S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Automatic Protection FinalDocument50 paginiAutomatic Protection FinalAhmed SalemÎncă nu există evaluări
- ME542 4thDocument28 paginiME542 4thAhmed SalemÎncă nu există evaluări
- PV SystemDocument21 paginiPV SystemAhmed SalemÎncă nu există evaluări
- AutomotiveDocument70 paginiAutomotiveAhmed SalemÎncă nu există evaluări
- Pipelines: Historical Back GroundDocument3 paginiPipelines: Historical Back GroundAhmed SalemÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Manual Dimmer BukeDocument10 paginiManual Dimmer BukeJavi KatzÎncă nu există evaluări
- 04931V - 396 ToolingDocument52 pagini04931V - 396 Toolingpiston brokeÎncă nu există evaluări
- Coding 3 D ShapesDocument10 paginiCoding 3 D ShapesgmconÎncă nu există evaluări
- The Whys and Wherefores of Microphone Array Crosstalk in Multichannel Microphone Array DesignDocument6 paginiThe Whys and Wherefores of Microphone Array Crosstalk in Multichannel Microphone Array DesignmewarulesÎncă nu există evaluări
- PM-DM/DMR / Pm-2Dm/2Dmr: Digital MultimetersDocument2 paginiPM-DM/DMR / Pm-2Dm/2Dmr: Digital MultimeterstonielhageÎncă nu există evaluări
- TM4320 PDFDocument85 paginiTM4320 PDFandres cortezÎncă nu există evaluări
- Regression Analysis AssignmentDocument8 paginiRegression Analysis Assignmentضیاء گل مروت100% (1)
- Selecting EquipmentDocument7 paginiSelecting EquipmentZara ShireenÎncă nu există evaluări
- HR Wallingford-009 - Wave - GaugeDocument2 paginiHR Wallingford-009 - Wave - GaugeSutanto HadiÎncă nu există evaluări
- Cobol Language Fundamentals: Structured COBOL Programming, Stern & Stern, 9th Ed ItionDocument53 paginiCobol Language Fundamentals: Structured COBOL Programming, Stern & Stern, 9th Ed ItionAsk NameÎncă nu există evaluări
- Abhilash Betanamudi: AchievementsDocument3 paginiAbhilash Betanamudi: AchievementsAbhilashBetanamudiÎncă nu există evaluări
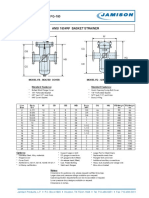
- FB-150 FQ-150 Basket StrainerDocument1 paginăFB-150 FQ-150 Basket Strainerklich77Încă nu există evaluări
- Engineering Properties of Soil PDFDocument55 paginiEngineering Properties of Soil PDFJam Apizara Chaizalee100% (1)
- Thermal Analysis and Compensation of A Double Column Machining CentreDocument9 paginiThermal Analysis and Compensation of A Double Column Machining CentreShamanth CÎncă nu există evaluări
- DCS800 Firmware Manual EnglishDocument298 paginiDCS800 Firmware Manual EnglishMadson FernandesÎncă nu există evaluări
- Tutorial - How To Use The Poser Format ExporterDocument7 paginiTutorial - How To Use The Poser Format ExporterMimhypopbummilha SwuÎncă nu există evaluări
- Sheet Pile Analysis Sheet v1.07-18.1Document2 paginiSheet Pile Analysis Sheet v1.07-18.1SES DESIGN100% (1)
- 3DC Real Light 24HDRi Vol03Document27 pagini3DC Real Light 24HDRi Vol03AntezanaFernandoÎncă nu există evaluări
- (Ibps-Spl) It-Specialist Officer Previous Question Papers From 2012 and 2013 Exam Professional Knowledge Information Technology Section McqsDocument18 pagini(Ibps-Spl) It-Specialist Officer Previous Question Papers From 2012 and 2013 Exam Professional Knowledge Information Technology Section McqsshashankniecÎncă nu există evaluări
- Reliability Analysis Center: Practical Considerations in Calculating Reliability of Fielded ProductsDocument24 paginiReliability Analysis Center: Practical Considerations in Calculating Reliability of Fielded ProductsNg Wei LihÎncă nu există evaluări
- 111Document10 pagini111Phước Ng50% (2)
- AssociationBetweenBRAFV600EMutationand MortalityDocument9 paginiAssociationBetweenBRAFV600EMutationand MortalityMade RusmanaÎncă nu există evaluări
- B28 VivaDocument27 paginiB28 VivashubhamÎncă nu există evaluări
- VI. HelicoptersDocument147 paginiVI. HelicopterssreekanthÎncă nu există evaluări
- HVSI804T WGD 83Document6 paginiHVSI804T WGD 83mnezamiÎncă nu există evaluări
- Study of Educational Aspiration and Socio-Economic Status of Secondary School StudentsDocument11 paginiStudy of Educational Aspiration and Socio-Economic Status of Secondary School StudentsvivekÎncă nu există evaluări
- Pediatric Appendicitis ScoreDocument6 paginiPediatric Appendicitis ScorePinandhito LatukolanÎncă nu există evaluări
- Module 3Document10 paginiModule 3Michael godsonÎncă nu există evaluări
- X++ Control StatementsDocument42 paginiX++ Control StatementsHarish MehraÎncă nu există evaluări
- Flue Gas Analysis in IndustryDocument150 paginiFlue Gas Analysis in Industryblack_knight728Încă nu există evaluări