S-ar putea să vă placă și
- Tech Tip - Minimizing BTC VoidsDocument3 paginiTech Tip - Minimizing BTC VoidsTANÎncă nu există evaluări
- Raiyo Aspandiar Intel Corporation: Presented at SMTA Boise Expo and Tech Forum, March 20, 2018Document55 paginiRaiyo Aspandiar Intel Corporation: Presented at SMTA Boise Expo and Tech Forum, March 20, 2018Zetocha MilanÎncă nu există evaluări
- Avoiding The Solder VoidDocument7 paginiAvoiding The Solder VoidReza AnvariÎncă nu există evaluări
- Basics of Solder Paste PDFDocument28 paginiBasics of Solder Paste PDFRanjitha BÎncă nu există evaluări
- Long Pause-to-Print Solder Paste for ReliabilityDocument3 paginiLong Pause-to-Print Solder Paste for ReliabilitysuryaÎncă nu există evaluări
- Paste Troubleshoot PDFDocument52 paginiPaste Troubleshoot PDFbehzad0% (1)
- Pin in Paste Stencil Design Thumb RulesDocument2 paginiPin in Paste Stencil Design Thumb Rulessmtdrkd100% (2)
- Controlling voids in reflow solderingDocument51 paginiControlling voids in reflow solderingGiovanni GonzalezÎncă nu există evaluări
- Pin in Paste Savings CalculatorDocument2 paginiPin in Paste Savings CalculatorsmtdrkdÎncă nu există evaluări
- Wave Solder SPC Chart CalculatorDocument6 paginiWave Solder SPC Chart CalculatorsmtdrkdÎncă nu există evaluări
- Lead-Free Alloy Profile SupplementDocument6 paginiLead-Free Alloy Profile SupplementVimal Kumar VarmaÎncă nu există evaluări
- Library Expert Through-Hole FamiliesDocument8 paginiLibrary Expert Through-Hole Familiesjagadees21Încă nu există evaluări
- The Root Cause of Black PadDocument5 paginiThe Root Cause of Black PadxerxeshakaÎncă nu există evaluări
- Wave Soldering: Wave Soldering Is A Bulk Soldering Process Used in TheDocument5 paginiWave Soldering: Wave Soldering Is A Bulk Soldering Process Used in TheMadhusudanan Ashok0% (1)
- Profile Supplement For Wave Soldering ProcessDocument6 paginiProfile Supplement For Wave Soldering ProcessBruno DebonnetÎncă nu există evaluări
- ALPHA Wave Troubleshooting Guide EN 01jun20 BRDocument20 paginiALPHA Wave Troubleshooting Guide EN 01jun20 BRThe HoangÎncă nu există evaluări
- Lead Free Reliability Study by BoeingDocument23 paginiLead Free Reliability Study by Boeingsmtdrkd100% (1)
- Head in Pillow BGA DefectsDocument7 paginiHead in Pillow BGA DefectsThiago Pinto RibeiroÎncă nu există evaluări
- Capability Worksheet For CP, CR and CPKDocument4 paginiCapability Worksheet For CP, CR and CPKsmtdrkd100% (9)
- PCB DFM V1.1 PDFDocument43 paginiPCB DFM V1.1 PDFAbster1Încă nu există evaluări
- Aoi SMD As Per Ipc-A-610Document7 paginiAoi SMD As Per Ipc-A-610Satadal GuptaÎncă nu există evaluări
- How To Minimize Defects by Adjusting The Reflow Profile PDFDocument4 paginiHow To Minimize Defects by Adjusting The Reflow Profile PDFTiffany FergusonÎncă nu există evaluări
- Intro To SMTDocument38 paginiIntro To SMTShelly NandalÎncă nu există evaluări
- Takt Time Invalid Cycle TimesDocument3 paginiTakt Time Invalid Cycle TimesMuhammad ZubairÎncă nu există evaluări
- Yield of Micro FabricationDocument5 paginiYield of Micro FabricationCindy JinÎncă nu există evaluări
- What Is New in IPC 7351C - 7351004Document27 paginiWhat Is New in IPC 7351C - 7351004jagadees21Încă nu există evaluări
- SMTDocument22 paginiSMTBella CorvinusÎncă nu există evaluări
- Lead Free Hand Soldering - Process and Material IssuesDocument3 paginiLead Free Hand Soldering - Process and Material Issuessmtdrkd50% (2)
- Wave Solder TaguchiDocument6 paginiWave Solder TaguchivictoreaÎncă nu există evaluări
- The Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionDocument14 paginiThe Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionNurul KhomariyahÎncă nu există evaluări
- 10% To 30% Error - May Be Acceptable Based Upon Importance of ApplicationDocument3 pagini10% To 30% Error - May Be Acceptable Based Upon Importance of ApplicationktyeoÎncă nu există evaluări
- A Method To Evaluate PCBA Suppliers PB Free and Leaded Processes For Telecom ApplicationsDocument12 paginiA Method To Evaluate PCBA Suppliers PB Free and Leaded Processes For Telecom Applicationsrgoulartc100% (1)
- Pin-in-Paste Stencil Design SpreadsheetDocument4 paginiPin-in-Paste Stencil Design Spreadsheetsmtdrkd100% (1)
- Aim Lead Free Guide PDFDocument60 paginiAim Lead Free Guide PDFBruno DebonnetÎncă nu există evaluări
- Solder Paste Printing Process - Surface Mount ProcessDocument5 paginiSolder Paste Printing Process - Surface Mount ProcessMike HHÎncă nu există evaluări
- PCB Design Process & IssuesDocument9 paginiPCB Design Process & Issuestinderlord akoÎncă nu există evaluări
- SMT Process EngineeringDocument4 paginiSMT Process Engineeringshaktiss24_147930359Încă nu există evaluări
- Surface Mount Technology, SMTDocument38 paginiSurface Mount Technology, SMTwattafillingÎncă nu există evaluări
- Ipc-Tm-650 Test Methods ManualDocument5 paginiIpc-Tm-650 Test Methods ManualXuan HoangÎncă nu există evaluări
- Chapter 5 - Control Chart For AttributesDocument28 paginiChapter 5 - Control Chart For AttributesAtirah AsnaÎncă nu există evaluări
- Cycletimes Calculation For Injection MoldingDocument2 paginiCycletimes Calculation For Injection MoldingbambangÎncă nu există evaluări
- Xray Pin in Hole ReflowDocument6 paginiXray Pin in Hole Reflowlynne42Încă nu există evaluări
- Aperture and Area Ratio CalculationsDocument26 paginiAperture and Area Ratio Calculationssmtdrkd100% (1)
- Overview of IC PackagesDocument8 paginiOverview of IC Packagesfarhan3323Încă nu există evaluări
- Supplier Manual TribarDocument17 paginiSupplier Manual TribarAvyan Kelan100% (1)
- PCB Failures Webinar: Causes & CuresDocument63 paginiPCB Failures Webinar: Causes & CuresNirud PajanustanÎncă nu există evaluări
- Reflow and Wave Soldering Process Documentation SheetDocument8 paginiReflow and Wave Soldering Process Documentation Sheetsmtdrkd100% (3)
- X-Ray Inspection BGA Glenbrook TechnologiesDocument25 paginiX-Ray Inspection BGA Glenbrook TechnologiessakthiÎncă nu există evaluări
- Stencil Printing PresentationDocument45 paginiStencil Printing Presentationcdsullivan100% (1)
- IC Production Process by PhaniDocument30 paginiIC Production Process by PhaniPhani HarimanikyamÎncă nu există evaluări
- Manufacturable Lead Free SMT ProcessDocument4 paginiManufacturable Lead Free SMT Processsmtdrkd100% (1)
- Ecommerce Coursework Assignment - UK University BSC Final YearDocument4 paginiEcommerce Coursework Assignment - UK University BSC Final YearTDiscoverÎncă nu există evaluări
- IPC-TM-650-MDP-A: 2020 - March IPC Test Method Development PacketDocument14 paginiIPC-TM-650-MDP-A: 2020 - March IPC Test Method Development PacketJohnÎncă nu există evaluări
- Assembly Line BalancingDocument11 paginiAssembly Line BalancingAyush SinghÎncă nu există evaluări
- Technical Coating for Metal SurfacesDocument2 paginiTechnical Coating for Metal Surfacessljiva11Încă nu există evaluări
- Solder Paste SC Blf03: Lead-FreeDocument2 paginiSolder Paste SC Blf03: Lead-FreeluismcmcÎncă nu există evaluări
- COMSOL Simulation of MEMS Resonator PerformanceDocument24 paginiCOMSOL Simulation of MEMS Resonator Performancesteviej85Încă nu există evaluări
- Presented By:: Introduction To Accumulative Roll Bonding Process (Arb)Document106 paginiPresented By:: Introduction To Accumulative Roll Bonding Process (Arb)amelÎncă nu există evaluări
- Optimization of Spray Pyrolysis Zirconia Coatings On Aluminized SteelDocument5 paginiOptimization of Spray Pyrolysis Zirconia Coatings On Aluminized SteeltetetonÎncă nu există evaluări
- Validate Internet Backbone Routing and SwitchingDocument27 paginiValidate Internet Backbone Routing and SwitchingThành Trung NguyễnÎncă nu există evaluări
- People VS Yancon-DumacasDocument2 paginiPeople VS Yancon-Dumacasvincent nifasÎncă nu există evaluări
- Rural Perception of SUV CarsDocument29 paginiRural Perception of SUV CarsritusinÎncă nu există evaluări
- Tdi Hazid TemplateDocument11 paginiTdi Hazid TemplateAnonymous rwojPlYÎncă nu există evaluări
- Section 2 in The Forest (Conservation) Act, 1980Document1 paginăSection 2 in The Forest (Conservation) Act, 1980amit singhÎncă nu există evaluări
- Tool Catalog Ei18e-11020Document370 paginiTool Catalog Ei18e-11020Marcelo Diesel85% (13)
- Daa M-4Document28 paginiDaa M-4Vairavel ChenniyappanÎncă nu există evaluări
- Regulations 2020: Mechanical Engineering CurriculumDocument162 paginiRegulations 2020: Mechanical Engineering CurriculumdsathiyaÎncă nu există evaluări
- Module 1 (Social Innovation)Document7 paginiModule 1 (Social Innovation)Marinette Medrano50% (2)
- MODEL QUESTION PAPER OF HRM Open CourceDocument2 paginiMODEL QUESTION PAPER OF HRM Open CourceTitus Clement100% (3)
- Creating A Simple PHP Forum TutorialDocument14 paginiCreating A Simple PHP Forum TutorialLaz CaliphsÎncă nu există evaluări
- Pabahay Bonanza: Philippine National Bank As of September 30, 2009Document80 paginiPabahay Bonanza: Philippine National Bank As of September 30, 2009ramonlucas700Încă nu există evaluări
- Business Study Quarterly Paper by Vijay SirDocument3 paginiBusiness Study Quarterly Paper by Vijay Sirmonish vikramÎncă nu există evaluări
- Production of Activated CarbonDocument11 paginiProduction of Activated CarbonShii Bautista100% (1)
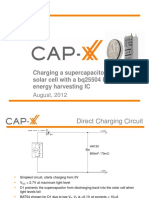
- 1208 CAP XX Charging A Supercapacitor From A Solar Cell PDFDocument12 pagini1208 CAP XX Charging A Supercapacitor From A Solar Cell PDFmehralsmenschÎncă nu există evaluări
- Proposed Construction of New Kutulo Airstrip - RetenderDocument112 paginiProposed Construction of New Kutulo Airstrip - RetenderKenyaAirportsÎncă nu există evaluări
- Marking SchemeDocument8 paginiMarking Schememohamed sajithÎncă nu există evaluări
- How To Use Oracle Account Generator For Project Related TransactionsDocument40 paginiHow To Use Oracle Account Generator For Project Related Transactionsapnambiar88Încă nu există evaluări
- A&F Method OfInspectionDocument26 paginiA&F Method OfInspectionzoomerfins22100% (1)
- Holmes 1993Document8 paginiHolmes 1993Rumaisa KrubaÎncă nu există evaluări
- Vaccination Management System of Brgy 6 (Table of Contents)Document8 paginiVaccination Management System of Brgy 6 (Table of Contents)Ryan Christian MenorÎncă nu există evaluări
- JIG LFO Pack 231 PDFDocument16 paginiJIG LFO Pack 231 PDFPratiek RaulÎncă nu există evaluări
- Manual de Motores Vol 4Document75 paginiManual de Motores Vol 4Gabriel Piñon Conde100% (1)
- March 2017Document11 paginiMarch 2017Anonymous NolO9drW7MÎncă nu există evaluări
- ROUTERDocument26 paginiROUTERIsraelÎncă nu există evaluări
- Gray Cast Iron Stress ReliefDocument25 paginiGray Cast Iron Stress ReliefSagarKBLÎncă nu există evaluări
- 9643 SoirDocument38 pagini9643 SoirpolscreamÎncă nu există evaluări
- Newspaper CritiqueDocument4 paginiNewspaper CritiquebojoiÎncă nu există evaluări
- Feb 21Document8 paginiFeb 21thestudentageÎncă nu există evaluări