S-ar putea să vă placă și
- Measuring of The Reliability of Nde: F. Fücsök, C. Müller, M. ScharmachDocument8 paginiMeasuring of The Reliability of Nde: F. Fücsök, C. Müller, M. ScharmachSabino LaraÎncă nu există evaluări
- 3D Scanning Technologies - An OverviewDocument7 pagini3D Scanning Technologies - An Overviewuzair awanÎncă nu există evaluări
- Learning From The Past? Fatigue Failures in Engineered SystemsDocument79 paginiLearning From The Past? Fatigue Failures in Engineered SystemsSabino LaraÎncă nu există evaluări
- 10 003591 01EN FlexoFORM User PDFDocument86 pagini10 003591 01EN FlexoFORM User PDFSabino LaraÎncă nu există evaluări
- Guided Wave Testing For Touch Point CorrosionDocument7 paginiGuided Wave Testing For Touch Point CorrosionkhanhtruongÎncă nu există evaluări
- Materials Acoustic Properties Analysis Software: User GuideDocument20 paginiMaterials Acoustic Properties Analysis Software: User GuideSabino LaraÎncă nu există evaluări
- NDT Screening MethodDocument180 paginiNDT Screening MethodAjith Kumar100% (2)
- Kiefner & Associates, Inc. Pipe Assessment Spreadsheet DocumentationDocument8 paginiKiefner & Associates, Inc. Pipe Assessment Spreadsheet DocumentationkmprabhaÎncă nu există evaluări
- Tr03257 JBL t450bt Specsheet en Final 8 DecDocument2 paginiTr03257 JBL t450bt Specsheet en Final 8 DecSabino LaraÎncă nu există evaluări
- ASNT Catalog 2015 PDFDocument47 paginiASNT Catalog 2015 PDFAnonymous 4cC6LKBÎncă nu există evaluări
- 3D Scanning Technologies - An OverviewDocument7 pagini3D Scanning Technologies - An Overviewuzair awanÎncă nu există evaluări
- SB350 Om enDocument6 paginiSB350 Om endhoo_babyÎncă nu există evaluări
- ASNT-L3 Fees PDFDocument4 paginiASNT-L3 Fees PDFElankumaran PeriakaruppanÎncă nu există evaluări
- Use Caution When Specifying "Seal Welds": Design FileDocument4 paginiUse Caution When Specifying "Seal Welds": Design FilePrabhat K KarnaÎncă nu există evaluări
- Ochiai LU2008Document6 paginiOchiai LU2008Sabino LaraÎncă nu există evaluări
- Liquid Dye Penetrant Inspection NDT Sample Test Report FormatDocument2 paginiLiquid Dye Penetrant Inspection NDT Sample Test Report Formatskynyrd7575% (8)
- Rust Grip: Application InstructionsDocument1 paginăRust Grip: Application InstructionsSabino LaraÎncă nu există evaluări
- QUTEPA Calibration Data Sheet PDFDocument1 paginăQUTEPA Calibration Data Sheet PDFSabino LaraÎncă nu există evaluări
- ASTM-A108-07 Standard Specification For Steel Bar Carbon and Alloy Cold-Finished1 PDFDocument7 paginiASTM-A108-07 Standard Specification For Steel Bar Carbon and Alloy Cold-Finished1 PDFCarlos Sanchez MarinÎncă nu există evaluări
- BoltScanner InfoDocument4 paginiBoltScanner InfocoltceaversÎncă nu există evaluări
- FMX Focusst2016 Catalogo DescargableDocument2 paginiFMX Focusst2016 Catalogo DescargableSabino LaraÎncă nu există evaluări
- Asme b16.36Document0 paginiAsme b16.36IPIÎncă nu există evaluări
- High Tensile Alloy 4140Document1 paginăHigh Tensile Alloy 4140browniezboyÎncă nu există evaluări
- Asador Portatil CharbroilDocument24 paginiAsador Portatil CharbroilSabino LaraÎncă nu există evaluări
- PS AIM Extended BrochureDocument8 paginiPS AIM Extended BrochureSabino LaraÎncă nu există evaluări
- Use Caution When Specifying "Seal Welds": Design FileDocument4 paginiUse Caution When Specifying "Seal Welds": Design FilePrabhat K KarnaÎncă nu există evaluări
- d200124x012 PDFDocument40 paginid200124x012 PDFSabino LaraÎncă nu există evaluări
- Discontinuities and DefectsDocument12 paginiDiscontinuities and DefectsPatrick Dominguez100% (1)
- NDT Audit E1359 PDFDocument8 paginiNDT Audit E1359 PDFreiazhÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Prado GlossaryDocument153 paginiPrado GlossaryHassan NaseerÎncă nu există evaluări
- Special Purpose DevicesDocument57 paginiSpecial Purpose DevicesBHARGAVA REDDYÎncă nu există evaluări
- Yamaha bd-s473Document48 paginiYamaha bd-s473RaulÎncă nu există evaluări
- Final Design Guide For F&G SystemDocument37 paginiFinal Design Guide For F&G SystemRajesh Ashtikar100% (2)
- Andrew Db983h65e-M PDFDocument1 paginăAndrew Db983h65e-M PDFjorgeÎncă nu există evaluări
- Coordinate Measuring MachineDocument15 paginiCoordinate Measuring MachineThulasi RamÎncă nu există evaluări
- LiDAR Formulas Wehr LohrDocument15 paginiLiDAR Formulas Wehr LohrbotiwaÎncă nu există evaluări
- How To Draw Manga Vol. 12 Giant Robots.rDocument129 paginiHow To Draw Manga Vol. 12 Giant Robots.rSuscrt100% (15)
- Onsigen GeneralDocument4 paginiOnsigen GeneralLuis Rolando SirpaÎncă nu există evaluări
- 1985 S30 Hitachi Optoelectronic Devices Data Book PDFDocument118 pagini1985 S30 Hitachi Optoelectronic Devices Data Book PDFMartin FrankÎncă nu există evaluări
- Alpha: No-Clean Solder Paste (9098T)Document3 paginiAlpha: No-Clean Solder Paste (9098T)behzadÎncă nu există evaluări
- Flame Atomic Absorption Spectrophotometer WFX-110BDocument6 paginiFlame Atomic Absorption Spectrophotometer WFX-110Bsaurabh_acmasÎncă nu există evaluări
- Volume 5Document25 paginiVolume 5Gerald See TohÎncă nu există evaluări
- Extenso MeterDocument8 paginiExtenso MeterVijayanandh Raja100% (1)
- Transmission LinesDocument15 paginiTransmission LinesTalitha Cumi CruzÎncă nu există evaluări
- Remote Sensing and Gis: Lecture NotesDocument45 paginiRemote Sensing and Gis: Lecture Notesreddy reddyÎncă nu există evaluări
- 15ec71 MwaDocument16 pagini15ec71 Mwachaitragowda213_4732Încă nu există evaluări
- Guidance DocumentDocument18 paginiGuidance DocumentparapencarituhanÎncă nu există evaluări
- NuHeat AR500 Datasheet 2 2014Document2 paginiNuHeat AR500 Datasheet 2 2014paul ArcosÎncă nu există evaluări
- Maneuvers Until End of Following Round andDocument1 paginăManeuvers Until End of Following Round andSteve WhitmanÎncă nu există evaluări
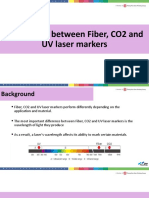
- Laser Marking PresentationDocument20 paginiLaser Marking Presentationไทยคม ผิวปานแก้วÎncă nu există evaluări
- MSE104 Materials Characterization IntroDocument23 paginiMSE104 Materials Characterization IntroAndrew WangÎncă nu există evaluări
- Teori of FWHMDocument5 paginiTeori of FWHMFaiza Nur LailaÎncă nu există evaluări
- Tacom Weld Code SteelDocument165 paginiTacom Weld Code SteelAles Kubat0% (1)
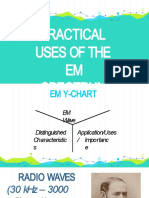
- Practical Uses of The EM SpectrumDocument33 paginiPractical Uses of The EM SpectrumMikela Delatore100% (1)
- Visual Inspection and Other NDE Methods and SymbolsDocument17 paginiVisual Inspection and Other NDE Methods and SymbolsAlejandro RodríguezÎncă nu există evaluări
- Superheterodyne ReceiverDocument10 paginiSuperheterodyne ReceiverAndhika Kumara DjaffriÎncă nu există evaluări
- RTSOTS238 538 630 (H) Series User Manual (V1.0e)Document174 paginiRTSOTS238 538 630 (H) Series User Manual (V1.0e)Elaine Gisell Caro Mendez100% (1)
- 3000+ Project IdeasDocument140 pagini3000+ Project IdeasZobayer Rubel60% (5)
- Absolute Tracker SolutionsDocument48 paginiAbsolute Tracker SolutionsPunith powerstarÎncă nu există evaluări