S-ar putea să vă placă și
- Resonant Acoustic MethodDocument4 paginiResonant Acoustic MethodAdebisi Jeleel AdekunleÎncă nu există evaluări
- Geometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection: A Handbook for Geometrical Product Specification Using ISO and ASME StandardsDe la EverandGeometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection: A Handbook for Geometrical Product Specification Using ISO and ASME StandardsEvaluare: 4.5 din 5 stele4.5/5 (3)
- Fired Pressure VesselDocument27 paginiFired Pressure VesselAmir ZamriÎncă nu există evaluări
- Automotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionDe la EverandAutomotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionEvaluare: 5 din 5 stele5/5 (3)
- Non-Destructive Evaluation of Powder Metallurgy PartsDocument17 paginiNon-Destructive Evaluation of Powder Metallurgy PartsMuhammad AdilÎncă nu există evaluări
- Advances in Additive Manufacturing ProcessesDe la EverandAdvances in Additive Manufacturing ProcessesÎncă nu există evaluări
- NDT (Methods & Applications)Document16 paginiNDT (Methods & Applications)Ahmed Adel100% (1)
- Unit 1-Complete Notes With MCQDocument73 paginiUnit 1-Complete Notes With MCQshriman100% (1)
- Deltafluid NDTDocument2 paginiDeltafluid NDTSiva kÎncă nu există evaluări
- Laboratory 1: Introduction To Nondestructive TestingDocument7 paginiLaboratory 1: Introduction To Nondestructive TestingMaria Cristina DijmarescuÎncă nu există evaluări
- 9 Industrial Applications of Nde 1585742941Document13 pagini9 Industrial Applications of Nde 1585742941KUNDAVARAM SURIBABUÎncă nu există evaluări
- Mech NDT Report PDFDocument17 paginiMech NDT Report PDFMadan MeenaÎncă nu există evaluări
- Non Destructive TestingDocument23 paginiNon Destructive TestingMohit SinghÎncă nu există evaluări
- Mech NDT ReportDocument17 paginiMech NDT ReportPhani KiranÎncă nu există evaluări
- Nondestructive Testing and Its Day4Document3 paginiNondestructive Testing and Its Day4Sooraj RameshÎncă nu există evaluări
- Materials Failure AnalysisDocument53 paginiMaterials Failure Analysisulsan busanÎncă nu există evaluări
- 8 Most Popular PCB Testing Methods During Manufacturing and AssemblyDocument9 pagini8 Most Popular PCB Testing Methods During Manufacturing and AssemblyjackÎncă nu există evaluări
- In Line and Off Line NDT Defect Monitoring For Thermopla 2023 NDT E InternDocument8 paginiIn Line and Off Line NDT Defect Monitoring For Thermopla 2023 NDT E InternmaheshÎncă nu există evaluări
- Shock & Vibration - Test, Design and Design Assurance: by Dr. Alec FeinbergDocument4 paginiShock & Vibration - Test, Design and Design Assurance: by Dr. Alec Feinbergrodonganjaya22Încă nu există evaluări
- Quality Assurance of Rocket Motor Casings Using Non Destructive TestingDocument6 paginiQuality Assurance of Rocket Motor Casings Using Non Destructive TestingNithin BasavaÎncă nu există evaluări
- NDT A Seminar ReportDocument24 paginiNDT A Seminar ReportSandesh S BhasriÎncă nu există evaluări
- Non Destructive TestingDocument9 paginiNon Destructive Testingpavan pawanÎncă nu există evaluări
- NDT PDFDocument0 paginiNDT PDFAnthony CyrilÎncă nu există evaluări
- Zavarivanje Testovi NDTDocument13 paginiZavarivanje Testovi NDTborrisd988Încă nu există evaluări
- Engineering Critical AssessmentDocument2 paginiEngineering Critical AssessmentSantanu SahaÎncă nu există evaluări
- Deepak 2021Document6 paginiDeepak 2021CHONKARN CHIABLAMÎncă nu există evaluări
- Manufacturing of Welded Joints With Realistic Defects, Consonni (2012)Document9 paginiManufacturing of Welded Joints With Realistic Defects, Consonni (2012)Alejandra Adrian TejadaÎncă nu există evaluări
- NDT INTR - BIT Inspection TechnologyDocument138 paginiNDT INTR - BIT Inspection Technologydaimahesh100% (5)
- A C E S: Non Destructive TestingDocument25 paginiA C E S: Non Destructive TestingMahesh TamboliÎncă nu există evaluări
- Non-Destructive Testing: Prof. Tarapada RoyDocument12 paginiNon-Destructive Testing: Prof. Tarapada RoySIVARAM PRASADÎncă nu există evaluări
- What Is SMT Soldering Process Step by StepDocument12 paginiWhat Is SMT Soldering Process Step by StepjackÎncă nu există evaluări
- RT VS PAUT - GeneralDocument14 paginiRT VS PAUT - GeneralHussain ShariffÎncă nu există evaluări
- Company Profile 9Document15 paginiCompany Profile 9ทิวากร กฤษณามระÎncă nu există evaluări
- An Introduction To Failure Analysis For Metallurgical EngineersDocument21 paginiAn Introduction To Failure Analysis For Metallurgical Engineersrpadhra8803Încă nu există evaluări
- Forming Limit DiagramsDocument7 paginiForming Limit DiagramsatseucÎncă nu există evaluări
- The Pareto-Lorenz Diagram For Qualitative AnalysisDocument5 paginiThe Pareto-Lorenz Diagram For Qualitative AnalysisNikola LopacaninÎncă nu există evaluări
- RENK-MAAG Non-Destructive Testing (NDT) : On Site, On Your System!Document12 paginiRENK-MAAG Non-Destructive Testing (NDT) : On Site, On Your System!Woodrow FoxÎncă nu există evaluări
- Mech NDTDocument25 paginiMech NDTArvind sharmaÎncă nu există evaluări
- Approaches For Developing Solutions ForDocument6 paginiApproaches For Developing Solutions ForinsaanÎncă nu există evaluări
- Gas Turbine Blade Quality Inspection: Using NDT Resonant Acoustic MethodDocument20 paginiGas Turbine Blade Quality Inspection: Using NDT Resonant Acoustic MethodalirezaÎncă nu există evaluări
- How To Do Printed Circuit Board Failure AnalysisDocument6 paginiHow To Do Printed Circuit Board Failure AnalysisjackÎncă nu există evaluări
- Run Comparisons: Using In-Line Inspection Data For The Assessment of PipelinesDocument8 paginiRun Comparisons: Using In-Line Inspection Data For The Assessment of PipelinesJaiÎncă nu există evaluări
- Application Note Ultrasonic Weld TestingDocument12 paginiApplication Note Ultrasonic Weld Testingj_carloscoliveira5071Încă nu există evaluări
- Fraser Hardie Rev. 2 Sbpaut For Kint Issue 2Document28 paginiFraser Hardie Rev. 2 Sbpaut For Kint Issue 2Tony TheFatoneÎncă nu există evaluări
- Lec 07-08 - NDT Introduction & VT & PTDocument54 paginiLec 07-08 - NDT Introduction & VT & PTAmalia Tri WÎncă nu există evaluări
- NDT Review Helicopter Composite Material PDFDocument10 paginiNDT Review Helicopter Composite Material PDFChandrasekar MuthukumarÎncă nu există evaluări
- Liquid Penetrant ExaminationDocument5 paginiLiquid Penetrant ExaminationKevin ThomasÎncă nu există evaluări
- FMEA Arc WeldingDocument4 paginiFMEA Arc WeldingGODHOT_69Încă nu există evaluări
- Rejection Reduction by Pareto Analysis: Prashant Biswas, Varun Sharma, Sonu SharmaDocument8 paginiRejection Reduction by Pareto Analysis: Prashant Biswas, Varun Sharma, Sonu SharmaNitesh Kumar SahooÎncă nu există evaluări
- 3D PrintingDocument32 pagini3D PrintingVishweshwar HosmathÎncă nu există evaluări
- NDT Basics PresentationsDocument154 paginiNDT Basics Presentationskirans60100% (1)
- Impact Flexibility of Organic Coatings: Standard Practice ForDocument4 paginiImpact Flexibility of Organic Coatings: Standard Practice ForAnbuchelvan CÎncă nu există evaluări
- IIWCourseNotes NDE 2002Document15 paginiIIWCourseNotes NDE 2002HabanitaConstantineFrancoÎncă nu există evaluări
- Nondestructive Testing: Why, When, What and How?: Executive SummaryDocument9 paginiNondestructive Testing: Why, When, What and How?: Executive Summaryabderahmane aiadÎncă nu există evaluări
- Industrial Applications of NdeDocument13 paginiIndustrial Applications of NdeChary75% (4)
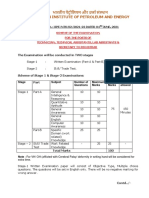
- Scheme of The Examination SyllabusDocument7 paginiScheme of The Examination SyllabusJoshua RealsteelÎncă nu există evaluări
- Phased Array in Lieu of RadiographyDocument4 paginiPhased Array in Lieu of RadiographyreiazhÎncă nu există evaluări
- Metallurgy Services ANSDocument9 paginiMetallurgy Services ANSCepi Sindang KamulanÎncă nu există evaluări
- Inspection and Testing: 7.1. Flaws, Non - Conformities and DefectsDocument8 paginiInspection and Testing: 7.1. Flaws, Non - Conformities and Defectsit4scribdÎncă nu există evaluări
- Imaging in Non-Destructive TestingDocument64 paginiImaging in Non-Destructive TestingMohammad HamidÎncă nu există evaluări
- Engineering, Construction and Architectural Management: Article InformationDocument30 paginiEngineering, Construction and Architectural Management: Article InformationMohammad HamidÎncă nu există evaluări
- Certified Welding Inspector and Certified Welding Educator (Cwi/Cwe) Combo Exam Application Faxed or Emailed Applications Are NOT AcceptedDocument4 paginiCertified Welding Inspector and Certified Welding Educator (Cwi/Cwe) Combo Exam Application Faxed or Emailed Applications Are NOT AcceptedMohammad HamidÎncă nu există evaluări
- Application For Medicare Savings Programs (QMB, SLMB, ALMB) : State of Connecticut Department of Social ServicesDocument6 paginiApplication For Medicare Savings Programs (QMB, SLMB, ALMB) : State of Connecticut Department of Social ServicesMohammad HamidÎncă nu există evaluări
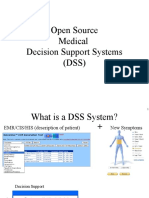
- Open Source Medical Decision Support Systems (DSS)Document15 paginiOpen Source Medical Decision Support Systems (DSS)Mohammad HamidÎncă nu există evaluări
- User Manual - RazyTech-5890IVDocument24 paginiUser Manual - RazyTech-5890IVMohammad HamidÎncă nu există evaluări
- Lec - 4 - Clinical Decision Support SystemDocument15 paginiLec - 4 - Clinical Decision Support SystemMohammad HamidÎncă nu există evaluări
- Applying Metallurgy PrinciplesDocument1 paginăApplying Metallurgy PrinciplesMohammad HamidÎncă nu există evaluări
- Clinical Decision Support SystemsDocument19 paginiClinical Decision Support SystemsMohammad Hamid100% (1)
- UCBioBSP SDK Programmer's Guide v3.00 (Eng) PDFDocument350 paginiUCBioBSP SDK Programmer's Guide v3.00 (Eng) PDFMohammad HamidÎncă nu există evaluări
- For The Program Given in The Practical (Family Tree) Define The Prolog Rules ofDocument1 paginăFor The Program Given in The Practical (Family Tree) Define The Prolog Rules ofMohammad HamidÎncă nu există evaluări
- DR - Khaled ElbahnasyDocument21 paginiDR - Khaled ElbahnasyMohammad HamidÎncă nu există evaluări
- Gianna Pomata (Editor), Nancy G. Siraisi (Editor) - Historia - Empiricism and Erudition in Early Modern Europe (Transformations - Studies in The History of Science and Technology) (2006)Document493 paginiGianna Pomata (Editor), Nancy G. Siraisi (Editor) - Historia - Empiricism and Erudition in Early Modern Europe (Transformations - Studies in The History of Science and Technology) (2006)Marcelo Rizzo100% (1)
- Sabena Belgian World Airlines vs. CADocument3 paginiSabena Belgian World Airlines vs. CARhea CalabinesÎncă nu există evaluări
- Statistical TestsDocument47 paginiStatistical TestsUche Nwa ElijahÎncă nu există evaluări
- 2016 01 15 12 00 22 PDFDocument26 pagini2016 01 15 12 00 22 PDFABHIJEET SHARMAÎncă nu există evaluări
- Presentation On HR Department of Mobilink.Document18 paginiPresentation On HR Department of Mobilink.Sadaf YaqoobÎncă nu există evaluări
- MGMT 400-Strategic Business Management-Adnan ZahidDocument5 paginiMGMT 400-Strategic Business Management-Adnan ZahidWaleed AhmadÎncă nu există evaluări
- Adventures in Parenting RevDocument67 paginiAdventures in Parenting Revmakj_828049Încă nu există evaluări
- Software Quality Metrics MethodologyDocument17 paginiSoftware Quality Metrics MethodologySumit RajputÎncă nu există evaluări
- Simplified Cost Accounting Part Ii: Solutions ManualDocument58 paginiSimplified Cost Accounting Part Ii: Solutions ManualAnthony Koko CarlobosÎncă nu există evaluări
- RH Control - SeracloneDocument2 paginiRH Control - Seraclonewendys rodriguez, de los santosÎncă nu există evaluări
- NIPMR Notification v3Document3 paginiNIPMR Notification v3maneeshaÎncă nu există evaluări
- BurnsDocument80 paginiBurnsAlina IlovanÎncă nu există evaluări
- Edward William Lane's Lexicon - Volume 7 - Page 186 To 277Document92 paginiEdward William Lane's Lexicon - Volume 7 - Page 186 To 277Serge BièvreÎncă nu există evaluări
- Durability Problems of 20 Century Reinforced Concrete Heritage Structures and Their RestorationsDocument120 paginiDurability Problems of 20 Century Reinforced Concrete Heritage Structures and Their RestorationsManjunath ShepurÎncă nu există evaluări
- CardiologyDocument83 paginiCardiologyAshutosh SinghÎncă nu există evaluări
- English 7 Compare Contrast The People Could Fly Harriet TubmanDocument3 paginiEnglish 7 Compare Contrast The People Could Fly Harriet Tubmanapi-508729334Încă nu există evaluări
- Deeg Palace Write-UpDocument7 paginiDeeg Palace Write-UpMuhammed Sayyaf AcÎncă nu există evaluări
- Securities and Exchange Commission: Non-Holding of Annual MeetingDocument2 paginiSecurities and Exchange Commission: Non-Holding of Annual MeetingBea AlonzoÎncă nu există evaluări
- Early Pregnancy and Its Effect On The Mental Health of Students in Victoria Laguna"Document14 paginiEarly Pregnancy and Its Effect On The Mental Health of Students in Victoria Laguna"Gina HerraduraÎncă nu există evaluări
- Eapp Module 1Document6 paginiEapp Module 1Benson CornejaÎncă nu există evaluări
- Weekly Learning Plan: Department of EducationDocument2 paginiWeekly Learning Plan: Department of EducationJim SulitÎncă nu există evaluări
- Diverse Narrative Structures in Contemporary Picturebooks: Opportunities For Children's Meaning-MakingDocument11 paginiDiverse Narrative Structures in Contemporary Picturebooks: Opportunities For Children's Meaning-MakingBlanca HernándezÎncă nu există evaluări
- Reading Listening 2Document5 paginiReading Listening 2Lisbet GomezÎncă nu există evaluări
- School Based CPPDocument11 paginiSchool Based CPPjocelyn g. temporosa100% (1)
- Read Chapter 4 Minicase: Fondren Publishing, Inc. From The Sales Force Management Textbook by Mark W. Johnston & Greg W. MarshallDocument1 paginăRead Chapter 4 Minicase: Fondren Publishing, Inc. From The Sales Force Management Textbook by Mark W. Johnston & Greg W. MarshallKJRÎncă nu există evaluări
- Fault Detection of Gear Using Spectrum and CepstruDocument6 paginiFault Detection of Gear Using Spectrum and Cepstruराकेश झाÎncă nu există evaluări
- The Old Man and The SeaDocument6 paginiThe Old Man and The Seahomeless_heartÎncă nu există evaluări
- IPA Digital Media Owners Survey Autumn 2010Document33 paginiIPA Digital Media Owners Survey Autumn 2010PaidContentUKÎncă nu există evaluări
- Consumer Trend Canvas (CTC) Template 2022Document1 paginăConsumer Trend Canvas (CTC) Template 2022Patricia DominguezÎncă nu există evaluări
- Bibliography of Loyalist Source MaterialDocument205 paginiBibliography of Loyalist Source MaterialNancyÎncă nu există evaluări
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisDe la EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisEvaluare: 4 din 5 stele4/5 (2)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionDe la EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionEvaluare: 4.5 din 5 stele4.5/5 (3)
- The Laws of Thermodynamics: A Very Short IntroductionDe la EverandThe Laws of Thermodynamics: A Very Short IntroductionEvaluare: 4.5 din 5 stele4.5/5 (10)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseDe la EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseEvaluare: 4.5 din 5 stele4.5/5 (51)
- Cyber-Physical Systems: Foundations, Principles and ApplicationsDe la EverandCyber-Physical Systems: Foundations, Principles and ApplicationsHoubing H. SongÎncă nu există evaluări
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CDe la EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CÎncă nu există evaluări
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedDe la EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedEvaluare: 5 din 5 stele5/5 (1)
- Chasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItDe la EverandChasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItEvaluare: 4 din 5 stele4/5 (25)
- Bulk Material Handling: Practical Guidance for Mechanical EngineersDe la EverandBulk Material Handling: Practical Guidance for Mechanical EngineersEvaluare: 5 din 5 stele5/5 (1)
- Handbook of Mechanical and Materials EngineeringDe la EverandHandbook of Mechanical and Materials EngineeringEvaluare: 5 din 5 stele5/5 (4)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ADe la EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AÎncă nu există evaluări
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionDe la EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionÎncă nu există evaluări
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataDe la EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataÎncă nu există evaluări
- Airplane Flying Handbook: FAA-H-8083-3C (2024)De la EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Evaluare: 4 din 5 stele4/5 (12)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsDe la EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsEvaluare: 3.5 din 5 stele3.5/5 (3)
- Safety Theory and Control Technology of High-Speed Train OperationDe la EverandSafety Theory and Control Technology of High-Speed Train OperationEvaluare: 5 din 5 stele5/5 (2)
- Mechanical Vibrations and Condition MonitoringDe la EverandMechanical Vibrations and Condition MonitoringEvaluare: 5 din 5 stele5/5 (1)
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsDe la EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsEvaluare: 4 din 5 stele4/5 (9)
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideDe la EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideEvaluare: 4 din 5 stele4/5 (8)
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeDe la EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeEvaluare: 4 din 5 stele4/5 (9)