S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Stable GlazesDocument8 paginiStable Glazesdamjan_mariničÎncă nu există evaluări
- Nano DeBeeDocument2 paginiNano DeBeeCarmen RaveÎncă nu există evaluări
- Chapter 8Document31 paginiChapter 8helloblarg100% (4)
- FT-NIR For PIRDocument13 paginiFT-NIR For PIRDovganÎncă nu există evaluări
- COA MetforminDocument12 paginiCOA MetforminPrasad Babu A100% (1)
- Aquifers of Dera Ghazi KhanDocument12 paginiAquifers of Dera Ghazi KhanArslan geoscientistÎncă nu există evaluări
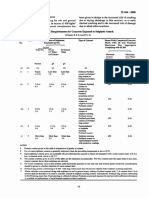
- IS 456: 2000 8.2.4.2 Maximum Cement Content: Chss TypeDocument1 paginăIS 456: 2000 8.2.4.2 Maximum Cement Content: Chss Typesharath1199Încă nu există evaluări
- Phenol: Carboxylation of Phenol: Kolb-Schmitt ReactionDocument9 paginiPhenol: Carboxylation of Phenol: Kolb-Schmitt ReactionAkhilaÎncă nu există evaluări
- TILT-UP TODAY - A Publication of The Tilt-Up Concrete Association (TCA)Document3 paginiTILT-UP TODAY - A Publication of The Tilt-Up Concrete Association (TCA)Gaurav MalyaÎncă nu există evaluări
- Performance Evaluation of Water Hyacinth PDFDocument78 paginiPerformance Evaluation of Water Hyacinth PDFcarlooooÎncă nu există evaluări
- Welding Processes Fcaw, Gmaw, Gtaw, Smaw, SawDocument2 paginiWelding Processes Fcaw, Gmaw, Gtaw, Smaw, SawiaftÎncă nu există evaluări
- Ytong Product Brochure CXDocument8 paginiYtong Product Brochure CXtrickyggÎncă nu există evaluări
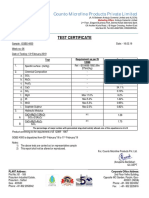
- Test Certificate: Counto Microfine Products Private LimitedDocument1 paginăTest Certificate: Counto Microfine Products Private LimitedSiddhesh Kamat MhamaiÎncă nu există evaluări
- Triaxial TestDocument9 paginiTriaxial TestNani TirumalasettiÎncă nu există evaluări
- Heat Transfer To Fluids Without Phase ChangeDocument56 paginiHeat Transfer To Fluids Without Phase ChangeJanice Omadto100% (2)
- PlasticsDocument69 paginiPlasticsMyrna TabernillaÎncă nu există evaluări
- Final Salt AnalysisDocument8 paginiFinal Salt AnalysisAnonymous SomeoneÎncă nu există evaluări
- Schunk Carbon Technology Carbon Slide Bearings enDocument11 paginiSchunk Carbon Technology Carbon Slide Bearings enamr yosryÎncă nu există evaluări
- Design and Analysis of Eot Crane Hook For Various Cross SectionsDocument6 paginiDesign and Analysis of Eot Crane Hook For Various Cross SectionsFiroz PawaskarÎncă nu există evaluări
- ElectrochemistryDocument15 paginiElectrochemistryÅmìßhã PŕãťãpÎncă nu există evaluări
- 4.1 Formation Damage PDFDocument69 pagini4.1 Formation Damage PDFJohn CooperÎncă nu există evaluări
- Pipe Rolers and SupportDocument16 paginiPipe Rolers and SupportAhmed YousriÎncă nu există evaluări
- Lecture5 AllDocument43 paginiLecture5 Alladeelyj100% (1)
- Design of Welded StructuresDocument837 paginiDesign of Welded StructuresManuelGonzalesÎncă nu există evaluări
- 2012 Chem E Car Job Safety Form For IHLDocument13 pagini2012 Chem E Car Job Safety Form For IHLrofiqq4Încă nu există evaluări
- Specimen MS - Paper 1 OCR Chemistry As-LevelDocument17 paginiSpecimen MS - Paper 1 OCR Chemistry As-LevelAbdullah HassanyÎncă nu există evaluări
- Deionized Water: Application BulletinDocument2 paginiDeionized Water: Application BulletinpinutaÎncă nu există evaluări
- BRAMMER Geological CRMDocument95 paginiBRAMMER Geological CRMRosario Rogel LoayzaÎncă nu există evaluări
- Analisa Harga SatuanDocument8 paginiAnalisa Harga SatuanMbeda NayÎncă nu există evaluări