S-ar putea să vă placă și
- AutomotiveDocument12 paginiAutomotiveKasia MazurÎncă nu există evaluări
- Guide To Small Tools: Section OrganizationDocument48 paginiGuide To Small Tools: Section OrganizationKasia MazurÎncă nu există evaluări
- Guide To Turning Inserts: CN RTGDocument180 paginiGuide To Turning Inserts: CN RTGIwan Setiawan Part IIÎncă nu există evaluări
- Guide To Small Tools: Section OrganizationDocument48 paginiGuide To Small Tools: Section OrganizationKasia MazurÎncă nu există evaluări
- Guide To CBN & PCD Turning Inserts: Section OrganizationDocument66 paginiGuide To CBN & PCD Turning Inserts: Section OrganizationKasia MazurÎncă nu există evaluări
- Aerospace: ApplicationsDocument36 paginiAerospace: ApplicationsKasia MazurÎncă nu există evaluări
- Medical: ApplicationsDocument20 paginiMedical: ApplicationsKasia MazurÎncă nu există evaluări
- Guide To External Turning Tools: Section OrganizationDocument46 paginiGuide To External Turning Tools: Section OrganizationKasia MazurÎncă nu există evaluări
- Arc Welding Nonferrous Metal 5edDocument83 paginiArc Welding Nonferrous Metal 5edCarlo MonsalveÎncă nu există evaluări
- 2015 - KOBELCO - Arc Welding of High Tensile Strength SteelDocument170 pagini2015 - KOBELCO - Arc Welding of High Tensile Strength SteelNhan vo vanÎncă nu există evaluări
- Guide To Turning Inserts: CN RTGDocument180 paginiGuide To Turning Inserts: CN RTGIwan Setiawan Part IIÎncă nu există evaluări
- 2015 KOBELCO Defect PDFDocument25 pagini2015 KOBELCO Defect PDFayushÎncă nu există evaluări
- C007a 0Document15 paginiC007a 0Kasia MazurÎncă nu există evaluări
- ABC 5edDocument93 paginiABC 5edJuan Diego Garcia EsquenÎncă nu există evaluări
- Surface Engineering: General IntroductionDocument2 paginiSurface Engineering: General IntroductionKasia MazurÎncă nu există evaluări
- Essential Factors in Gas Shielded Metal Arc Welding GMAW - 5edDocument33 paginiEssential Factors in Gas Shielded Metal Arc Welding GMAW - 5edCarlo MonsalveÎncă nu există evaluări
- 404 Superalloys: Y' 6, or Y"Document11 pagini404 Superalloys: Y' 6, or Y"Kasia MazurÎncă nu există evaluări
- Within: Previous PageDocument14 paginiWithin: Previous PageKasia MazurÎncă nu există evaluări
- Forging of Specific Metals And: AlloysDocument13 paginiForging of Specific Metals And: AlloysKasia MazurÎncă nu există evaluări
- Alloy: Live GraphDocument13 paginiAlloy: Live GraphKasia MazurÎncă nu există evaluări
- Of Metallurgical and Metalworking Terms 43: GlossaryDocument14 paginiOf Metallurgical and Metalworking Terms 43: GlossaryKasia MazurÎncă nu există evaluări
- Soldering: / JoiningDocument5 paginiSoldering: / JoiningKasia MazurÎncă nu există evaluări
- 188 Steelmaking Practices and Their Influence On Properties: Vacuum Degassing With ReheatingDocument15 pagini188 Steelmaking Practices and Their Influence On Properties: Vacuum Degassing With ReheatingKasia MazurÎncă nu există evaluări
- Forging: Forging Machinery, Dies, and ProcessesDocument12 paginiForging: Forging Machinery, Dies, and ProcessesKasia MazurÎncă nu există evaluări
- CMP v7 PDFDocument275 paginiCMP v7 PDFKasia MazurÎncă nu există evaluări
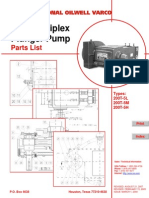
- Parts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 103M02-0012-H1Document23 paginiParts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 103M02-0012-H1Kasia MazurÎncă nu există evaluări
- CMP v4 PDFDocument576 paginiCMP v4 PDFKasia MazurÎncă nu există evaluări
- Selected References On FormingDocument1 paginăSelected References On FormingKasia MazurÎncă nu există evaluări
- Parts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 103M02-0012-H1Document23 paginiParts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 103M02-0012-H1Kasia MazurÎncă nu există evaluări
- Magnetic Pulse Welding TechnologyDocument11 paginiMagnetic Pulse Welding TechnologyJuniorYanaÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Wings of Prey ManualDocument20 paginiWings of Prey ManualRaphael DoukkaliÎncă nu există evaluări
- MD Primer ErcolessiDocument52 paginiMD Primer ErcolessiAjinBaby MyladiyilÎncă nu există evaluări
- Cover Block (8383837083)Document7 paginiCover Block (8383837083)BALAJI ENTERPRISESÎncă nu există evaluări
- TNCS EarthingDocument3 paginiTNCS Earthingjoan benwari100% (1)
- Loadsand Load PathsDocument34 paginiLoadsand Load PathsAnonymous pD2ymRUgu0% (1)
- C510WNDocument2 paginiC510WNEdgarDavidDiazCamposÎncă nu există evaluări
- Lesson 2: LO 1. Select Measuring Tools and Instruments and LO 2. Carry Out Measurements and CalculationsDocument8 paginiLesson 2: LO 1. Select Measuring Tools and Instruments and LO 2. Carry Out Measurements and Calculationsmico alilayaÎncă nu există evaluări
- Intel® System Identification UtilityDocument2 paginiIntel® System Identification UtilityPatel NikhilÎncă nu există evaluări
- Class 10 Science (Physics) MCQs Chapter 11 QuestionsDocument28 paginiClass 10 Science (Physics) MCQs Chapter 11 QuestionsKSA TEXTILEÎncă nu există evaluări
- OBIEE GuideDocument306 paginiOBIEE GuideKomal Kandi100% (1)
- Fast-Recovery Rectifier Diodes: Ru 4Y Ru 4Z RU4 Ru 4A Ru 4B Ru 4CDocument1 paginăFast-Recovery Rectifier Diodes: Ru 4Y Ru 4Z RU4 Ru 4A Ru 4B Ru 4CY. Leonel MolinaÎncă nu există evaluări
- Mini Project 1Document16 paginiMini Project 1SadikAhmedÎncă nu există evaluări
- WPT PresentationDocument23 paginiWPT PresentationSyed Safiur RahmanÎncă nu există evaluări
- Junction Box PDFDocument2 paginiJunction Box PDFMohan ShanmugamÎncă nu există evaluări
- TyresDocument9 paginiTyresNitesh KotianÎncă nu există evaluări
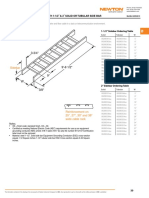
- Newton B CableRackDocument48 paginiNewton B CableRackjuliocastÎncă nu există evaluări
- CNC Lathe Machines PDFDocument7 paginiCNC Lathe Machines PDFMetwally Naser100% (1)
- Case/Duct System (Automobile)Document7 paginiCase/Duct System (Automobile)Tran xuan ThuyÎncă nu există evaluări
- Datasheet Dc-m9204 & Di-M9204 Manual Call PointDocument4 paginiDatasheet Dc-m9204 & Di-M9204 Manual Call PointHajji MehdiÎncă nu există evaluări
- Truebluepower: Advanced Lithium-Ion Battery TB17Document2 paginiTruebluepower: Advanced Lithium-Ion Battery TB17Milad YadollahiÎncă nu există evaluări
- Advances in Thermal Design of Heat Ex ChangersDocument530 paginiAdvances in Thermal Design of Heat Ex ChangersBabbare Voltaire100% (3)
- 1Document9 pagini1MurtadhaÎncă nu există evaluări
- Elegant InteriorsDocument38 paginiElegant Interiorsalka dsouzaÎncă nu există evaluări
- Barriere Levante IndustrielleDocument2 paginiBarriere Levante IndustrielleAlekso GjakovskiÎncă nu există evaluări
- S8 PDFDocument184 paginiS8 PDFsrdsosonpurÎncă nu există evaluări
- NJ Res Chapter10Document10 paginiNJ Res Chapter10Anonymous bVFHovÎncă nu există evaluări
- 200T 5 Pal 001 PDFDocument27 pagini200T 5 Pal 001 PDFCornelius Price100% (1)
- Brochure Tialoc Chemical Resistant Piping Systems: Page 1 of 20Document20 paginiBrochure Tialoc Chemical Resistant Piping Systems: Page 1 of 20Fernando Cesar PérezÎncă nu există evaluări
- Course Objective and Outcome FormDocument2 paginiCourse Objective and Outcome FormSajedur Rahman MishukÎncă nu există evaluări
- Welding PDFDocument6 paginiWelding PDFNavneet ChaubeyÎncă nu există evaluări