S-ar putea să vă placă și
- Us20100323181a1 Rigid Carbon Fiber Cores For Sandwch Composite Structures PDFDocument16 paginiUs20100323181a1 Rigid Carbon Fiber Cores For Sandwch Composite Structures PDFParikshit PaulÎncă nu există evaluări
- US9693592 Attaching Electronic Components To Interactive Textiles PDFDocument21 paginiUS9693592 Attaching Electronic Components To Interactive Textiles PDFParikshit PaulÎncă nu există evaluări
- Us8967541 Structural Arrangement, Aircraft or Spacecraft and Method PDFDocument33 paginiUs8967541 Structural Arrangement, Aircraft or Spacecraft and Method PDFParikshit PaulÎncă nu există evaluări
- US4312261 Apparatus For Weaving A Three-Dimensional Article PDFDocument10 paginiUS4312261 Apparatus For Weaving A Three-Dimensional Article PDFParikshit PaulÎncă nu există evaluări
- Us20160375601a1 Cutting Table For Cutting A Fiber Preform Obtaned by Three-Dimensional Weaving, and A Cutting Method Using Such A Table PDFDocument12 paginiUs20160375601a1 Cutting Table For Cutting A Fiber Preform Obtaned by Three-Dimensional Weaving, and A Cutting Method Using Such A Table PDFParikshit PaulÎncă nu există evaluări
- US7943535 Hybrid Three-Dimensional Wovenlaminated Struts For Composite Structural Application PDFDocument24 paginiUS7943535 Hybrid Three-Dimensional Wovenlaminated Struts For Composite Structural Application PDFParikshit PaulÎncă nu există evaluări
- US3632460 Epicyclic Weaving of Fiber Discs PDFDocument7 paginiUS3632460 Epicyclic Weaving of Fiber Discs PDFParikshit PaulÎncă nu există evaluări
- Us20170022111a1 Manufacturing of A Ceramic Article From A Metal Preform or Metal Matrix Composite Preform Provided by 3d-Printing or 3d-Weaving PDFDocument12 paginiUs20170022111a1 Manufacturing of A Ceramic Article From A Metal Preform or Metal Matrix Composite Preform Provided by 3d-Printing or 3d-Weaving PDFParikshit PaulÎncă nu există evaluări
- Us9605364 Method For Producing A Fibrous Metal Structureby Means of Weaving PDFDocument9 paginiUs9605364 Method For Producing A Fibrous Metal Structureby Means of Weaving PDFParikshit PaulÎncă nu există evaluări
- US4544000 Synchronized Rotating Dobby For Weaving Looms PDFDocument6 paginiUS4544000 Synchronized Rotating Dobby For Weaving Looms PDFParikshit PaulÎncă nu există evaluări
- Us20100119777a1 Ceramic Matrix Composite Surfaces With Open Features For Improved Bonding To Coatings PDFDocument8 paginiUs20100119777a1 Ceramic Matrix Composite Surfaces With Open Features For Improved Bonding To Coatings PDFParikshit PaulÎncă nu există evaluări
- Us8703629 Method For Weaving Substrates With Integral Sidewalls PDFDocument31 paginiUs8703629 Method For Weaving Substrates With Integral Sidewalls PDFParikshit Paul100% (1)
- US20140137726A1 Spall Liners in Combination With Blast Mitigation Materials For Vehicles PDFDocument18 paginiUS20140137726A1 Spall Liners in Combination With Blast Mitigation Materials For Vehicles PDFParikshit PaulÎncă nu există evaluări
- US5904186 Series Shed Weaving Machine For Weaving Multiple Web Panels On A Single Rotor PDFDocument8 paginiUS5904186 Series Shed Weaving Machine For Weaving Multiple Web Panels On A Single Rotor PDFParikshit PaulÎncă nu există evaluări
- US5449025 Method of Shed Opening of Planar Warp For High Density Three Dimensional Weaving PDFDocument8 paginiUS5449025 Method of Shed Opening of Planar Warp For High Density Three Dimensional Weaving PDFParikshit PaulÎncă nu există evaluări
- Us9022733 Turbine Distributor Element Made of CMC, Method For Making Same, Distributor and Gas Turbine Including Same PDFDocument22 paginiUs9022733 Turbine Distributor Element Made of CMC, Method For Making Same, Distributor and Gas Turbine Including Same PDFParikshit PaulÎncă nu există evaluări
- US4916997 Method For Making 3D Fiber Reinforced Metalglass Matrix Composite Article PDFDocument8 paginiUS4916997 Method For Making 3D Fiber Reinforced Metalglass Matrix Composite Article PDFParikshit PaulÎncă nu există evaluări
- US5887122 Tracking Control Method For Robot With Weaving Action PDFDocument13 paginiUS5887122 Tracking Control Method For Robot With Weaving Action PDFParikshit PaulÎncă nu există evaluări
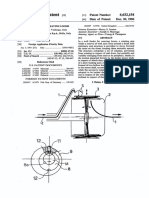
- United States Patent (10) Patent No.: US 7,805,213 B2: Schwenn (45) Date of Patent: Sep. 28, 2010Document19 paginiUnited States Patent (10) Patent No.: US 7,805,213 B2: Schwenn (45) Date of Patent: Sep. 28, 2010Parikshit PaulÎncă nu există evaluări
- US1076119 Packing For Stuffing-Boxes PDFDocument3 paginiUS1076119 Packing For Stuffing-Boxes PDFParikshit PaulÎncă nu există evaluări
- US6129122 Multiaxial Three-Dimensional (3-D) Circular Woven Fabric PDFDocument136 paginiUS6129122 Multiaxial Three-Dimensional (3-D) Circular Woven Fabric PDFParikshit PaulÎncă nu există evaluări
- Us8640428 Strength Enhancing Insert Assembles PDFDocument24 paginiUs8640428 Strength Enhancing Insert Assembles PDFParikshit PaulÎncă nu există evaluări
- Us20030116267a1 Low-Cost Method of Assembling Structures With 3-D Woven Connectors PDFDocument7 paginiUs20030116267a1 Low-Cost Method of Assembling Structures With 3-D Woven Connectors PDFParikshit PaulÎncă nu există evaluări
- Us9309159 Low-Thckness Thermostructural Composite Material Part, and Manufacture Method PDFDocument8 paginiUs9309159 Low-Thckness Thermostructural Composite Material Part, and Manufacture Method PDFParikshit PaulÎncă nu există evaluări
- Us8828534 Method of Fabricating A Thermostructural Composite Material Part, and A Part Obtained Thereby PDFDocument8 paginiUs8828534 Method of Fabricating A Thermostructural Composite Material Part, and A Part Obtained Thereby PDFParikshit PaulÎncă nu există evaluări
- US4621333 Method and Apparatus For Controlling A Robot To Perform Weaving-Like Motion PDFDocument11 paginiUS4621333 Method and Apparatus For Controlling A Robot To Perform Weaving-Like Motion PDFParikshit PaulÎncă nu există evaluări
- Us8607454 Method For Producing A Turbomachine Blade Made From A Composite Materal PDFDocument23 paginiUs8607454 Method For Producing A Turbomachine Blade Made From A Composite Materal PDFParikshit PaulÎncă nu există evaluări
- US4702286 Shed Forming Devices in Weaving Looms Including Pivotable Retaining Hooks PDFDocument7 paginiUS4702286 Shed Forming Devices in Weaving Looms Including Pivotable Retaining Hooks PDFParikshit PaulÎncă nu există evaluări
- Us20090139665a1 Blind of United Blind by Weaving PDFDocument11 paginiUs20090139665a1 Blind of United Blind by Weaving PDFParikshit PaulÎncă nu există evaluări
- US4632154 Weft Feeder For Weaving Looms PDFDocument6 paginiUS4632154 Weft Feeder For Weaving Looms PDFParikshit PaulÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Asme Section II A-2 Sa-487 Sa-487mDocument8 paginiAsme Section II A-2 Sa-487 Sa-487mAnonymous GhPzn1xÎncă nu există evaluări
- Architectural Component Sheets for Lima 2019 Venue DesignDocument18 paginiArchitectural Component Sheets for Lima 2019 Venue DesignjgiraolewisÎncă nu există evaluări
- Catalog ABB 2018Document42 paginiCatalog ABB 2018Razvan Pislaru0% (1)
- Catalog Zumex Multifruit 2021Document7 paginiCatalog Zumex Multifruit 2021Valentin ValentinÎncă nu există evaluări
- Mitsubishi Electric Heat Pump Parts Outdoor MUZ-GE25-80VA (2) - A1, A2 - OBB532E PDFDocument10 paginiMitsubishi Electric Heat Pump Parts Outdoor MUZ-GE25-80VA (2) - A1, A2 - OBB532E PDFTony SavageÎncă nu există evaluări
- B.O Q Irrigation Items SAQQER ROAD - Xls FINALDocument1 paginăB.O Q Irrigation Items SAQQER ROAD - Xls FINALDEEPAKÎncă nu există evaluări
- Systems Alliance: VPP 4.3.3: VISA Implementation Specification For The G LanguageDocument53 paginiSystems Alliance: VPP 4.3.3: VISA Implementation Specification For The G LanguageNeneFIÎncă nu există evaluări
- Cooling Water TreatmentDocument4 paginiCooling Water Treatmentbutchoy28Încă nu există evaluări
- AI Guide - What is Artificial Intelligence and How Does it WorkDocument10 paginiAI Guide - What is Artificial Intelligence and How Does it WorkZeus Kabadayı FanÎncă nu există evaluări
- Sullair AWFDocument4 paginiSullair AWFOscar BedregalÎncă nu există evaluări
- Q603 - Nte159Document2 paginiQ603 - Nte159daneloÎncă nu există evaluări
- Programmable Controllers: FX CpuDocument60 paginiProgrammable Controllers: FX CpuHasan ShahariarÎncă nu există evaluări
- TAM Acquisition and Analysis ManualDocument92 paginiTAM Acquisition and Analysis ManualJulian UribeÎncă nu există evaluări
- Development Control Rules 2014Document155 paginiDevelopment Control Rules 2014ChandraPrabhaÎncă nu există evaluări
- Historical Background of Technical WritingDocument10 paginiHistorical Background of Technical WritingTrina Rose B. RoqueÎncă nu există evaluări
- PJM535 StudentCourseSyllabusDocument7 paginiPJM535 StudentCourseSyllabusRonald McflurryÎncă nu există evaluări
- Impressionism and Its CanonsDocument303 paginiImpressionism and Its CanonsAni Thomas100% (4)
- To Download The TCPro Application-1Document42 paginiTo Download The TCPro Application-1Shahrizan Abdul RahmanÎncă nu există evaluări
- TOFD Full NotesDocument80 paginiTOFD Full NotesRamesh mudunuri79% (14)
- SAP EDUCATION - C_THR12_66 SAMPLE QUESTIONSDocument5 paginiSAP EDUCATION - C_THR12_66 SAMPLE QUESTIONSaijlalÎncă nu există evaluări
- SF - Domestic Water PipingDocument16 paginiSF - Domestic Water PipingJahat AtencioÎncă nu există evaluări
- Turbine Heat Rate CalculationDocument2 paginiTurbine Heat Rate Calculationkaruna34650% (2)
- Annual Lift and Escalator Webinar Dec 2021Document22 paginiAnnual Lift and Escalator Webinar Dec 2021hbz5djmztbÎncă nu există evaluări
- QCL Certification Pvt. LTDDocument3 paginiQCL Certification Pvt. LTDRamaKantDixitÎncă nu există evaluări
- Operation and Maintenance Manual: COD.: MUM0129 REV. 01Document28 paginiOperation and Maintenance Manual: COD.: MUM0129 REV. 01Laura Camila ManriqueÎncă nu există evaluări
- Invoice MobileDocument1 paginăInvoice MobilePrakash ShuklaÎncă nu există evaluări
- Minds, Brains, and Computers PDFDocument8 paginiMinds, Brains, and Computers PDFJorge de La BarreÎncă nu există evaluări
- Regulador Voltage 3.3v Xbox360Document18 paginiRegulador Voltage 3.3v Xbox360ignorameÎncă nu există evaluări
- Brush Buggy, Build An ExcitingDocument5 paginiBrush Buggy, Build An ExcitingJim88% (8)
- Enable Android Auto on Renault Zoe Rlink 1 SystemDocument14 paginiEnable Android Auto on Renault Zoe Rlink 1 SystemPablo PintoÎncă nu există evaluări