S-ar putea să vă placă și
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDocument1 paginăWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavÎncă nu există evaluări
- WQT - WPS 01Document71 paginiWQT - WPS 01Gururaj P Kundapur100% (1)
- Procedure Qualification Record (PQR) Khewari Development ProjectDocument2 paginiProcedure Qualification Record (PQR) Khewari Development Projectsar sarÎncă nu există evaluări
- WQT RecordDocument6 paginiWQT RecordGururaj P KundapurÎncă nu există evaluări
- WQTDocument1 paginăWQTRamkunwar YadavÎncă nu există evaluări
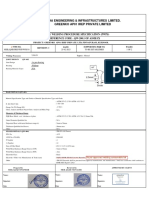
- Megha Engineering & Infrastructures Limited. Greenko Ap01 Irep Private LimitedDocument2 paginiMegha Engineering & Infrastructures Limited. Greenko Ap01 Irep Private LimitedABINASH SINGHÎncă nu există evaluări
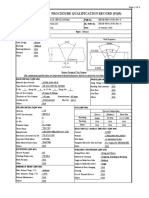
- PQRDocument3 paginiPQRPradeep Lakum100% (1)
- Saudi Aramco Pre-Commissioning Form: Instrument and Control CablesDocument2 paginiSaudi Aramco Pre-Commissioning Form: Instrument and Control Cableszahid1078Încă nu există evaluări
- Essential welding procedure qualification recordDocument2 paginiEssential welding procedure qualification recordmainur mechanical engineer0% (1)
- C-Ingta-041-Francisco Javier Aguilar PadillaDocument2 paginiC-Ingta-041-Francisco Javier Aguilar Padillarobertorf04Încă nu există evaluări
- WQT - WPS 02Document33 paginiWQT - WPS 02Gururaj P KundapurÎncă nu există evaluări
- Welder'S and Welding Operators Qualification Test Certificate ACCORDING TO ASME IX Edition 2017Document1 paginăWelder'S and Welding Operators Qualification Test Certificate ACCORDING TO ASME IX Edition 2017Ahmad Nabil ElsharkawyÎncă nu există evaluări
- 01 - WPS - Welder Qualification and WPQR For MS 5.0 MM RAKESH Fillet T JointDocument5 pagini01 - WPS - Welder Qualification and WPQR For MS 5.0 MM RAKESH Fillet T JointssqiindiapvtltdÎncă nu există evaluări
- Welder Monitoring SheetDocument1 paginăWelder Monitoring SheetQC apollohx100% (1)
- Itr FoDocument6 paginiItr Fomasmus208Încă nu există evaluări
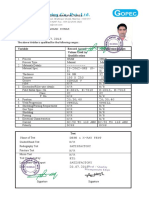
- Gopinat Engee Welder Certi.Document2 paginiGopinat Engee Welder Certi.Silpa KumariÎncă nu există evaluări
- WPS PQR FormulirDocument2 paginiWPS PQR FormulirAZaiÎncă nu există evaluări
- Welder Qualification Record for HPCL ProjectDocument6 paginiWelder Qualification Record for HPCL ProjectSampath KumarÎncă nu există evaluări
- Welder Qualification Test Certificate: Parameters Variables Qualified With Qualified RangeDocument4 paginiWelder Qualification Test Certificate: Parameters Variables Qualified With Qualified RangeSpectex dubaiÎncă nu există evaluări
- Castings Pvt. LTD: Magnetic Particle Test ReportDocument3 paginiCastings Pvt. LTD: Magnetic Particle Test ReportHimanshu SinghÎncă nu există evaluări
- RFI Welding TestDocument18 paginiRFI Welding TestDimas agungÎncă nu există evaluări
- PQR FLow LineDocument2 paginiPQR FLow Linesar sarÎncă nu există evaluări
- J341-04 Mpi - Stairway Access Ladder Halul Gdi WorkshopDocument13 paginiJ341-04 Mpi - Stairway Access Ladder Halul Gdi WorkshopsubashberÎncă nu există evaluări
- Procedure Qualification RecordDocument6 paginiProcedure Qualification RecordGaurang PandyaÎncă nu există evaluări
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 paginiWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaÎncă nu există evaluări
- F-02 (Magnetic Particle Test) - (NEW) ..Latest 006Document42 paginiF-02 (Magnetic Particle Test) - (NEW) ..Latest 006Himanshu SinghÎncă nu există evaluări
- Welding Procedure Qualification Records (WPQR) GuideDocument3 paginiWelding Procedure Qualification Records (WPQR) Guideramesh rajaÎncă nu există evaluări
- RR3-3269 Eo1352Document2 paginiRR3-3269 Eo1352Deepak HoleÎncă nu există evaluări
- WPQRDocument2 paginiWPQRsogleng100% (5)
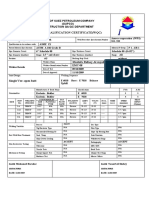
- Welder Qualification Certificate (WQC) : Gulf of Suez Petroleum Company (Gupco) Construction Qa/Qc DepartmentDocument1 paginăWelder Qualification Certificate (WQC) : Gulf of Suez Petroleum Company (Gupco) Construction Qa/Qc DepartmentMohamad ShafeyÎncă nu există evaluări
- Welder Qualification Certificate (WQC) : Gulf of Suez Petroleum Company (Gupco) Construction Qa/Qc DepartmentDocument1 paginăWelder Qualification Certificate (WQC) : Gulf of Suez Petroleum Company (Gupco) Construction Qa/Qc DepartmentMohamad ShafeyÎncă nu există evaluări
- Oil Pipeline Welding Procedure SpecificationDocument2 paginiOil Pipeline Welding Procedure SpecificationPrasenjit BhanjaÎncă nu există evaluări
- Welder CertificateDocument1 paginăWelder CertificatePaul H TampubolonÎncă nu există evaluări
- WPQ Process As Per ISO-9606-1 2013Document4 paginiWPQ Process As Per ISO-9606-1 2013Md Anamul Hoque0% (1)
- PQR GmawDocument4 paginiPQR GmawEr Sumant Kumar Singh0% (1)
- A-Star Magnetic Particle Testing ReportDocument8 paginiA-Star Magnetic Particle Testing ReportHari KarthickÎncă nu există evaluări
- PRN004Document2 paginiPRN004beyÎncă nu există evaluări
- PQR ForDocument3 paginiPQR ForAkash Singh TomarÎncă nu există evaluări
- Dots For Engineering Industries: Test Stump Recertification Document Package SN (D-N-RFL-1635)Document13 paginiDots For Engineering Industries: Test Stump Recertification Document Package SN (D-N-RFL-1635)Moustafa AshrafÎncă nu există evaluări
- Test Report For Micom P141 Ref Relay in 400 Kv-Sasaram Line Reactor - 1Document19 paginiTest Report For Micom P141 Ref Relay in 400 Kv-Sasaram Line Reactor - 1Ammu KuttiyÎncă nu există evaluări
- WPS 03 GtawDocument3 paginiWPS 03 GtawBiswajit DeyÎncă nu există evaluări
- WPS 001Document7 paginiWPS 001babjihanumanthuÎncă nu există evaluări
- WPS PQR ProcedureDocument31 paginiWPS PQR Proceduresudeesh kumarÎncă nu există evaluări
- WPS PQR Procedure PDFDocument31 paginiWPS PQR Procedure PDFsudeesh kumarÎncă nu există evaluări
- WPQR Welding Procedure Qualification RecordsDocument3 paginiWPQR Welding Procedure Qualification Recordsramesh rajaÎncă nu există evaluări
- 958 Hpr2 VTRDocument3 pagini958 Hpr2 VTRv2nssysy6fÎncă nu există evaluări
- SDF72.5,1600A, STC 40ka For 3secsDocument1 paginăSDF72.5,1600A, STC 40ka For 3secsabdulÎncă nu există evaluări
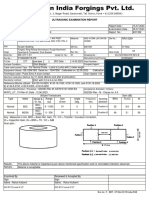
- RV Casting Ultrasonic Exam ReportDocument1 paginăRV Casting Ultrasonic Exam ReportDEEPAKÎncă nu există evaluări
- Welder Qualification Test Certificate for Mohan ReddyDocument2 paginiWelder Qualification Test Certificate for Mohan Reddyvijay100% (1)
- Destructive TestingDocument3 paginiDestructive TestingilavarasanÎncă nu există evaluări
- PRN005Document2 paginiPRN005beyÎncă nu există evaluări
- WPQT SawDocument2 paginiWPQT Sawkiran144Încă nu există evaluări
- Welder Cirt TotalDocument78 paginiWelder Cirt TotalNguyễn ChâuÎncă nu există evaluări
- nITP For Suspenion Hanger Pin Alt 2Document4 pagininITP For Suspenion Hanger Pin Alt 2ABHISHEK KUMARÎncă nu există evaluări
- WPQ FormatDocument8 paginiWPQ FormatsanjaykumarmauryaÎncă nu există evaluări
- Ahp 2X660 (WPS) )Document17 paginiAhp 2X660 (WPS) )Hema NandhÎncă nu există evaluări
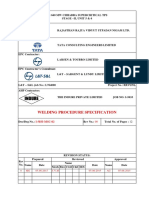
- Audco India Limited Welding Procedure Specification: LAB-005R1Document3 paginiAudco India Limited Welding Procedure Specification: LAB-005R1sudeep_singh1Încă nu există evaluări
- Pessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CDocument1 paginăPessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CMahmoud HaggagÎncă nu există evaluări
- 4.mill PerfDocument30 pagini4.mill PerfRAJESH KUMARÎncă nu există evaluări
- Inspection Checklist AugustDocument3 paginiInspection Checklist Augustdreamboy87Încă nu există evaluări
- 8 SP Oil, Cap RednDocument8 pagini8 SP Oil, Cap Redndreamboy87Încă nu există evaluări
- Energy Conservation at Macro LevelDocument53 paginiEnergy Conservation at Macro Leveldreamboy87Încă nu există evaluări
- CCTV Upgrade Work PermitDocument6 paginiCCTV Upgrade Work Permitdreamboy87Încă nu există evaluări
- Status Basic EngineeringDocument19 paginiStatus Basic Engineeringdreamboy87Încă nu există evaluări
- Methods and Effects of Manpower TrainingDocument17 paginiMethods and Effects of Manpower Trainingdreamboy87Încă nu există evaluări
- 3.AH PerformanceDocument20 pagini3.AH Performancedreamboy87Încă nu există evaluări
- Water Treatment Plant Process Flow & Description: by Chemical Department Vendor: Doshion Veolia Water SolutionsDocument8 paginiWater Treatment Plant Process Flow & Description: by Chemical Department Vendor: Doshion Veolia Water Solutionsdreamboy87Încă nu există evaluări
- Tur ProtnsDocument2 paginiTur Protnsdreamboy87Încă nu există evaluări
- SelfDeclarationForm TN 620190926329Document1 paginăSelfDeclarationForm TN 620190926329dreamboy87Încă nu există evaluări
- PTW 1Document8 paginiPTW 1dreamboy87Încă nu există evaluări
- Chapter - VII Infrastructure Water SupplyDocument25 paginiChapter - VII Infrastructure Water Supplydreamboy87Încă nu există evaluări
- Train Schedule Booklet SettingDocument24 paginiTrain Schedule Booklet Settingdreamboy87100% (1)
- Turbine Oil System: P & I Check List.: Required ConditionsDocument4 paginiTurbine Oil System: P & I Check List.: Required Conditionsdreamboy87100% (1)
- Formula Study GuideDocument8 paginiFormula Study Guidemusharat_shafiqueÎncă nu există evaluări
- SHE Manual For Construction Contractors-EditDocument79 paginiSHE Manual For Construction Contractors-Editdreamboy87100% (1)
- Work at Height InventoryDocument1 paginăWork at Height Inventorydreamboy87Încă nu există evaluări
- Determine Silt Content in Aggregates Field TestDocument3 paginiDetermine Silt Content in Aggregates Field Testdreamboy87100% (1)
- Concept Note For HSD Storage / HandlingDocument3 paginiConcept Note For HSD Storage / Handlingdreamboy87Încă nu există evaluări
- Construction Safety Manual-EditDocument65 paginiConstruction Safety Manual-Editdreamboy87100% (2)
- Emergency Response Plan SummaryDocument11 paginiEmergency Response Plan Summarydreamboy87100% (4)
- Construction Contractor Safety Guidelines-EditDocument5 paginiConstruction Contractor Safety Guidelines-Editdreamboy87Încă nu există evaluări
- Commissioning ScheduleDocument1 paginăCommissioning Scheduledreamboy87Încă nu există evaluări
- Ready Mix Concrete ChecklistDocument23 paginiReady Mix Concrete ChecklistAjinÎncă nu există evaluări
- 3393 - Supervision of Concrete Construction Volume 2Document271 pagini3393 - Supervision of Concrete Construction Volume 2Oum ChhayNoy100% (11)
- A 2 Z India 01-2019Document24 paginiA 2 Z India 01-2019dreamboy87Încă nu există evaluări
- J. Subbiah,: Thermal Power Station-Ii Neyveli Lignite Corporation Limited NeyveliDocument55 paginiJ. Subbiah,: Thermal Power Station-Ii Neyveli Lignite Corporation Limited Neyvelidreamboy87Încă nu există evaluări
- NLC Corrigendum For Ball ClayDocument3 paginiNLC Corrigendum For Ball Claydreamboy87Încă nu există evaluări
- Ballclay Sale 201601Document2 paginiBallclay Sale 201601dreamboy87Încă nu există evaluări
- Bond With ClassmateDocument7 paginiBond With ClassmateMarjorie BrondoÎncă nu există evaluări
- Chemistry SPM SyllabusDocument5 paginiChemistry SPM SyllabusAcyl Chloride HaripremÎncă nu există evaluări
- JM3-E 铜合金材料Document1 paginăJM3-E 铜合金材料Hui ChenÎncă nu există evaluări
- Hastelloy alloys corrosion resistant metal trademarkDocument3 paginiHastelloy alloys corrosion resistant metal trademarktalparadipakÎncă nu există evaluări
- PIE_REV_WS_CHEMISTRY_Bonding Types and PropertiesDocument9 paginiPIE_REV_WS_CHEMISTRY_Bonding Types and PropertiesJes AnthonyÎncă nu există evaluări
- Preparations of Tetraamminecopper IIDocument13 paginiPreparations of Tetraamminecopper IIJOHANA ARAUZÎncă nu există evaluări
- SPM Chemistry Form 5Document5 paginiSPM Chemistry Form 5Aileen PoLyÎncă nu există evaluări
- ANJANA in Ayurveda: Dr. Amit ManeDocument50 paginiANJANA in Ayurveda: Dr. Amit ManeDrVikas67% (3)
- Unified Test Third Periodical Examination Science 8Document5 paginiUnified Test Third Periodical Examination Science 8Benjan100% (1)
- Cambridge International AS & A Level: CHEMISTRY 9701/22Document16 paginiCambridge International AS & A Level: CHEMISTRY 9701/22nilu23Încă nu există evaluări
- Periodic Trends Practice Test KEYDocument3 paginiPeriodic Trends Practice Test KEYKateAshleyLiaoÎncă nu există evaluări
- Boran Family PDFDocument6 paginiBoran Family PDFggk2013Încă nu există evaluări
- Chapter 17 ElectrochemistryDocument68 paginiChapter 17 ElectrochemistryBeastUnleashed28Încă nu există evaluări
- European Critical Materials 2010 Annex VDocument220 paginiEuropean Critical Materials 2010 Annex Vtonzz10Încă nu există evaluări
- Aalco Metals LTD - Aluminium Alloy 5083 0 H111 Sheet and Plate - 149 PDFDocument2 paginiAalco Metals LTD - Aluminium Alloy 5083 0 H111 Sheet and Plate - 149 PDFOvidiu ChertesÎncă nu există evaluări
- KarboanionDocument13 paginiKarboanionHasanulKamilÎncă nu există evaluări
- Determination of Calcium by Complexometric TitrationDocument5 paginiDetermination of Calcium by Complexometric TitrationYüri ÄnnÎncă nu există evaluări
- Aws Welding MetallurgyDocument48 paginiAws Welding MetallurgyBonumDie Mariano100% (3)
- Aqa Ch3fp QP Jun14Document20 paginiAqa Ch3fp QP Jun14سليمان القباقليÎncă nu există evaluări
- PQR Variables for Welding 6G Pipe QualificationDocument3 paginiPQR Variables for Welding 6G Pipe QualificationVishnuGKÎncă nu există evaluări
- SAIC-W-2006 Rev 0 PDFDocument4 paginiSAIC-W-2006 Rev 0 PDFMidhun K ChandraboseÎncă nu există evaluări
- Raw water quality parameters and standardsDocument6 paginiRaw water quality parameters and standardsKartika RizqimaulidaÎncă nu există evaluări
- Short Course Anode Cu EW (Siegmund)Document115 paginiShort Course Anode Cu EW (Siegmund)MaikPortnoy100% (1)
- Boiler Tube GradesDocument12 paginiBoiler Tube Gradesfelram100% (1)
- General Chemistry 1: Groups in The Periodic TableDocument4 paginiGeneral Chemistry 1: Groups in The Periodic TableShane G.Încă nu există evaluări
- Outline of Glass BulbDocument1 paginăOutline of Glass BulbAazyz HeartÎncă nu există evaluări
- Elements-of-a-Smartphone INFOGRAFIA PDFDocument1 paginăElements-of-a-Smartphone INFOGRAFIA PDFAna Elena Betancourt BucheliÎncă nu există evaluări
- Science Acids Bases Salts Part 2 PDF 82Document5 paginiScience Acids Bases Salts Part 2 PDF 82Shreya chaureÎncă nu există evaluări
- Limiting Reagent ProblemsDocument7 paginiLimiting Reagent ProblemsKaiRisÎncă nu există evaluări