S-ar putea să vă placă și
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Full Paper WTC2020 - 404 PDFDocument5 paginiFull Paper WTC2020 - 404 PDFMehdi BakhshiÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Jsce SF4Document4 paginiJsce SF4Mehdi BakhshiÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Conmsiderations On The Usual Methods of Tunnel Lining DesignDocument28 paginiConmsiderations On The Usual Methods of Tunnel Lining DesignTony ChanÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Jsce NL 05Document8 paginiJsce NL 05Mehdi BakhshiÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- GT6R4A1Document39 paginiGT6R4A1Mehdi BakhshiÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- WTC 2020 - Full Paper 1 (ACI 533) - 402 - FinalDocument6 paginiWTC 2020 - Full Paper 1 (ACI 533) - 402 - FinalMehdi BakhshiÎncă nu există evaluări
- Tunnel Segment Gasket Design - Solutions and Innovations: Bakhshi, Mehdi and Nasri, VeryaDocument10 paginiTunnel Segment Gasket Design - Solutions and Innovations: Bakhshi, Mehdi and Nasri, VeryaMehdi BakhshiÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Guideline For Design of SFRCDocument65 paginiGuideline For Design of SFRCscribdnikoÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- WTC 2020 - Full Paper 4 (REM Lining) - 414 - FinalDocument8 paginiWTC 2020 - Full Paper 4 (REM Lining) - 414 - FinalMehdi BakhshiÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- 13 15Document108 pagini13 15Mehdi BakhshiÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- Befib 2020-Id 144Document18 paginiBefib 2020-Id 144Mehdi BakhshiÎncă nu există evaluări
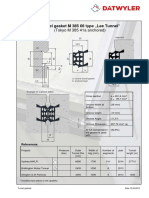
- Diagram M 385 66Document8 paginiDiagram M 385 66Mehdi BakhshiÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Dot 25309 DS1Document251 paginiDot 25309 DS1dongheep811Încă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- ITA WG2 Guidelines For The Design of Segmental Tunnel LiningsDocument60 paginiITA WG2 Guidelines For The Design of Segmental Tunnel LiningsMehdi Bakhshi100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Construction of tunnels with varied cross sectionsDocument1 paginăConstruction of tunnels with varied cross sectionsMehdi BakhshiÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Deterioration of Concrete by The Oxidation of Sulphide Minerals in The AggregateDocument10 paginiDeterioration of Concrete by The Oxidation of Sulphide Minerals in The AggregateMehdi BakhshiÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Epoxy-Coated Reinforcement in Highway StructuresDocument70 paginiEpoxy-Coated Reinforcement in Highway StructuresMehdi BakhshiÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Tac 2014 Paper 165Document9 paginiTac 2014 Paper 165Mehdi BakhshiÎncă nu există evaluări
- Self-Healing Capability of Fibre Reinforced CementDocument13 paginiSelf-Healing Capability of Fibre Reinforced CementMehdi BakhshiÎncă nu există evaluări
- Simulation of Train Load On Deformation of Big - Diameter Shield TunnelDocument4 paginiSimulation of Train Load On Deformation of Big - Diameter Shield TunnelMehdi BakhshiÎncă nu există evaluări
- UFGS 35 20 23 - Dredging For Waterway and Marine ConstructionDocument13 paginiUFGS 35 20 23 - Dredging For Waterway and Marine ConstructionJose Leo MissionÎncă nu există evaluări
- West End Dam-Section 35 20 23 DREDGINGDocument6 paginiWest End Dam-Section 35 20 23 DREDGINGMehdi BakhshiÎncă nu există evaluări
- Concrete Tunnel Lining Fire Resistance and ProtectionDocument8 paginiConcrete Tunnel Lining Fire Resistance and ProtectionMehdi BakhshiÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- E EignungsprufungDocument8 paginiE EignungsprufungMehdi BakhshiÎncă nu există evaluări
- Cechar Abrasivity Index CAIDocument86 paginiCechar Abrasivity Index CAIRachmat S AraÎncă nu există evaluări
- 8 M Diameter 7 KM Long Beles Tailrace Tunnel (Ethiopia) Bored and Lined in Basaltic Formations in Less Than 12 MonthsDocument13 pagini8 M Diameter 7 KM Long Beles Tailrace Tunnel (Ethiopia) Bored and Lined in Basaltic Formations in Less Than 12 MonthsMehdi BakhshiÎncă nu există evaluări
- ACI TCMDocument72 paginiACI TCMMehdi BakhshiÎncă nu există evaluări
- sp280 6Document18 paginisp280 6Mehdi BakhshiÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Backcalculation of Residual Tensile StrengthDocument11 paginiBackcalculation of Residual Tensile StrengthMehdi BakhshiÎncă nu există evaluări
- SWSP6033 00 2022T3 V1.0-1Document14 paginiSWSP6033 00 2022T3 V1.0-1ayman.abaidallah1990Încă nu există evaluări
- Classical Music Forms ExplainedDocument11 paginiClassical Music Forms Explainedcorinna_harrison100% (1)
- MMS-TRG-OP-02F3 Narrative ReportDocument14 paginiMMS-TRG-OP-02F3 Narrative ReportCh Ma100% (1)
- School Communication Flow ChartsDocument7 paginiSchool Communication Flow ChartsSarah Jane Lagura ReleÎncă nu există evaluări
- Lesson 3 Lymphatic System and Body DefensesDocument10 paginiLesson 3 Lymphatic System and Body DefensesJulio De GuzmanÎncă nu există evaluări
- Vol 98364Document397 paginiVol 98364spiveynolaÎncă nu există evaluări
- Eun 9e International Financial Management PPT CH01 AccessibleDocument29 paginiEun 9e International Financial Management PPT CH01 AccessibleDao Dang Khoa FUG CTÎncă nu există evaluări
- The Mckenzie MethodDocument24 paginiThe Mckenzie MethodMohamed ElMeligieÎncă nu există evaluări
- Dwnload Full Fundamentals of Human Neuropsychology 7th Edition Kolb Test Bank PDFDocument12 paginiDwnload Full Fundamentals of Human Neuropsychology 7th Edition Kolb Test Bank PDFprindivillemaloriefx100% (12)
- The Big Banana by Roberto QuesadaDocument257 paginiThe Big Banana by Roberto QuesadaArte Público Press100% (2)
- Fluid MechanicsDocument46 paginiFluid MechanicsEr Suraj Hulke100% (1)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Mech Course HandbookDocument20 paginiMech Course Handbookbrody lubkeyÎncă nu există evaluări
- Evoe Spring Spa Targeting Climbers with Affordable WellnessDocument7 paginiEvoe Spring Spa Targeting Climbers with Affordable WellnessKenny AlphaÎncă nu există evaluări
- Chapter 018Document12 paginiChapter 018api-281340024Încă nu există evaluări
- Understanding electromagnetic waves and radioactivityDocument7 paginiUnderstanding electromagnetic waves and radioactivityJayesh VermaÎncă nu există evaluări
- Preterite vs Imperfect in SpanishDocument16 paginiPreterite vs Imperfect in SpanishOsa NilefunÎncă nu există evaluări
- MASM Tutorial PDFDocument10 paginiMASM Tutorial PDFShashankDwivediÎncă nu există evaluări
- Managment Information Question BankDocument302 paginiManagment Information Question BankLuca Papasizza100% (2)
- Unit 3 Test A Test (Z Widoczną Punktacją)Document4 paginiUnit 3 Test A Test (Z Widoczną Punktacją)Kinga WojtasÎncă nu există evaluări
- GVP College of Engineering (A) 2015Document3 paginiGVP College of Engineering (A) 2015Abhishek SunilÎncă nu există evaluări
- Orbit BioscientificDocument2 paginiOrbit BioscientificSales Nandi PrintsÎncă nu există evaluări
- LEGAL STATUs of A PersonDocument24 paginiLEGAL STATUs of A Personpravas naikÎncă nu există evaluări
- Review Activity For The Final Test - 6 Level: 1. Match Phrasal Verbs and Match To The MeaningDocument3 paginiReview Activity For The Final Test - 6 Level: 1. Match Phrasal Verbs and Match To The MeaningGabrielle CostaÎncă nu există evaluări
- Jamaica's Unemployment Aims, Causes and SolutionsDocument23 paginiJamaica's Unemployment Aims, Causes and Solutionsnetzii300067% (3)
- Corporation Accounting - Treasury SharesDocument4 paginiCorporation Accounting - Treasury SharesGuadaMichelleGripalÎncă nu există evaluări
- Revised Answer Keys for Scientist/Engineer Recruitment ExamDocument5 paginiRevised Answer Keys for Scientist/Engineer Recruitment ExamDigantÎncă nu există evaluări
- 1 PPT - Pavement of Bricks and TilesDocument11 pagini1 PPT - Pavement of Bricks and TilesBHANUSAIJAYASRIÎncă nu există evaluări
- 5.3.2 Generation of Dislocations: Dislocations in The First Place!Document2 pagini5.3.2 Generation of Dislocations: Dislocations in The First Place!Shakira ParveenÎncă nu există evaluări
- E.Coli Coliforms Chromogenic Medium: CAT Nº: 1340Document2 paginiE.Coli Coliforms Chromogenic Medium: CAT Nº: 1340Juan Manuel Ramos ReyesÎncă nu există evaluări
- Mce Igcse Chemistry PPT c08Document57 paginiMce Igcse Chemistry PPT c08Shabanito GamingÎncă nu există evaluări