S-ar putea să vă placă și
- 029Document29 pagini029Amara NejiÎncă nu există evaluări
- DT - PalettiseurDocument5 paginiDT - PalettiseurMaghrebi YassinÎncă nu există evaluări
- BAC Etude-Des-Constructions 2008 STIELECTECHDocument29 paginiBAC Etude-Des-Constructions 2008 STIELECTECHAymen BadriÎncă nu există evaluări
- Analyse Fonctionnelle Et Structurelle - PalettiseurDocument9 paginiAnalyse Fonctionnelle Et Structurelle - PalettiseurMarieme Boutraih100% (1)
- Analyse Fonctionnelle Et Structurelle Du PaletticDocument9 paginiAnalyse Fonctionnelle Et Structurelle Du Paletticnairo 12Încă nu există evaluări
- Devoir de Contrôle N°2 2ème Semestre - Génie Mécanique Un Palettiseur - Bac Technique (2018-2019) MR Dhifaoui AbdelwahebDocument9 paginiDevoir de Contrôle N°2 2ème Semestre - Génie Mécanique Un Palettiseur - Bac Technique (2018-2019) MR Dhifaoui Abdelwahebabdelbasset110% (1)
- Devoir de Contrôle N°2 2011 2012 (Ibn Khaldoun Mednine)Document6 paginiDevoir de Contrôle N°2 2011 2012 (Ibn Khaldoun Mednine)Anonymous ljWszRodq100% (1)
- Devoir de Contrôle N°2 - Génie Mécanique Technique SYSTEME DE FABRICATION Du CARTON ONDULÉ - 3ème Technique (2011-2012) Elève FaissalDocument6 paginiDevoir de Contrôle N°2 - Génie Mécanique Technique SYSTEME DE FABRICATION Du CARTON ONDULÉ - 3ème Technique (2011-2012) Elève FaissalMrnadhir Mecanique67% (3)
- TD PaletticDocument11 paginiTD PaletticMohamed BelaounÎncă nu există evaluări
- Devoir de Contrôle N°1 - Génie Mécanique Chaîne de Conditionnement de Medicaments - Bac Technique (2016-2017) MR Mlaouhi SlaheddineDocument11 paginiDevoir de Contrôle N°1 - Génie Mécanique Chaîne de Conditionnement de Medicaments - Bac Technique (2016-2017) MR Mlaouhi SlaheddineDhia Cherni100% (1)
- Devoir de Synthèse N°1 2007 2008 (Région Kairouan)Document15 paginiDevoir de Synthèse N°1 2007 2008 (Région Kairouan)Piere Ebrahim50% (2)
- Mpi 300Document64 paginiMpi 300youri59490100% (1)
- TP1 Automatismes Industriels2010 2011Document7 paginiTP1 Automatismes Industriels2010 2011Jamal Eldahbi50% (2)
- EcolpapDocument2 paginiEcolpapkadir.acar69220Încă nu există evaluări
- Bac GM 2006 Sept Metropole Lève Personne ORIOR PDFDocument33 paginiBac GM 2006 Sept Metropole Lève Personne ORIOR PDFGeorges EllaÎncă nu există evaluări
- Bac Transbergeur - CPDFDocument18 paginiBac Transbergeur - CPDFElmostafa AchibaneÎncă nu există evaluări
- Devoir de Synthèse N°1 - Technologie CHAINE D'EMBALLAGE DES FEUILLES DE PAPIER - Bac Technique (2012-2013) MR Hadjkacem AbdelkarimDocument11 paginiDevoir de Synthèse N°1 - Technologie CHAINE D'EMBALLAGE DES FEUILLES DE PAPIER - Bac Technique (2012-2013) MR Hadjkacem Abdelkarimيس المباركيÎncă nu există evaluări
- La PalettisationDocument16 paginiLa PalettisationkorobadeÎncă nu există evaluări
- Ci11 I9 T S1 C4Document13 paginiCi11 I9 T S1 C4Mùstapha MànsouriÎncă nu există evaluări
- Logistique EntreposageDocument56 paginiLogistique Entreposagecorus5475% (4)
- TD Transpalette CorrectionDocument3 paginiTD Transpalette Correctionkaoutartayb64Încă nu există evaluări
- ZeusDocument53 paginiZeusGhouati Ahmed100% (1)
- Banderoleuse À Plateau Tournant: Devoir de Synthese N°1Document3 paginiBanderoleuse À Plateau Tournant: Devoir de Synthese N°1Rami Ali100% (3)
- 04.trakker MY2013 - Euro III - FRADocument83 pagini04.trakker MY2013 - Euro III - FRAMourad OthmanÎncă nu există evaluări
- La PalettisationDocument16 paginiLa PalettisationTim Stelens Seka100% (1)
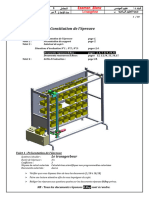
- Construction D'un Palettier VFDocument33 paginiConstruction D'un Palettier VFdupuy100% (2)
- BB2010-Dossier Technique PDFDocument9 paginiBB2010-Dossier Technique PDFspectrum66100% (1)
- DQR Mei E2 Drom Com 2021 CopieDocument18 paginiDQR Mei E2 Drom Com 2021 CopieaizddinÎncă nu există evaluări
- Machine de Conditionnement de ComprimesDocument18 paginiMachine de Conditionnement de ComprimesRedOne Khasmi50% (2)
- Analyse Fonctionnelle EncartonneuseDocument8 paginiAnalyse Fonctionnelle EncartonneuseWiam loud وئام لودÎncă nu există evaluări
- الامتحان التجريبي الثاني ثانية كهرباءDocument21 paginiالامتحان التجريبي الثاني ثانية كهرباءHiba NajiÎncă nu există evaluări
- Systèmes D Énergie Électrique Guide de RéférencegDocument44 paginiSystèmes D Énergie Électrique Guide de Référencegsalhi hassanÎncă nu există evaluări
- Chap2 Gest°des Surf (P)Document5 paginiChap2 Gest°des Surf (P)stephane.beal40Încă nu există evaluări
- Examen BlancDocument14 paginiExamen BlancFerdinand SEME100% (1)
- Correc ExamenDocument3 paginiCorrec Examendinou samirÎncă nu există evaluări
- Palettiers 1Document7 paginiPalettiers 1nahime.elhoussaine.10Încă nu există evaluări
- DS2 3ScT 2019-2020Document9 paginiDS2 3ScT 2019-2020Ridha ManaaÎncă nu există evaluări
- 8140 Dossier Travail PDFDocument8 pagini8140 Dossier Travail PDFDonchÎncă nu există evaluări
- 06 Trancheur MecaDocument10 pagini06 Trancheur MecaYahya AIDARAÎncă nu există evaluări
- Logistique - Partie 2Document63 paginiLogistique - Partie 2el mehdi belloukÎncă nu există evaluări
- OMLOG-SPEC-030-f - Detection NH Et NTH Rev1 PDFDocument48 paginiOMLOG-SPEC-030-f - Detection NH Et NTH Rev1 PDFMohamed Rjeb100% (5)
- Ind C PTU80 V2 FRDocument15 paginiInd C PTU80 V2 FRFabrice CaggianoÎncă nu există evaluări
- Sujet 08 NCDocument44 paginiSujet 08 NCStephane DelaportasÎncă nu există evaluări
- Sujet 08 NCDocument44 paginiSujet 08 NCStephane DelaportasÎncă nu există evaluări
- Zone4 tp4Document5 paginiZone4 tp4romain lepageÎncă nu există evaluări
- Sujet - Lève Personne - ÉlèveDocument10 paginiSujet - Lève Personne - ÉlèveremivsnÎncă nu există evaluări
- DM Amdec DT MultitechDocument15 paginiDM Amdec DT MultitechNajahi YoussefÎncă nu există evaluări
- Baccalaureat 2005Document32 paginiBaccalaureat 2005Mohammed reda HadiÎncă nu există evaluări
- DTDocument4 paginiDTmohamed1101Încă nu există evaluări
- TP5 Sy08Document9 paginiTP5 Sy08Alexis MendezÎncă nu există evaluări
- 9092 DQR E11Document14 pagini9092 DQR E11ZiloXÎncă nu există evaluări
- Mpi 300Document64 paginiMpi 300youri59490Încă nu există evaluări
- Exams A Faire SIDocument10 paginiExams A Faire SIyassine laouadiÎncă nu există evaluări
- U41 NC 2019 DT CopieDocument18 paginiU41 NC 2019 DT CopieFadwa GHANIÎncă nu există evaluări
- Automatique: Les Grands Articles d'UniversalisDe la EverandAutomatique: Les Grands Articles d'UniversalisÎncă nu există evaluări
- Chapitre N°1 Durée de VieDocument47 paginiChapitre N°1 Durée de VieJawher Salem100% (1)
- TD Analyse VibratoireDocument1 paginăTD Analyse VibratoireJawher Salem0% (1)
- SécuritéDocument30 paginiSécuritéJawher SalemÎncă nu există evaluări
- FMD1 PDFDocument12 paginiFMD1 PDFJawher SalemÎncă nu există evaluări
- Industrie4 0 PDFDocument68 paginiIndustrie4 0 PDFJawher SalemÎncă nu există evaluări
- AMDEC and Analyse de Risque AMDEC and AnDocument35 paginiAMDEC and Analyse de Risque AMDEC and AnJawher SalemÎncă nu există evaluări
- Exercice Analyse Des RisquesDocument4 paginiExercice Analyse Des RisquesJawher SalemÎncă nu există evaluări
- FMD1 PDFDocument12 paginiFMD1 PDFJawher SalemÎncă nu există evaluări
- Deming IshikawaDocument6 paginiDeming IshikawaChadbraÎncă nu există evaluări
- Tamiseur VibrantDocument120 paginiTamiseur VibrantJawher Salem75% (4)
- Série D'exercices - Physique Chimie - 1ère As MR YoussefDocument2 paginiSérie D'exercices - Physique Chimie - 1ère As MR YoussefMed Brini100% (1)
- Etude AMDEC Et Mise en Place Du Planning PDFDocument108 paginiEtude AMDEC Et Mise en Place Du Planning PDFSoufiane100% (2)
- Modc3a9lisation Et Amc3a9lioration de Performance D - Une Poste de RegroupementDocument57 paginiModc3a9lisation Et Amc3a9lioration de Performance D - Une Poste de RegroupementJawher SalemÎncă nu există evaluări
- Définition de CintrageDocument2 paginiDéfinition de CintrageJawher SalemÎncă nu există evaluări
- Wikifab-Filtration Sur Sable Par ArduinoDocument7 paginiWikifab-Filtration Sur Sable Par ArduinoJawher SalemÎncă nu există evaluări
- 05 - Concept FMD - Introduction PDFDocument5 pagini05 - Concept FMD - Introduction PDFachrefchaabaniÎncă nu există evaluări
- Cablage Industriel Cabler Une Armoire Electrique Basse Tension PDFDocument3 paginiCablage Industriel Cabler Une Armoire Electrique Basse Tension PDFJawher Salem0% (1)
- Maison IntélligenteDocument75 paginiMaison IntélligenteJawher SalemÎncă nu există evaluări
- Pfe MaintenanceDocument67 paginiPfe MaintenanceJawher SalemÎncă nu există evaluări
- Pfe Module XbeeDocument84 paginiPfe Module XbeeJawher SalemÎncă nu există evaluări
- Cablage Industriel Cabler Une Armoire Electrique Basse Tension PDFDocument3 paginiCablage Industriel Cabler Une Armoire Electrique Basse Tension PDFJawher Salem0% (1)
- Mise en Place D'un Système de Management de La Qualité Au Sein de AFIF CHARITY - QATARDocument66 paginiMise en Place D'un Système de Management de La Qualité Au Sein de AFIF CHARITY - QATARYassine Mafrax100% (1)
- Sécurité Industrielle Cours Rached NciriDocument57 paginiSécurité Industrielle Cours Rached NciriJawher Salem67% (3)
- Telecharger Gratuit CoursExercices - Com Arduino BalanceDFRobotSENO160.PDF 309Document3 paginiTelecharger Gratuit CoursExercices - Com Arduino BalanceDFRobotSENO160.PDF 309Jawher SalemÎncă nu există evaluări
- Touret À MeulerDocument11 paginiTouret À MeulerUday GokhaleÎncă nu există evaluări
- Cours - Physique Oscillations Électriques Forcées en Régime Sinusoïdal - Bac Technique (2012-2013) MR Daghsni Said PDFDocument4 paginiCours - Physique Oscillations Électriques Forcées en Régime Sinusoïdal - Bac Technique (2012-2013) MR Daghsni Said PDFJawher SalemÎncă nu există evaluări
- Étude Des Installations Électriques D'une MaisonDocument7 paginiÉtude Des Installations Électriques D'une MaisonJawher SalemÎncă nu există evaluări
- IntrusionDocument17 paginiIntrusionJawher SalemÎncă nu există evaluări
- Siemens Step7 Manager Tutorial PDFDocument71 paginiSiemens Step7 Manager Tutorial PDFJawher SalemÎncă nu există evaluări
- GD02 - Fonction Hydraulique - Tome 2Document58 paginiGD02 - Fonction Hydraulique - Tome 2ait mimouneÎncă nu există evaluări
- TP 1 MDFDocument6 paginiTP 1 MDFNesrine Nesrine100% (1)
- Systèmes ThermodynamiqueDocument55 paginiSystèmes ThermodynamiqueAyoub OukhalekÎncă nu există evaluări
- CisaillementDocument4 paginiCisaillementTouil AmirÎncă nu există evaluări
- Semelle 1Document7 paginiSemelle 1larevalentinoÎncă nu există evaluări
- Le Principe D Inertie Serie D Exercices 1 1Document3 paginiLe Principe D Inertie Serie D Exercices 1 1Said Lajiar100% (1)
- Tpe 1 Licence 2 GbatDocument2 paginiTpe 1 Licence 2 GbatToh Habib Kone100% (1)
- 0 Fiches de Rappels Dérivées - v1Document4 pagini0 Fiches de Rappels Dérivées - v1Kevin VauseÎncă nu există evaluări
- Chapitre III Méthode Des Éléments Finis ÉtendueDocument29 paginiChapitre III Méthode Des Éléments Finis Étenduesalah mohammedÎncă nu există evaluări
- Commande ModaleDocument8 paginiCommande ModaleElyes FekiÎncă nu există evaluări
- Representation Unilateral Et BilateraleDocument2 paginiRepresentation Unilateral Et BilateraledocteurgynecoÎncă nu există evaluări
- Ondes PériodiqueDocument5 paginiOndes PériodiquekhabbahsÎncă nu există evaluări
- Examen Analytique 2021-2022 NormDocument2 paginiExamen Analytique 2021-2022 NormNour BestÎncă nu există evaluări
- Support de Cours Séance 1Document58 paginiSupport de Cours Séance 1Benharzallah Krobba100% (1)
- 2.exercices Geometry Sol PDFDocument6 pagini2.exercices Geometry Sol PDFSami BennourÎncă nu există evaluări
- CH Ii-1Document17 paginiCH Ii-1Karbi Abdelatif100% (1)
- GeotechniqueII Cours4 2021 2022Document53 paginiGeotechniqueII Cours4 2021 2022Toto ToualiÎncă nu există evaluări
- Exercice D'application Mouvement de Rotation Autour D'un Axe FixeDocument1 paginăExercice D'application Mouvement de Rotation Autour D'un Axe Fixerihab tasnimÎncă nu există evaluări
- Calcul RADIER MedChrifDocument4 paginiCalcul RADIER MedChrifgnhgfn100% (1)
- C7Phy Dipole RL PDFDocument4 paginiC7Phy Dipole RL PDFAzizElheni100% (1)
- Le Calcul Aux Éléments Finis Par Le Logiciel Effel - Rev 1Document31 paginiLe Calcul Aux Éléments Finis Par Le Logiciel Effel - Rev 1Alaaeddine FoughaliÎncă nu există evaluări
- Chapitre 4Document51 paginiChapitre 4maellebris3004Încă nu există evaluări
- Hiebel Denis smz8722Document147 paginiHiebel Denis smz8722mahmoudmain_24273317Încă nu există evaluări
- DSSSDocument13 paginiDSSSakarne YounessÎncă nu există evaluări
- Compte Rendu Abaqus - ParavalancheDocument14 paginiCompte Rendu Abaqus - ParavalancheBruno ConteÎncă nu există evaluări
- Solution CC RDM 21Document3 paginiSolution CC RDM 21Abdnnour BelhadjÎncă nu există evaluări
- Robotique S3 2020 EtDocument303 paginiRobotique S3 2020 EtIlyas khadrouniÎncă nu există evaluări
- Technique CDocument9 paginiTechnique Caziz hajriÎncă nu există evaluări
- Chapitre1 ModelisationDocument23 paginiChapitre1 ModelisationMaroun BassilÎncă nu există evaluări
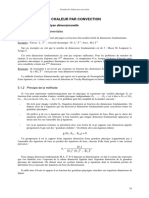
- Chapt ConvectionDocument18 paginiChapt ConvectionAyoub BaroudiÎncă nu există evaluări