S-ar putea să vă placă și
- Guide QMOS Soudage TIGDocument17 paginiGuide QMOS Soudage TIGBouzaida MaherÎncă nu există evaluări
- Contraintes Et Déformaitions Dues Au SoudageDocument15 paginiContraintes Et Déformaitions Dues Au Soudagedleroux96100% (1)
- CE0045-Procedure de Contrôle Visuel Et Dimensionnel Des SouduresDocument8 paginiCE0045-Procedure de Contrôle Visuel Et Dimensionnel Des SouduresKhaled Bouhlel100% (7)
- (Tec) (TD) Dimensionnement de RoulementsDocument4 pagini(Tec) (TD) Dimensionnement de RoulementsBouba Rabeb100% (2)
- Introduction Au Soudage A ArcDocument99 paginiIntroduction Au Soudage A ArcGilles Dum Dumay100% (1)
- RivureDocument6 paginiRivureJed MansouriÎncă nu există evaluări
- Calcule Courdon Soudure Oreille de LevageDocument14 paginiCalcule Courdon Soudure Oreille de LevageSimo Rd100% (1)
- Cours Calcul en ChaudronnerieDocument50 paginiCours Calcul en Chaudronnerierayen stitiÎncă nu există evaluări
- Qualification API 1104Document38 paginiQualification API 1104walid walid100% (1)
- Contrôle Soudage 4Document13 paginiContrôle Soudage 4fed0% (1)
- PV de Controle Visuel Gr6Document48 paginiPV de Controle Visuel Gr6Kali Abdennour100% (1)
- Chapitre 3 Assemblages 2020Document53 paginiChapitre 3 Assemblages 2020Mediterranean Red CoralÎncă nu există evaluări
- Guidage en Rotation Par Roulements (BT Et KB)Document6 paginiGuidage en Rotation Par Roulements (BT Et KB)MIMFS67% (12)
- Partie C - CODAP 2005Document584 paginiPartie C - CODAP 2005Veintidós Marzo100% (2)
- Les MursDocument20 paginiLes MursSylia Bouaziz80% (5)
- Guide Soudabilité Matériaux Par GroupeDocument115 paginiGuide Soudabilité Matériaux Par GroupePetitloup2013100% (2)
- ASME IX Qualification de SoudeursDocument2 paginiASME IX Qualification de SoudeursFethi BELOUIS100% (2)
- 8367 Les Principaux Defauts Et Risques Lies Au Soudage EnospsDocument6 pagini8367 Les Principaux Defauts Et Risques Lies Au Soudage EnospsAlex PoirierÎncă nu există evaluări
- Norme Soudage 01-50-026Document22 paginiNorme Soudage 01-50-026mariuswolf10100% (2)
- Qualification ASME IX (1) - CopieDocument59 paginiQualification ASME IX (1) - Copiewalid walidÎncă nu există evaluări
- NF EN 15614-1 Et 9606-1Document13 paginiNF EN 15614-1 Et 9606-1axl smurfÎncă nu există evaluări
- Rédaction D'un D.M.O.S (EN ISO 15609 - 1)Document6 paginiRédaction D'un D.M.O.S (EN ISO 15609 - 1)sakina laabid50% (2)
- TP MDS 02Document6 paginiTP MDS 02Ilyes Ben Hacene50% (6)
- CCTP Lot 02 - Charpente - Couverture - Zinguerie - EtancheiteDocument23 paginiCCTP Lot 02 - Charpente - Couverture - Zinguerie - Etancheitepinkla77Încă nu există evaluări
- Specification Soudage CharpenteDocument9 paginiSpecification Soudage CharpentehamzaÎncă nu există evaluări
- Assemblages Soudés Et Controlés Non DestructisDocument20 paginiAssemblages Soudés Et Controlés Non Destructissteeleng100% (1)
- Le Contrôle Visuel Et Les Critères D'acceptation D'une SoudureDocument4 paginiLe Contrôle Visuel Et Les Critères D'acceptation D'une SoudureALP69Încă nu există evaluări
- Famille EnrobésDocument32 paginiFamille Enrobésabhd benzidÎncă nu există evaluări
- Serrage Des Boulons HR Precontraint PDFDocument1 paginăSerrage Des Boulons HR Precontraint PDFgthyujuiÎncă nu există evaluări
- Modèle de Calcul Pour Les Assemblages Soudés Dans Les Treillis Utilisant Des Profils CreuxDocument12 paginiModèle de Calcul Pour Les Assemblages Soudés Dans Les Treillis Utilisant Des Profils CreuxamjadkreitÎncă nu există evaluări
- InterpretationDocument75 paginiInterpretationMohamed Madene100% (2)
- Form KB Cards Calculator FUSDocument10 paginiForm KB Cards Calculator FUSsouhirÎncă nu există evaluări
- Technique de Contrôle VisuelsDocument13 paginiTechnique de Contrôle VisuelsGhaith Alibi100% (1)
- Utilisation Et Évolution Des Procédés de SoudageDocument11 paginiUtilisation Et Évolution Des Procédés de SoudageGOUAREF SAMIRÎncă nu există evaluări
- Le Contrôle Visuel DDocument5 paginiLe Contrôle Visuel DMounir FrijaÎncă nu există evaluări
- Rediger Et Verifier Un Cahier de SoudageDocument2 paginiRediger Et Verifier Un Cahier de SoudageTeam QuestIn100% (2)
- Contrôle Visuel Des Soudures PDFDocument2 paginiContrôle Visuel Des Soudures PDFgueridi100% (2)
- Problèmes Et Défauts de Soudage - Causes Et Remèdes PDFDocument1 paginăProblèmes Et Défauts de Soudage - Causes Et Remèdes PDFmail_younes6592100% (1)
- PQR 06-19 PDFDocument34 paginiPQR 06-19 PDFbouchoucha jebaliÎncă nu există evaluări
- Liste Des Taches de L'inspecteur en SoudageDocument9 paginiListe Des Taches de L'inspecteur en SoudageFethi BELOUISÎncă nu există evaluări
- Le Contrôle Non Destructif de Soudure Par MagnétoscopieDocument6 paginiLe Contrôle Non Destructif de Soudure Par MagnétoscopieNassim RabaouiÎncă nu există evaluări
- Le Soudage - Le Controle Visuel PDFDocument13 paginiLe Soudage - Le Controle Visuel PDFYas SineÎncă nu există evaluări
- Procèdes de Soudage SAWDocument7 paginiProcèdes de Soudage SAWFethi BELOUISÎncă nu există evaluări
- Sommaire CODRES 2007Document3 paginiSommaire CODRES 2007Rakotomahefa JuliaÎncă nu există evaluări
- Control Qualité Soudage PDFDocument17 paginiControl Qualité Soudage PDFsayr0s100% (1)
- DIV0105 - Le Contrôle Visuel Et Les Critère D'acceptation D'une Soudure - CopieDocument3 paginiDIV0105 - Le Contrôle Visuel Et Les Critère D'acceptation D'une Soudure - Copiedarouich100% (1)
- Fiche D'instruction VTDocument3 paginiFiche D'instruction VTjohan emileÎncă nu există evaluări
- STD CalorifugeDocument21 paginiSTD Calorifugedavlasc100% (1)
- Procede 141 Tig Ou GtawDocument7 paginiProcede 141 Tig Ou Gtawmed chabane100% (1)
- Les Assemblage SoudésDocument6 paginiLes Assemblage SoudésKali AbdennourÎncă nu există evaluări
- Conseils Aux Utilisateurs de La Galvanisation À ChaudDocument12 paginiConseils Aux Utilisateurs de La Galvanisation À ChauddaemsalÎncă nu există evaluări
- Defauts de Soudure - Fissuration À Chaud PDFDocument6 paginiDefauts de Soudure - Fissuration À Chaud PDFFethi BELOUISÎncă nu există evaluări
- Procede 42 Soudage Par FrictionDocument4 paginiProcede 42 Soudage Par Frictionmed chabaneÎncă nu există evaluări
- Definition Des Termes - CODE API 1104Document2 paginiDefinition Des Termes - CODE API 1104ALP69100% (1)
- Le Contrôle Visuel D'un Cordon de Soudure Et Les Critères D'acceptation Selon La Normalisation EuropéenneDocument1 paginăLe Contrôle Visuel D'un Cordon de Soudure Et Les Critères D'acceptation Selon La Normalisation Européennexth568dmzyÎncă nu există evaluări
- Revestimiento de Suelo Laminado Ac Grosor MM Acabado Roble Modena 10781526 Techsheetsup 01Document1 paginăRevestimiento de Suelo Laminado Ac Grosor MM Acabado Roble Modena 10781526 Techsheetsup 01Sandra Martinez AlonsoÎncă nu există evaluări
- Suelo Laminado Ac MM Modelo Roble Native 10807720 TechsheetsupDocument1 paginăSuelo Laminado Ac MM Modelo Roble Native 10807720 TechsheetsuptxiintxasÎncă nu există evaluări
- Cboix08 ClasseDocument6 paginiCboix08 ClassePape LeyeÎncă nu există evaluări
- CABLE RESEAU 3P+n PDFDocument1 paginăCABLE RESEAU 3P+n PDFYoussef RadefÎncă nu există evaluări
- Ressource Vis A BilleDocument25 paginiRessource Vis A BilleJero MilÎncă nu există evaluări
- Falnge Facing FinishDocument1 paginăFalnge Facing Finishbardianabavi.bnÎncă nu există evaluări
- Tubes Carre Et RectangulairesDocument28 paginiTubes Carre Et RectangulairesGuillaumeHNOÎncă nu există evaluări
- Bases TIGDocument12 paginiBases TIGMed Ali MaatougÎncă nu există evaluări
- 3-CCTP 1 Gazon SyntétiqueDocument5 pagini3-CCTP 1 Gazon SyntétiqueIMEN DHIBIÎncă nu există evaluări
- Rule of Happiness 1Document1 paginăRule of Happiness 1mohsenÎncă nu există evaluări
- Cours Choc CharpyDocument3 paginiCours Choc CharpyMahrez ZaafouriÎncă nu există evaluări
- Appuis PoteauxDocument4 paginiAppuis PoteauxAbdelhak CHAFIKIÎncă nu există evaluări
- Couplemètres À Arbre de Torsion: Caractéristiques SpécifiquesDocument8 paginiCouplemètres À Arbre de Torsion: Caractéristiques Spécifiquessamer bachaÎncă nu există evaluări
- RCDP ONEE - Version 2 (Mai 2016)Document20 paginiRCDP ONEE - Version 2 (Mai 2016)Veintidós MarzoÎncă nu există evaluări
- AO Travaux de BalisageDocument264 paginiAO Travaux de BalisageVeintidós Marzo100% (1)
- Avis Ao Releve CompteurDocument1 paginăAvis Ao Releve CompteurVeintidós MarzoÎncă nu există evaluări
- CPS Ao Releve CompteurDocument40 paginiCPS Ao Releve CompteurVeintidós MarzoÎncă nu există evaluări
- Scope Du ProjetDocument1 paginăScope Du ProjetVeintidós MarzoÎncă nu există evaluări
- Brief Contrôle Tubes OCP - JORF LASFARDocument2 paginiBrief Contrôle Tubes OCP - JORF LASFARVeintidós MarzoÎncă nu există evaluări
- Procedure LVSC TraductionDocument5 paginiProcedure LVSC TraductionMed Amine100% (1)
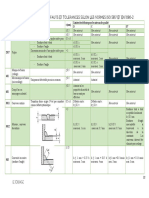
- Defauts Et Tolerances Selon Les Normes Iso 5817 Et en 1090-2Document10 paginiDefauts Et Tolerances Selon Les Normes Iso 5817 Et en 1090-2Veintidós Marzo100% (1)
- Verification de Machines Et Appareils de LevageDocument16 paginiVerification de Machines Et Appareils de LevageVeintidós MarzoÎncă nu există evaluări
- Catalogue General Sofranel 525Document24 paginiCatalogue General Sofranel 525Veintidós MarzoÎncă nu există evaluări
- Dahirdu6novembre1943 PDFDocument1 paginăDahirdu6novembre1943 PDFVeintidós MarzoÎncă nu există evaluări
- Cartes Des Isolignes de Température Extérieure Sèche de Base de L'hiverDocument1 paginăCartes Des Isolignes de Température Extérieure Sèche de Base de L'hiverVeintidós MarzoÎncă nu există evaluări
- Loi Relative À La Lutte Contre La Pollution D'airDocument5 paginiLoi Relative À La Lutte Contre La Pollution D'airVeintidós MarzoÎncă nu există evaluări
- Fiche Projet Projet N°: 29Document2 paginiFiche Projet Projet N°: 29Abdelkader LoussaiefÎncă nu există evaluări
- Dossier de Montage Aéroglisseur NSHDocument24 paginiDossier de Montage Aéroglisseur NSHapi-3706540Încă nu există evaluări
- Ufnr4504 00Document400 paginiUfnr4504 00brahimÎncă nu există evaluări
- 3 - 01 - Oligocyclique X5CrNiMo17 12 2Document3 pagini3 - 01 - Oligocyclique X5CrNiMo17 12 2bagueneau YOUTUBEÎncă nu există evaluări
- Rapport OuvrierDocument19 paginiRapport OuvrierMejri Mouhamed AliÎncă nu există evaluări
- RDM A Quoi Ca SertDocument8 paginiRDM A Quoi Ca SertAnge TygaÎncă nu există evaluări
- Article Zongo 23-08-2017Document8 paginiArticle Zongo 23-08-2017kathanas1Încă nu există evaluări
- TP La Finasse de CimentDocument3 paginiTP La Finasse de CimentLinda MosibaÎncă nu există evaluări
- LiiyçDocument32 paginiLiiyçSaad Belhaj0% (1)
- BKT Port Tires PRD Brochure FR PDF MinDocument12 paginiBKT Port Tires PRD Brochure FR PDF Minabdelhadi houssinÎncă nu există evaluări
- Chariot Télescopique TL 435-13Document6 paginiChariot Télescopique TL 435-13Liebherr100% (2)
- MgladeDocument225 paginiMgladeMoh Abd BenÎncă nu există evaluări
- Mini Projet Ponts PDFDocument31 paginiMini Projet Ponts PDFAsma KoujaÎncă nu există evaluări
- Comparaison Du Moins Disant Et Estimation - CopieDocument34 paginiComparaison Du Moins Disant Et Estimation - Copiebourich100% (1)
- TutyutyDocument8 paginiTutyutymaiducthoÎncă nu există evaluări