S-ar putea să vă placă și
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshDe la EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshÎncă nu există evaluări
- Bag Filters Types, Working Principles & Daily Maintenance - INFINITY FOR CEMENT EQUIPMENT PDFDocument14 paginiBag Filters Types, Working Principles & Daily Maintenance - INFINITY FOR CEMENT EQUIPMENT PDFRICARDOALEXBORGES100% (2)
- Bag FiltersDocument4 paginiBag FiltersDoaa Badarneh100% (1)
- Baghouse CalculationDocument2 paginiBaghouse CalculationJose Alfredo Rodriguez ColladoÎncă nu există evaluări
- 6 Bag House BasicsDocument27 pagini6 Bag House BasicsPANKAJ AGRAHARI100% (1)
- Design Recommendations For Process FiltersDocument8 paginiDesign Recommendations For Process FiltersKenny RuizÎncă nu există evaluări
- ESPDocument15 paginiESPlrpatraÎncă nu există evaluări
- Bag House Differential Pressure: Why Is It Important? What Bag House Problems It Can Be Used To DiagnoseDocument8 paginiBag House Differential Pressure: Why Is It Important? What Bag House Problems It Can Be Used To DiagnoseZegera Mgendi100% (2)
- Loesche Round Table VICATDocument20 paginiLoesche Round Table VICATrecaiÎncă nu există evaluări
- Bag FiltersDocument23 paginiBag FiltersJunaid MazharÎncă nu există evaluări
- 3.1 Bag FiltersDocument12 pagini3.1 Bag FiltersVishal100% (2)
- Presep Air Separator VTP enDocument6 paginiPresep Air Separator VTP enBrunoÎncă nu există evaluări
- Bag Filter Installation - Manual-2Document22 paginiBag Filter Installation - Manual-2kISHOREÎncă nu există evaluări
- Reverse Air Bag House PDFDocument4 paginiReverse Air Bag House PDFRanga VamshiÎncă nu există evaluări
- Pulse Jet Bag Filters PDFDocument12 paginiPulse Jet Bag Filters PDFPetros IosifidisÎncă nu există evaluări
- Dust Collection System: Raw Material Handling PlantDocument83 paginiDust Collection System: Raw Material Handling PlantVishal HiremathÎncă nu există evaluări
- Reitz India Ltd.,Hyderabad, IndiaDocument54 paginiReitz India Ltd.,Hyderabad, IndiaBülent BulutÎncă nu există evaluări
- Bag HouseDocument55 paginiBag HousegovardhanÎncă nu există evaluări
- Electrostatic Precipitator Operation: Electrostatic Precipitators (Esps) Are One of The MoreDocument14 paginiElectrostatic Precipitator Operation: Electrostatic Precipitators (Esps) Are One of The MoreBrayan AguileraÎncă nu există evaluări
- 03 09 Increasing Conveying Rates in Pneumatic SystemsDocument4 pagini03 09 Increasing Conveying Rates in Pneumatic SystemssharemwÎncă nu există evaluări
- Fabric Filter Design VariablesDocument14 paginiFabric Filter Design VariablesElumalai Srinivasan100% (1)
- Calculation of Air-Slide Conveyor: January 2017Document7 paginiCalculation of Air-Slide Conveyor: January 2017Hannan yusuf KhanÎncă nu există evaluări
- BaghouseDocument7 paginiBaghouseJayandi Fitra100% (1)
- Roller Mill FundamentalsDocument11 paginiRoller Mill Fundamentalshidrastar123100% (1)
- Kiln Float and Hydraulic Thrust DeviceDocument21 paginiKiln Float and Hydraulic Thrust DevicehaiderÎncă nu există evaluări
- Bucket Elevator: Instruction Manual MaintenanceDocument26 paginiBucket Elevator: Instruction Manual MaintenanceJ Dany T. Delgado100% (1)
- PFC - The Great CoolerDocument47 paginiPFC - The Great CoolerM.IBRAHEEM100% (1)
- ILC Kiln Manual Ed1 PDFDocument70 paginiILC Kiln Manual Ed1 PDFBùi Hắc Hải100% (4)
- AirslidesDocument3 paginiAirslidesVisnu SankarÎncă nu există evaluări
- Type of Material Minimum SlopeDocument1 paginăType of Material Minimum SlopeayaskantkÎncă nu există evaluări
- Rotary Kiln SimulatorDocument10 paginiRotary Kiln SimulatorPassmore DubeÎncă nu există evaluări
- Design of Bag Filter For The Control of Dust Emissions For A Cement PlantDocument3 paginiDesign of Bag Filter For The Control of Dust Emissions For A Cement PlantAhmed OuslatiÎncă nu există evaluări
- Benchmarks IndiaDocument78 paginiBenchmarks IndialafecapoÎncă nu există evaluări
- Kiln Shell SpecificationDocument20 paginiKiln Shell SpecificationAnonymous p4GdtQpÎncă nu există evaluări
- 500 TPD KilnDocument19 pagini500 TPD KilnPratik TyagiÎncă nu există evaluări
- Ash Handling SystemsDocument42 paginiAsh Handling SystemsSuman DeyÎncă nu există evaluări
- Pneumatic Conveying: Technology You Can TrustDocument16 paginiPneumatic Conveying: Technology You Can TrustSyed Rameez MohiuddinÎncă nu există evaluări
- CFI Controlled Flow Inverted Cone SiloDocument4 paginiCFI Controlled Flow Inverted Cone SiloTùng CCIDÎncă nu există evaluări
- Can VelocityDocument4 paginiCan VelocityRawatÎncă nu există evaluări
- Bag House Filter DesignDocument5 paginiBag House Filter DesignShermal FernandoÎncă nu există evaluări
- Chap 4 3 PDFDocument28 paginiChap 4 3 PDFtaghdirimÎncă nu există evaluări
- High VM Coal With 3% SulphurDocument1 paginăHigh VM Coal With 3% SulphurIrshad HussainÎncă nu există evaluări
- Cyclone Separators: Learner GuideDocument14 paginiCyclone Separators: Learner GuideRobson DE Freitas WerlingÎncă nu există evaluări
- Thermos Design of Rotary Kiln For Reduction of Radiantion LossesDocument20 paginiThermos Design of Rotary Kiln For Reduction of Radiantion LossesMadhav Krishna MÎncă nu există evaluări
- Ball Mill InspectionDocument9 paginiBall Mill InspectionmahantmtechÎncă nu există evaluări
- Pneumatic TransportDocument9 paginiPneumatic TransportMehmet CÎncă nu există evaluări
- Latest Technology of Mill DiaphragmsDocument17 paginiLatest Technology of Mill DiaphragmsISLAM I. Fekry100% (5)
- How To Check Variability of Mass Flow in A Pneumatic Conveying System PDFDocument4 paginiHow To Check Variability of Mass Flow in A Pneumatic Conveying System PDFnazmul hasanÎncă nu există evaluări
- The Cement Grinding Office: Home About Us Services Mining AreaDocument3 paginiThe Cement Grinding Office: Home About Us Services Mining AreaVisnu SankarÎncă nu există evaluări
- Manuale D'uso SilosDocument28 paginiManuale D'uso SilosRoyer CcosiÎncă nu există evaluări
- Max Kilnshell Temp PDFDocument8 paginiMax Kilnshell Temp PDFGiequatÎncă nu există evaluări
- Article Trends Carbon BlackDocument8 paginiArticle Trends Carbon Blackdev2627Încă nu există evaluări
- Fabric Filter Baghouse PDFDocument2 paginiFabric Filter Baghouse PDFKaylaÎncă nu există evaluări
- Ym-Assignment 1 (Roll#56)Document21 paginiYm-Assignment 1 (Roll#56)Huma AjmalÎncă nu există evaluări
- How A Bag Filter OperatesDocument8 paginiHow A Bag Filter OperatesMadanKarkiÎncă nu există evaluări
- Yarn-1, Report On Mill VisitDocument11 paginiYarn-1, Report On Mill VisitBoier Sesh Pata100% (2)
- Fundamentals of TextilesDocument25 paginiFundamentals of TextilesKunst LiefdeÎncă nu există evaluări
- Index:: Name of Industry: Harshanil Agro Industries PVT LTDDocument15 paginiIndex:: Name of Industry: Harshanil Agro Industries PVT LTDSoumyadip RoyÎncă nu există evaluări
- Title:: Dust Removal in Spinning Section Department Third Year Textile Engineering Peer Group - 8Document13 paginiTitle:: Dust Removal in Spinning Section Department Third Year Textile Engineering Peer Group - 8gizachew adaneÎncă nu există evaluări
- Inspection of Waste Extracted by Different Machines of Spinning Department.Document3 paginiInspection of Waste Extracted by Different Machines of Spinning Department.Ammar Naeem BhattiÎncă nu există evaluări
- Planning EngineerDocument1 paginăPlanning EngineerChijioke ObiÎncă nu există evaluări
- IPM GuidelinesDocument6 paginiIPM GuidelinesHittesh SolankiÎncă nu există evaluări
- Report On Marketing Strategy of Nestle MILKPAKDocument13 paginiReport On Marketing Strategy of Nestle MILKPAKAzeem Ahmad100% (1)
- Antibiotics MCQsDocument4 paginiAntibiotics MCQsPh Israa KadhimÎncă nu există evaluări
- Addition Color by Code: Yellow 1, 2, Blue 3, 4, Pink 5, 6 Peach 7, 8 Light Green 9, 10, Black 11Document1 paginăAddition Color by Code: Yellow 1, 2, Blue 3, 4, Pink 5, 6 Peach 7, 8 Light Green 9, 10, Black 11Noor NadhirahÎncă nu există evaluări
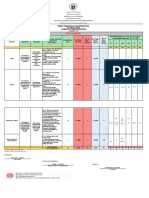
- Revised Final Quarter 1 Tos-Rbt-Sy-2022-2023 Tle-Cookery 10Document6 paginiRevised Final Quarter 1 Tos-Rbt-Sy-2022-2023 Tle-Cookery 10May Ann GuintoÎncă nu există evaluări
- Bajaj CNSDocument3 paginiBajaj CNSAbhijit PaikarayÎncă nu există evaluări
- Liquid Chlorine SdsDocument7 paginiLiquid Chlorine SdsIPKL RS BHAYANGKARA KEDIRIÎncă nu există evaluări
- Asan Visa Ae102901499Document2 paginiAsan Visa Ae102901499hardeep ranaÎncă nu există evaluări
- III.A.1. University of Hawaii at Manoa Cancer Center Report and Business PlanDocument35 paginiIII.A.1. University of Hawaii at Manoa Cancer Center Report and Business Planurindo mars29Încă nu există evaluări
- Onset Hobo Trade T Cdi 5200 5400 User ManualDocument3 paginiOnset Hobo Trade T Cdi 5200 5400 User Manualpaull20020% (1)
- Participant Observation: Qualitative Research Methods: A Data Collector's Field GuideDocument17 paginiParticipant Observation: Qualitative Research Methods: A Data Collector's Field GuideMarta CabreraÎncă nu există evaluări
- Ubi Caritas Guitar Solo Arrangement by Patrick Glenn BalanzaDocument8 paginiUbi Caritas Guitar Solo Arrangement by Patrick Glenn BalanzaPatrick Glenn BalanzaÎncă nu există evaluări
- BS en Iso 06509-1995 (2000)Document10 paginiBS en Iso 06509-1995 (2000)vewigop197Încă nu există evaluări
- Research On Export Trade in BangladeshDocument7 paginiResearch On Export Trade in BangladeshFarjana AnwarÎncă nu există evaluări
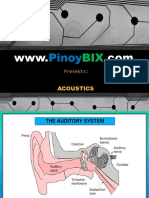
- AcousticsDocument122 paginiAcousticsEclipse YuÎncă nu există evaluări
- Mitsubishi FanDocument2 paginiMitsubishi FanKyaw ZawÎncă nu există evaluări
- Redirection & PipingDocument16 paginiRedirection & PipingPraveen PatelÎncă nu există evaluări
- Endometab Exam 2018Document8 paginiEndometab Exam 2018teabagmanÎncă nu există evaluări
- The Minimum Means of Reprisal - China's S - Jeffrey G. LewisDocument283 paginiThe Minimum Means of Reprisal - China's S - Jeffrey G. LewisrondfauxÎncă nu există evaluări
- Ds-Module 5 Lecture NotesDocument12 paginiDs-Module 5 Lecture NotesLeela Krishna MÎncă nu există evaluări
- Pricing of A Revolutionary ProductDocument22 paginiPricing of A Revolutionary ProductiluvparixitÎncă nu există evaluări
- Journal of Atmospheric Science Research - Vol.5, Iss.4 October 2022Document54 paginiJournal of Atmospheric Science Research - Vol.5, Iss.4 October 2022Bilingual PublishingÎncă nu există evaluări
- Nestlé CASEDocument3 paginiNestlé CASEAli Iqbal CheemaÎncă nu există evaluări
- Business Statistic Handout Bba - Sem 2Document7 paginiBusiness Statistic Handout Bba - Sem 2hanirveshÎncă nu există evaluări
- Model TB-16Document20 paginiModel TB-16xuanphuong2710Încă nu există evaluări
- Q4 Music 6 Module 2Document15 paginiQ4 Music 6 Module 2Dan Paolo AlbintoÎncă nu există evaluări
- Mixing and Agitation 93851 - 10 ADocument19 paginiMixing and Agitation 93851 - 10 Aakarcz6731Încă nu există evaluări
- Contoh Assignment PDFDocument18 paginiContoh Assignment PDFSiti Fatimah A Salam67% (3)
- Restaurant Report Card: February 9, 2023Document4 paginiRestaurant Report Card: February 9, 2023KBTXÎncă nu există evaluări
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesDe la EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesEvaluare: 4 din 5 stele4/5 (2)
- Advanced Production Decline Analysis and ApplicationDe la EverandAdvanced Production Decline Analysis and ApplicationEvaluare: 3.5 din 5 stele3.5/5 (4)
- Well Control for Completions and InterventionsDe la EverandWell Control for Completions and InterventionsEvaluare: 4 din 5 stele4/5 (10)
- A Practical Handbook for Drilling Fluids ProcessingDe la EverandA Practical Handbook for Drilling Fluids ProcessingÎncă nu există evaluări
- Flow Analysis for Hydrocarbon Pipeline EngineeringDe la EverandFlow Analysis for Hydrocarbon Pipeline EngineeringÎncă nu există evaluări
- Well Integrity for Workovers and RecompletionsDe la EverandWell Integrity for Workovers and RecompletionsEvaluare: 5 din 5 stele5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataDe la EverandPocket Guide to Flanges, Fittings, and Piping DataEvaluare: 3.5 din 5 stele3.5/5 (22)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsDe la EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsÎncă nu există evaluări
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingDe la EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingÎncă nu există evaluări
- Abrasive Water Jet Perforation and Multi-Stage FracturingDe la EverandAbrasive Water Jet Perforation and Multi-Stage FracturingÎncă nu există evaluări
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesDe la EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesÎncă nu există evaluări
- Casing and Liners for Drilling and Completion: Design and ApplicationDe la EverandCasing and Liners for Drilling and Completion: Design and ApplicationEvaluare: 5 din 5 stele5/5 (3)
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsDe la EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsÎncă nu există evaluări
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsDe la EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsEvaluare: 4 din 5 stele4/5 (4)
- Hybrid Enhanced Oil Recovery Using Smart WaterfloodingDe la EverandHybrid Enhanced Oil Recovery Using Smart WaterfloodingÎncă nu există evaluări
- Fundamentals and Applications of Bionic Drilling FluidsDe la EverandFundamentals and Applications of Bionic Drilling FluidsÎncă nu există evaluări
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityDe la EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityEvaluare: 3 din 5 stele3/5 (2)
- The Petroleum Engineering Handbook: Sustainable Operations: Sustainable OperationsDe la EverandThe Petroleum Engineering Handbook: Sustainable Operations: Sustainable OperationsEvaluare: 3.5 din 5 stele3.5/5 (5)
- Well Testing Project Management: Onshore and Offshore OperationsDe la EverandWell Testing Project Management: Onshore and Offshore OperationsÎncă nu există evaluări
- Oil: An Overview of the Petroleum IndustryDe la EverandOil: An Overview of the Petroleum IndustryEvaluare: 4.5 din 5 stele4.5/5 (3)
- Oil and Gas Artificial Fluid Lifting TechniquesDe la EverandOil and Gas Artificial Fluid Lifting TechniquesEvaluare: 5 din 5 stele5/5 (1)