S-ar putea să vă placă și
- 00044b 2103Document4 pagini00044b 2103Jose Ignacio Alvarez ChavezÎncă nu există evaluări
- Presentacion 966HDocument105 paginiPresentacion 966HFernando Chinchazo Campos100% (2)
- Acarreo de MaterialesDocument17 paginiAcarreo de MaterialesOmar FonsecaÎncă nu există evaluări
- Mina ColquijircaDocument11 paginiMina ColquijircaBrayan Jossep Huajalsaico CespedesÎncă nu există evaluări
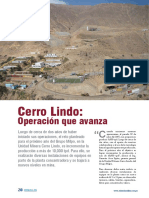
- Cerro Lindo Tierra Colores PDFDocument108 paginiCerro Lindo Tierra Colores PDFNorman Toro100% (1)
- Prospección Minero Sol NacienteDocument117 paginiProspección Minero Sol NacienteJulissa PeñaÎncă nu există evaluări
- Cierre de AntaminaDocument10 paginiCierre de AntaminaRenzo MurilloÎncă nu există evaluări
- 830e SM Afe32-As - Afe32-Dh - Afe32-Dn - Afe32-Dr Esp DG681 PDFDocument918 pagini830e SM Afe32-As - Afe32-Dh - Afe32-Dn - Afe32-Dr Esp DG681 PDFcarlosÎncă nu există evaluări
- Equipos MinerosDocument14 paginiEquipos MinerosExxavier Galecio reyesÎncă nu există evaluări
- EX5600-6ES Digital Only 16-01 PDFDocument28 paginiEX5600-6ES Digital Only 16-01 PDFLineker Diaz100% (2)
- Estudio de Impacto Ambiental para La Explotación Del Proyecto Minero - TambomayoDocument32 paginiEstudio de Impacto Ambiental para La Explotación Del Proyecto Minero - Tambomayoluciano2894100% (1)
- Informe Pavimento FlexibleDocument45 paginiInforme Pavimento FlexibleLeonel Enamorado67% (6)
- ARMADO EN CAMPO 994f PDFDocument539 paginiARMADO EN CAMPO 994f PDFIsrael Miranda Zamarca100% (1)
- Diseño de Botaderos de Desmonte y Carreteras en Open Pit Usando MinesightDocument34 paginiDiseño de Botaderos de Desmonte y Carreteras en Open Pit Usando Minesightroldan2011100% (2)
- Carguio y Transporte (Suberraneo)Document36 paginiCarguio y Transporte (Suberraneo)TomasÎncă nu există evaluări
- Diapos UnidasDocument104 paginiDiapos UnidasEduardo PasacheÎncă nu există evaluări
- Mina ToromochoDocument20 paginiMina ToromochoMerly Jimenez SaavedraÎncă nu există evaluări
- Importancia de Los YacimientosDocument2 paginiImportancia de Los YacimientosBrayan David RojasÎncă nu există evaluări
- Compañia Minera Arcata SDocument11 paginiCompañia Minera Arcata SJose JoelÎncă nu există evaluări
- Minas Del PerúDocument21 paginiMinas Del PerúIvan MaicoÎncă nu există evaluări
- Cori Puno SACDocument4 paginiCori Puno SACElvis Apaza FimÎncă nu există evaluări
- Ley N 28271 Ley Que Regula Los Pasivos Ambientales de La Actividad MineraDocument14 paginiLey N 28271 Ley Que Regula Los Pasivos Ambientales de La Actividad MinerabetsyÎncă nu există evaluări
- Relaves MonografiaDocument12 paginiRelaves MonografiaAnderson Mantari GarciaÎncă nu există evaluări
- Economía y Evaluación Minera (Antamina)Document27 paginiEconomía y Evaluación Minera (Antamina)Jeancarlos Canchari VilchezÎncă nu există evaluări
- Proyecto Minero OllacheaDocument3 paginiProyecto Minero OllacheahualaychoÎncă nu există evaluări
- Para SubirDocument5 paginiPara SubirSandro Adrian Robladillo VasquezÎncă nu există evaluări
- Tratamiento de Agua Ácida en Minera YanacochaDocument24 paginiTratamiento de Agua Ácida en Minera YanacochaYanela Orrilla AcuñaÎncă nu există evaluări
- Identificación de La Problemática Ambiental en La Laguna PajuscochaDocument2 paginiIdentificación de La Problemática Ambiental en La Laguna PajuscochaDeysi Pineda DomingoÎncă nu există evaluări
- Yeso, Sales y AnhidritaDocument20 paginiYeso, Sales y AnhidritaEadwine Ed100% (1)
- Tuneles Carguio de EscombrosDocument24 paginiTuneles Carguio de EscombrosJuan Carlos Moreno BasilioÎncă nu există evaluări
- Plan de Emergencia Cuajone 2019Document23 paginiPlan de Emergencia Cuajone 2019KATHERINE PANTOJA RIVEROSÎncă nu există evaluări
- Ventilacion NaturalDocument8 paginiVentilacion NaturalJair TrejoÎncă nu există evaluări
- Informe de Salida de Campo Del Curso de Ingenieria AmbientalDocument15 paginiInforme de Salida de Campo Del Curso de Ingenieria AmbientalFranklinFTLaydensÎncă nu există evaluări
- Marco Legal MineroDocument44 paginiMarco Legal MineroHeberth Gallardo LayzaÎncă nu există evaluări
- Cierre de Minas - JackDocument2 paginiCierre de Minas - Jackramiro aparicioÎncă nu există evaluări
- Pets Chuteo de CargaDocument2 paginiPets Chuteo de CargaJulio Cristian León ReyesÎncă nu există evaluări
- Compañía Minera Cerro CoronaDocument16 paginiCompañía Minera Cerro CoronaJuan José CornejoÎncă nu există evaluări
- Primer Informe Laboratorio Mecanica de RocasDocument14 paginiPrimer Informe Laboratorio Mecanica de RocasAlfredo Gutierrez MendivilÎncă nu există evaluări
- Galerias Pillao MataoDocument12 paginiGalerias Pillao MataoC Saulito Corrales JorgeÎncă nu există evaluări
- BARRICKDocument6 paginiBARRICKJhoe Frank MaximilianoÎncă nu există evaluări
- Mina HuanzalaDocument31 paginiMina HuanzalaantonyÎncă nu există evaluări
- La MineriaDocument3 paginiLa MineriaWillam Alva DelgadoÎncă nu există evaluări
- Minera QuiruvilcaDocument4 paginiMinera QuiruvilcabetsyÎncă nu există evaluări
- Control de Operaciones en La Mina Yanacocha - Docx22222Document15 paginiControl de Operaciones en La Mina Yanacocha - Docx22222Judver Rojas PreÎncă nu există evaluări
- Volcan Compañía Minera SDocument6 paginiVolcan Compañía Minera SIsmael SotoÎncă nu există evaluări
- Unidad Minera ToquepalaDocument8 paginiUnidad Minera ToquepalaJhon EstebanÎncă nu există evaluări
- Upn T3 Intro. Ing de MinasDocument40 paginiUpn T3 Intro. Ing de MinasFernando BecerraÎncă nu există evaluări
- Geomecanica y Cierre de MinasDocument44 paginiGeomecanica y Cierre de MinasCristian CarrascoÎncă nu există evaluări
- ESTRUCTURA DE INFORME DE PRÁCTICA AliciaDocument43 paginiESTRUCTURA DE INFORME DE PRÁCTICA AliciaJuliana MarisolÎncă nu există evaluări
- Procedimiento de Rajo AcopioDocument3 paginiProcedimiento de Rajo AcopioHernan Castillo DazaÎncă nu există evaluări
- Ciclo de Minado PDFDocument30 paginiCiclo de Minado PDFPedro PabloÎncă nu există evaluări
- SIV 2018 Supervision VentilacionDocument28 paginiSIV 2018 Supervision VentilacionEdson ReyesÎncă nu există evaluări
- Medida Del Ángulo de ContactoDocument4 paginiMedida Del Ángulo de ContactoJesus G-Arisco RiveraÎncă nu există evaluări
- Informe Yanacocha PDFDocument9 paginiInforme Yanacocha PDFMelker Llamo VasquezÎncă nu există evaluări
- BIOLIXIVIACIONDocument12 paginiBIOLIXIVIACIONJonnathan Alexis Villafuerte GonzalesÎncă nu există evaluări
- Ejercicios-Ventilacion SubterraneaDocument2 paginiEjercicios-Ventilacion SubterraneaMitchell EspinozaÎncă nu există evaluări
- Informe TambillosDocument10 paginiInforme Tambillospaulina yañezÎncă nu există evaluări
- Informe N°1 - Viaje A BayovarDocument30 paginiInforme N°1 - Viaje A BayovarGian Chumacero PantaÎncă nu există evaluări
- Trabajo Monografico de Mina TOQUEPALADocument42 paginiTrabajo Monografico de Mina TOQUEPALADeysi PalaciosÎncă nu există evaluări
- Plan de CierreDocument58 paginiPlan de CierreXavier Medina Veintimilla100% (1)
- Trabajo de Investigación Tipos de RocasDocument12 paginiTrabajo de Investigación Tipos de RocasCatalina Josefa Saavedra arcayaÎncă nu există evaluări
- Código JORCDocument7 paginiCódigo JORChammjosenÎncă nu există evaluări
- Escombreras MinerasDocument5 paginiEscombreras MinerasdannyÎncă nu există evaluări
- Cierre de Mina Lo Aguirre PDFDocument39 paginiCierre de Mina Lo Aguirre PDFjavier52_floresÎncă nu există evaluări
- Milpo - Planta PDFDocument12 paginiMilpo - Planta PDFRoman ReynsÎncă nu există evaluări
- Minera La ZanjaDocument19 paginiMinera La ZanjaErika Marimar Flor RamirezÎncă nu există evaluări
- El Desmonte de Mina Es El Material Estéril o Mineral de Baja LeyDocument2 paginiEl Desmonte de Mina Es El Material Estéril o Mineral de Baja LeyRicardo Y Evelin Olivares GonzalezÎncă nu există evaluări
- Yacimiento CuajoneDocument17 paginiYacimiento CuajoneLeandroÎncă nu există evaluări
- Proyecto IntegradorDocument21 paginiProyecto IntegradorGerardo Arquimedes Luis BenitesÎncă nu există evaluări
- Fosfatos de BayovarDocument37 paginiFosfatos de BayovarAdrianÎncă nu există evaluări
- Fosfatos de BayovarDocument39 paginiFosfatos de BayovarDanilo Sandoval100% (3)
- La MINA de Fosfatos de BAYOVAR - SechuraDocument49 paginiLa MINA de Fosfatos de BAYOVAR - SechuraMaximo Vasquez82% (11)
- Derechos HumanosDocument14 paginiDerechos HumanosAdrianÎncă nu există evaluări
- Fosfatos de BayovarDocument37 paginiFosfatos de BayovarAdrianÎncă nu există evaluări
- Yacimientos de Origen ÍgneoDocument2 paginiYacimientos de Origen ÍgneoAdrianÎncă nu există evaluări
- Articulo Importancia Del AcompañamientoDocument2 paginiArticulo Importancia Del AcompañamientoAdrianÎncă nu există evaluări
- Guias Estructurales-ResumenDocument1 paginăGuias Estructurales-ResumenAdrianÎncă nu există evaluări
- Apuntes Geologia Historica Emnc 1 2017Document212 paginiApuntes Geologia Historica Emnc 1 2017AdrianÎncă nu există evaluări
- Familia BernoulliDocument11 paginiFamilia BernoulliAdrianÎncă nu există evaluări
- Teoria de La ElasticidadDocument10 paginiTeoria de La ElasticidadAdrianÎncă nu există evaluări
- S2 Muestreo de Agregados.Document10 paginiS2 Muestreo de Agregados.Josue MendezÎncă nu există evaluări
- Muro TEM Chancador PrimarioDocument10 paginiMuro TEM Chancador PrimarioJony AlonsoÎncă nu există evaluări
- Logística y AcarreoDocument29 paginiLogística y AcarreoEstebanCastellanosBorreroÎncă nu există evaluări
- Ingenieria Transito 1Document139 paginiIngenieria Transito 1geocatÎncă nu există evaluări
- Seguridad Concretera PDFDocument10 paginiSeguridad Concretera PDFJosé Antonio Garduño IxtlahuacÎncă nu există evaluări
- Revista Foton 2023 - JLDocument12 paginiRevista Foton 2023 - JLAngel Dc HinostrozaÎncă nu există evaluări
- Estándar Vehículos Livianos y Equipos Móviles v6Document46 paginiEstándar Vehículos Livianos y Equipos Móviles v6Anonymous 7mpx1jÎncă nu există evaluări
- Canturin cr-TH.4Document85 paginiCanturin cr-TH.4frecaveingÎncă nu există evaluări
- Aceite de GirasolDocument41 paginiAceite de GirasolAILEONÎncă nu există evaluări
- Manual III Reglamento de Vehiculos 2018Document372 paginiManual III Reglamento de Vehiculos 2018comisariobonettiÎncă nu există evaluări
- Haltec 2015Document55 paginiHaltec 2015Manuel Ruiz Hernandez.Încă nu există evaluări
- Manual de Inspecciones Técnicas Vehiculares: Interpretación de DefectosDocument57 paginiManual de Inspecciones Técnicas Vehiculares: Interpretación de DefectosLuis VelasquezÎncă nu există evaluări
- Clasificación VehicularDocument11 paginiClasificación VehicularFreddy Constancio Saavedra Zabala0% (1)
- Llantas Equipos y Maquinaria PDFDocument8 paginiLlantas Equipos y Maquinaria PDFFabian Bonilla PatarroyoÎncă nu există evaluări
- Examen - (APEB2-15%) Taller 1 - Revise Los Contenidos de La Unidad 7 Maquinaría Utilizada en Minería - 10Document6 paginiExamen - (APEB2-15%) Taller 1 - Revise Los Contenidos de La Unidad 7 Maquinaría Utilizada en Minería - 10Alex SantillonÎncă nu există evaluări
- Check List para Inspección de TransporteDocument1 paginăCheck List para Inspección de TransporteLuis Ángulo BarzolaÎncă nu există evaluări
- Recolector DomiciliarioDocument11 paginiRecolector DomiciliarioVannia Cortes BolvaranÎncă nu există evaluări
- Tablas y Graficos de Pavimentos 1Document21 paginiTablas y Graficos de Pavimentos 1Wilmar Montaño GuevaraÎncă nu există evaluări