QW-482 (Back) : ASME BPVC - IX-2019Document1 paginăFORM QW-482 (Back) : ASME BPVC - IX-2019Balkishan DyavanapellyÎncă nu există evaluări
- Suggested Format PQRDocument2 paginiSuggested Format PQRAngel RebolloÎncă nu există evaluări
- BPVC Ix QW-482Document2 paginiBPVC Ix QW-482ganesh82Încă nu există evaluări
- Form PQR 1 AsmeDocument6 paginiForm PQR 1 AsmeZam Zam NoorÎncă nu există evaluări
- Form Qw-483 Suggested Format For Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record Actual Variables Used To Weld Test CouponDocument2 paginiForm Qw-483 Suggested Format For Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record Actual Variables Used To Weld Test CouponMijanur Rahman100% (1)
- ASME BPVC - IX-2019: FORM QW-482 (Back)Document1 paginăASME BPVC - IX-2019: FORM QW-482 (Back)Pepe PedroÎncă nu există evaluări
- Fillet Inspection SheetDocument2 paginiFillet Inspection SheetShankey JAlanÎncă nu există evaluări
- QW 483Document2 paginiQW 483delta lab sangliÎncă nu există evaluări
- Wps FormatDocument2 paginiWps FormatParminder SinghÎncă nu există evaluări
- SAMPLE FORMAT FOR PROCEDURE QUALIFICATION RECORDS (PQR) BPVC - Ix - qw-483Document2 paginiSAMPLE FORMAT FOR PROCEDURE QUALIFICATION RECORDS (PQR) BPVC - Ix - qw-483Lovedeep SinghÎncă nu există evaluări
- BPVC Ix qw-483 PDFDocument2 paginiBPVC Ix qw-483 PDFEmma DÎncă nu există evaluări
- BPVC Ix qw-483 PDFDocument2 paginiBPVC Ix qw-483 PDFazizÎncă nu există evaluări
- BPVC Ix qw-483 PDFDocument2 paginiBPVC Ix qw-483 PDFEmma DÎncă nu există evaluări
- BPVC Ix qw-483 PDFDocument2 paginiBPVC Ix qw-483 PDFEmma DÎncă nu există evaluări
- BPVC Ix qw-483 PDFDocument2 paginiBPVC Ix qw-483 PDFedinson castrilloÎncă nu există evaluări
- BPVC Ix qw-483 PDFDocument2 paginiBPVC Ix qw-483 PDFDwi Agus YuliyantoÎncă nu există evaluări
- Qw-483 Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code)Document3 paginiQw-483 Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code)Zam Zam NoorÎncă nu există evaluări
- Wps PQR FormDocument8 paginiWps PQR Formmayank0738Încă nu există evaluări
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 paginiForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)MALABAR TIMESÎncă nu există evaluări
- WPS 1310Document2 paginiWPS 1310paulÎncă nu există evaluări
- Automatic, Manual, Machine, or Semi-Auto.Document10 paginiAutomatic, Manual, Machine, or Semi-Auto.ChE_MattÎncă nu există evaluări
- WPS Format PDFDocument2 paginiWPS Format PDFHimansu Sekhar JenaÎncă nu există evaluări
- WPS-PQR Gr. CF8MDocument9 paginiWPS-PQR Gr. CF8Mansarmulla711Încă nu există evaluări
- WPS-PQR Gr. WCBDocument9 paginiWPS-PQR Gr. WCBansarmulla711Încă nu există evaluări
- Qw-482 Welding Procedure Specification (WPS)Document3 paginiQw-482 Welding Procedure Specification (WPS)Sagar GourÎncă nu există evaluări
- (Refer To The Both Backing and Retainers) (Metal /non Fusing Metal /Non-Metallic /others)Document6 pagini(Refer To The Both Backing and Retainers) (Metal /non Fusing Metal /Non-Metallic /others)Saifulla CmpÎncă nu există evaluări
- PQR - 007 샘플Document2 paginiPQR - 007 샘플주용환Încă nu există evaluări
- PQR - 007 샘플Document2 paginiPQR - 007 샘플주용환Încă nu există evaluări
- Metals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Document6 paginiMetals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Luis MuñozÎncă nu există evaluări
- Form PQR 2 AsmeDocument6 paginiForm PQR 2 AsmeZam Zam NoorÎncă nu există evaluări
- Joints (Qw-402) DetailsDocument3 paginiJoints (Qw-402) DetailsNaqqash SajidÎncă nu există evaluări
- 653 WPS-PQR PDFDocument4 pagini653 WPS-PQR PDFETSÎncă nu există evaluări
- Wps Magi Tig Exemple PDFDocument6 paginiWps Magi Tig Exemple PDFJaime PatrónÎncă nu există evaluări
- How to prepare Welding Procedures for Oil & Gas PipelinesDe la EverandHow to prepare Welding Procedures for Oil & Gas PipelinesEvaluare: 5 din 5 stele5/5 (1)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ADe la EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AÎncă nu există evaluări
- ESAB Electrodes User ManualDocument44 paginiESAB Electrodes User ManualF. Alijani100% (1)
- Hempel's Thinner 0845000000 En-UsDocument10 paginiHempel's Thinner 0845000000 En-UsJose F. MaestreÎncă nu există evaluări
- HealthDocument123 paginiHealthakhilsyam21Încă nu există evaluări
- Prakrithi Enna VismayamDocument159 paginiPrakrithi Enna Vismayamakhilsyam21Încă nu există evaluări
- Qa QC DifferenceDocument1 paginăQa QC Differenceakhilsyam21Încă nu există evaluări
- AFM-Mild Steel Low Hydrogen ElectrodesDocument12 paginiAFM-Mild Steel Low Hydrogen Electrodesakhilsyam21Încă nu există evaluări
- O2 AnalyzerDocument20 paginiO2 Analyzerakhilsyam21Încă nu există evaluări
- 2020 Answe KeyDocument1 pagină2020 Answe KeyParameswaran T.N.Încă nu există evaluări
- Sister Nivedita 1Document116 paginiSister Nivedita 1akhilsyam21Încă nu există evaluări
- Lincguns EngDocument6 paginiLincguns Engakhilsyam21Încă nu există evaluări
- 003 2020 M Set ADocument16 pagini003 2020 M Set AVyshakhanÎncă nu există evaluări
- Weld TestingDocument51 paginiWeld TestingYuki FongÎncă nu există evaluări
- A New Dawn (Eng) PDFDocument16 paginiA New Dawn (Eng) PDFBrijeshÎncă nu există evaluări
- Omi PB 02 0 Eng Plug ValveDocument4 paginiOmi PB 02 0 Eng Plug Valveakhilsyam21Încă nu există evaluări
- HDPE Pipe Installation GuideDocument48 paginiHDPE Pipe Installation GuideAkhil Syamkumar86% (7)
- Torque ValuesDocument1 paginăTorque Valuesakhilsyam21Încă nu există evaluări
- True Rms Clampmeter Fluke 325Document5 paginiTrue Rms Clampmeter Fluke 325akhilsyam21Încă nu există evaluări
- Weld DefectsDocument80 paginiWeld Defectsakhilsyam21100% (1)
- Heat Treatment of SteelDocument35 paginiHeat Treatment of Steelakhilsyam21Încă nu există evaluări
- PipingDocument54 paginiPipingakhilsyam21Încă nu există evaluări
- P NumbersDocument2 paginiP Numbersakhilsyam21Încă nu există evaluări
- S-Curve Module ExamplesDocument7 paginiS-Curve Module Examplesakhilsyam21Încă nu există evaluări
- Instructor GuideDocument4 paginiInstructor Guideakhilsyam21Încă nu există evaluări
- Pipe DataDocument1 paginăPipe Dataakhilsyam21Încă nu există evaluări
- Introduction To CorrosionDocument35 paginiIntroduction To Corrosionakhilsyam21Încă nu există evaluări
- Learning Spoken EnglishDocument54 paginiLearning Spoken EnglishSarah JT93% (87)
- Registration Form Saudi Prometric ExamDocument4 paginiRegistration Form Saudi Prometric Examakhilsyam21100% (1)
- Low Alloy WiresDocument10 paginiLow Alloy WiresRyan KimÎncă nu există evaluări
- Introduction To Nondestructive TestingDocument34 paginiIntroduction To Nondestructive TestingNanditha Mandava ChowdaryÎncă nu există evaluări
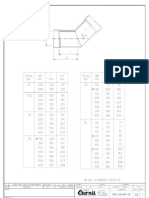
- Miter ElbowDocument4 paginiMiter Elbowakhilsyam21Încă nu există evaluări
- Influence of Nano - Sized Powder Content On Physical Properties of Waste Acid Refractory BrickDocument19 paginiInfluence of Nano - Sized Powder Content On Physical Properties of Waste Acid Refractory BrickamnajamÎncă nu există evaluări
- TRIVAL ANTENE - General Catalogue 2015-10-0Document232 paginiTRIVAL ANTENE - General Catalogue 2015-10-0Stanko Recek100% (1)
- Multibio BrochureDocument1 paginăMultibio Brochuree-ComfortUSAÎncă nu există evaluări
- Best Practices Nightlife 2d Ed 2011Document30 paginiBest Practices Nightlife 2d Ed 2011johnd7463Încă nu există evaluări
- Hotel Cleaning Equipment Used byDocument9 paginiHotel Cleaning Equipment Used byLeonardo ViridisÎncă nu există evaluări
- Seipl Profile and CapabilitiesDocument32 paginiSeipl Profile and CapabilitiesAbhishek GuptaÎncă nu există evaluări
- 2 BoilersDocument83 pagini2 BoilersSurasan ThepsiriÎncă nu există evaluări
- Applications of Statistics and Probability in Civil EngineeringDocument9 paginiApplications of Statistics and Probability in Civil EngineeringAlexis CruzÎncă nu există evaluări
- Self - FRIO SLIM - Datesheet - enDocument5 paginiSelf - FRIO SLIM - Datesheet - enJuan Carlos Gomez Lopez-ViotaÎncă nu există evaluări
- 7 Golden Rules of Mobile Testing TemplateDocument36 pagini7 Golden Rules of Mobile Testing Templatestarvit2Încă nu există evaluări
- Windows 10Document28 paginiWindows 10Vibal PasumbalÎncă nu există evaluări
- Buku Program Kopo 18Document20 paginiBuku Program Kopo 18Mieza Binti YusoffÎncă nu există evaluări
- ASOC Exam Study Based On Latest Syllabus IndiaDocument238 paginiASOC Exam Study Based On Latest Syllabus IndiaBiju Gopi ThilakaÎncă nu există evaluări
- Polymer and Web ComponentsDocument26 paginiPolymer and Web ComponentsAdjetey Adjei-laryeaÎncă nu există evaluări
- Fire Risk Assessment ChecklistDocument10 paginiFire Risk Assessment Checklistm. absiyeÎncă nu există evaluări
- Women in LeadershipDocument17 paginiWomen in LeadershipSodfa EttafakshiÎncă nu există evaluări
- A1NM Rev 30 TYPE CERTIFICATE DATA SHEET A1NM 767Document16 paginiA1NM Rev 30 TYPE CERTIFICATE DATA SHEET A1NM 767MuseÎncă nu există evaluări
- Referencing Using The Documentary-Note (Oxford) System, Deakin UniversityDocument9 paginiReferencing Using The Documentary-Note (Oxford) System, Deakin UniversityjengadjÎncă nu există evaluări
- FE107 Experimental ResultsDocument11 paginiFE107 Experimental ResultsEsapermana RiyanÎncă nu există evaluări
- Aa1a32 02Document3 paginiAa1a32 02MramirezÎncă nu există evaluări
- K13 High-Flex Waterproofing SlurryDocument3 paginiK13 High-Flex Waterproofing SlurryAmila SampathÎncă nu există evaluări
- 2014 Rude Customer ServiceDocument3 pagini2014 Rude Customer ServiceCaptain WalkerÎncă nu există evaluări
- An Overview of Load Flow Analysis Methods For Electrical Distribution NetworksDocument3 paginiAn Overview of Load Flow Analysis Methods For Electrical Distribution NetworksSantosh Ramana Kumar JogaÎncă nu există evaluări
- IT Audit Exercise 2Document1 paginăIT Audit Exercise 2wirdinaÎncă nu există evaluări
- 5 Star SynopsisDocument22 pagini5 Star Synopsisabdul wahidÎncă nu există evaluări
- Guide To Port Entry CD: Frequently Asked Questions (FAQ)Document6 paginiGuide To Port Entry CD: Frequently Asked Questions (FAQ)Gonçalo CruzeiroÎncă nu există evaluări