S-ar putea să vă placă și
- 10 Nuevas Tecnologías de Tubería FlexibleDocument99 pagini10 Nuevas Tecnologías de Tubería Flexiblepablo diazÎncă nu există evaluări
- Aparejo de ProducciónDocument48 paginiAparejo de ProducciónGiselle100% (1)
- Nuevas Tecnologias de Perforacion - En.esDocument15 paginiNuevas Tecnologias de Perforacion - En.esCUBIDES RETAMOZO CAMILO ANDRESÎncă nu există evaluări
- Preventores ArietesDocument30 paginiPreventores ArietesVicaolÎncă nu există evaluări
- Procedimientos Control de SolidosDocument146 paginiProcedimientos Control de SolidosCarlos ThomasÎncă nu există evaluări
- Reparaciones Menores y MayoresDocument21 paginiReparaciones Menores y MayoresFany Armenta100% (4)
- Estimulaciones Reactivas y No ReactivasDocument4 paginiEstimulaciones Reactivas y No ReactivasSusy Lopez50% (2)
- Conexiones Superficiales de ControlDocument41 paginiConexiones Superficiales de Controlluisftam72100% (2)
- Cabezal de Pozo PDFDocument20 paginiCabezal de Pozo PDFconsueloÎncă nu există evaluări
- Completación de Pozos MultilateralesDocument2 paginiCompletación de Pozos MultilateralesAlexis RodríguezÎncă nu există evaluări
- Componentes Principales Del Equipo de Tuberia FlexibleDocument6 paginiComponentes Principales Del Equipo de Tuberia FlexibleAikazeroÎncă nu există evaluări
- Colgadores de LinerDocument8 paginiColgadores de LinerJeovanny Santos Rodas100% (1)
- Flujo Multifasico en EstranguladoresDocument19 paginiFlujo Multifasico en EstranguladoresKaren MuñozÎncă nu există evaluări
- Resumen de Pruevas de PozoDocument5 paginiResumen de Pruevas de PozoNaza ParejaÎncă nu există evaluări
- Cabezal de Tubería de RevestimientoDocument24 paginiCabezal de Tubería de Revestimientomurbieta100% (1)
- Accesorios Del Aparejo de ProducciónDocument6 paginiAccesorios Del Aparejo de ProducciónXavi SolisÎncă nu există evaluări
- Preventores para Aguas ProfundasDocument6 paginiPreventores para Aguas Profundasarmandopc3100% (1)
- Herramientas Utilizadas Durante La Operación de Reparación de PozosDocument6 paginiHerramientas Utilizadas Durante La Operación de Reparación de PozosCarlos Rivera PerezÎncă nu există evaluări
- Sistema Artificiales de Producción Unidad 5 Otros SistemasDocument26 paginiSistema Artificiales de Producción Unidad 5 Otros SistemasIsmael Hdz100% (2)
- Equipos Empleados para La Cementacion de PozosDocument11 paginiEquipos Empleados para La Cementacion de PozosJesus Mendoza0% (1)
- Metodos No Convencionales de Control de PozosDocument24 paginiMetodos No Convencionales de Control de Pozosfabita guzmanÎncă nu există evaluări
- MÉTODO DEL INGENIERO Control de Pozos (Omm)Document22 paginiMÉTODO DEL INGENIERO Control de Pozos (Omm)Óscar Medina100% (4)
- Unidades de Trabajo Coiled Tubing 1Document14 paginiUnidades de Trabajo Coiled Tubing 1Henry MoretaÎncă nu există evaluări
- Clasificación de Los Aparejos de Producción en Función A Los Diferentes Sistemas Artificiales de Producción o Métodos de Levantamiento ArtificialDocument5 paginiClasificación de Los Aparejos de Producción en Función A Los Diferentes Sistemas Artificiales de Producción o Métodos de Levantamiento ArtificialMilton Cuellar LenisÎncă nu există evaluări
- Embolo ViajeroDocument34 paginiEmbolo ViajeroSergio De Jesús Aguilera Moscoso100% (1)
- Equipo de Bombeo NeumaticoDocument4 paginiEquipo de Bombeo NeumaticoAleÎncă nu există evaluări
- Unidad 3 (Bombeo Mecanico)Document41 paginiUnidad 3 (Bombeo Mecanico)MGLA100% (2)
- 5.2 Embolo ViajeroDocument7 pagini5.2 Embolo ViajeroJavier Raul Nishimura GarciaÎncă nu există evaluări
- Metodo de Circulacion InversaDocument5 paginiMetodo de Circulacion InversaYSAURO RAMOSÎncă nu există evaluări
- Operaciones y Equipos de Coiled TubingDocument6 paginiOperaciones y Equipos de Coiled TubingVanessa Durán GarcíaÎncă nu există evaluări
- Tipos de Terminacion de PozosDocument50 paginiTipos de Terminacion de PozosGaabrieLla C-tÎncă nu există evaluări
- AparejoDocument16 paginiAparejoYuriQo QaporaLeeÎncă nu există evaluări
- Diseño de Aparejo de ProduccionDocument39 paginiDiseño de Aparejo de ProduccionManuel Alberto Vicario RuizÎncă nu există evaluări
- Tarea 5Document16 paginiTarea 5Edgar Olan gonzalezÎncă nu există evaluări
- Metodo de Esperar y DensificarDocument3 paginiMetodo de Esperar y DensificarMiranda Vasques Isidro100% (1)
- Metodo de Control de PozosDocument19 paginiMetodo de Control de PozosKatherine UrrunagaÎncă nu există evaluări
- Cementador: FuncionesDocument5 paginiCementador: FuncionesYESSICAÎncă nu există evaluări
- Carrete de ControlDocument9 paginiCarrete de ControlJose Gabriel Hernandez FelixÎncă nu există evaluări
- Bombeo NeumáticoDocument13 paginiBombeo NeumáticoRamón Rodriguez HerreraÎncă nu există evaluări
- Terminacion de Pozos Segun La ConfiguracionDocument26 paginiTerminacion de Pozos Segun La ConfiguracionFernando Deam Cuti JacksonÎncă nu există evaluări
- Diseño de Facilidades de Superficie para Estaciones Deproduccion de Petroleo y GasDocument5 paginiDiseño de Facilidades de Superficie para Estaciones Deproduccion de Petroleo y GasNEUMANN HENRY SANTOS GONZALEZÎncă nu există evaluări
- Bombeo Electrocentrífugo Equipo 4 PDFDocument65 paginiBombeo Electrocentrífugo Equipo 4 PDF'YanetCruzRamos100% (2)
- 2 - Antecedentes y Tipos de Terminacion - TMPDocument19 pagini2 - Antecedentes y Tipos de Terminacion - TMPRitchie DanielÎncă nu există evaluări
- Caidas de Presion en Tuberias, Disparos y Fluidos de TerminacionDocument26 paginiCaidas de Presion en Tuberias, Disparos y Fluidos de TerminacionJose Miguel BritoÎncă nu există evaluări
- Descripcion de Equipo de Tuberia FlexibleDocument34 paginiDescripcion de Equipo de Tuberia Flexibleveronica100% (3)
- Método Volumétrico para Control de PozoDocument8 paginiMétodo Volumétrico para Control de PozoNicky Love100% (1)
- Trineo de Inyección de GasDocument3 paginiTrineo de Inyección de GasEstephania Salazar CortesÎncă nu există evaluări
- Resumen de PreventoresDocument12 paginiResumen de PreventoresManuel GallegosÎncă nu există evaluări
- Tubería FlexibleDocument31 paginiTubería FlexibleFany Ga ACÎncă nu există evaluări
- Fluidos de Perforacion de Terminacion y MantenimientoDocument7 paginiFluidos de Perforacion de Terminacion y MantenimientoAlberto Sánchez PérezÎncă nu există evaluări
- 12 . - Empacadores y Accesorios Del Aparejo de ProducciónDocument47 pagini12 . - Empacadores y Accesorios Del Aparejo de Producciónjose abundio100% (3)
- Bombeo Neumático Continuo E Intermitente RomoDocument20 paginiBombeo Neumático Continuo E Intermitente RomoOsvaldo Emanuel Vazquez GuzmanÎncă nu există evaluări
- Mf-P-Owe-001 Alineación de Fluidos A Equipos de Well Testing V4Document17 paginiMf-P-Owe-001 Alineación de Fluidos A Equipos de Well Testing V4Well testing 1 MaximFishing100% (1)
- USOS DE LA TUBERÍA FLEXIBLE Ventajas y DesventajasDocument3 paginiUSOS DE LA TUBERÍA FLEXIBLE Ventajas y DesventajasRadamel Alberto Falcao100% (2)
- Manual Coiled Tubing 2010Document54 paginiManual Coiled Tubing 2010Adolfo Angulo100% (7)
- Cap. 15 - Tuberia FlexibleDocument54 paginiCap. 15 - Tuberia FlexibleEmilianodrillingÎncă nu există evaluări
- JDJ-Curso Coiled TubingDocument40 paginiJDJ-Curso Coiled TubingMarcos Exequiel RamosÎncă nu există evaluări
- Trabajo de Coiled TubingDocument20 paginiTrabajo de Coiled TubingSilvana SerranoÎncă nu există evaluări
- Coild Tubing OprDocument71 paginiCoild Tubing OprdanielÎncă nu există evaluări
- Semana 01 Desarrollo de Los Puentes y Clasificación PDFDocument31 paginiSemana 01 Desarrollo de Los Puentes y Clasificación PDFAlejandro Arata PaniuraÎncă nu există evaluări
- DUREZAROCKWELLDocument6 paginiDUREZAROCKWELLjavipolettoÎncă nu există evaluări
- Cartas de Schlumberger CaliperDocument203 paginiCartas de Schlumberger CaliperTania Rodriguez100% (2)
- Aplicaciones de La Tubería FlexibleDocument158 paginiAplicaciones de La Tubería FlexibleOctavio Alcántara SantillánÎncă nu există evaluări
- Diccionario Ingles TecnicoDocument35 paginiDiccionario Ingles Tecnicosmith34076Încă nu există evaluări
- VIERNESDocument7 paginiVIERNESOctavio Alcántara SantillánÎncă nu există evaluări
- 1 Guía para La Predicción de GeopresionesDocument12 pagini1 Guía para La Predicción de GeopresionesAndy SilvaÎncă nu există evaluări
- HIDRÁULICADocument7 paginiHIDRÁULICAHECTOR FABIO SAAVEDRA RIVAS0% (1)
- Fisica - Mecanica de FluidosDocument8 paginiFisica - Mecanica de FluidosPepa PigÎncă nu există evaluări
- Mantenimiento PredictivoDocument4 paginiMantenimiento PredictivoYaretzi Karocaili LaraÎncă nu există evaluări
- Wilo Bombas y Grupos de PresionDocument288 paginiWilo Bombas y Grupos de PresionPaco PorrasÎncă nu există evaluări
- TIRESDocument90 paginiTIRESdaniel100% (1)
- TP #2 - Ensayos de Pozos de GasDocument11 paginiTP #2 - Ensayos de Pozos de GasPablo MondragónÎncă nu există evaluări
- Trabajo Colaborativo CALCULO II GRUPO 3 SUBGRUPO 9Document24 paginiTrabajo Colaborativo CALCULO II GRUPO 3 SUBGRUPO 9Sergio mesa100% (2)
- Fertirrigacion de HortalizasDocument13 paginiFertirrigacion de HortalizasAndres VbÎncă nu există evaluări
- ManualDMF Optima Steamer PDFDocument34 paginiManualDMF Optima Steamer PDFVitoko Espinoza VivarÎncă nu există evaluări
- Ing. Sant. I - InvestigaciónDocument32 paginiIng. Sant. I - InvestigaciónMiguel GómezÎncă nu există evaluări
- Informe N 3 Fisicoquimica TerminadoDocument20 paginiInforme N 3 Fisicoquimica TerminadoKarnol Ruiz BarbozaÎncă nu există evaluări
- Recuperacion de CO2 Como SubproductoDocument2 paginiRecuperacion de CO2 Como SubproductoreyÎncă nu există evaluări
- 12distribucion de VaporDocument8 pagini12distribucion de VaporAldo Hernandez IslasÎncă nu există evaluări
- Informe HidraulicaDocument20 paginiInforme HidraulicakeniaÎncă nu există evaluări
- 5 Diseño TuberiasDocument11 pagini5 Diseño TuberiastemaquijaÎncă nu există evaluări
- Pruebas PVTDocument66 paginiPruebas PVTLamberto MartinezÎncă nu există evaluări
- SeparadoresDocument4 paginiSeparadoresHans GarcíaÎncă nu există evaluări
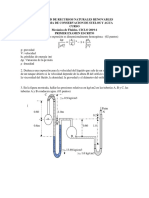
- 1examenfluidos Suelos2019-1Document3 pagini1examenfluidos Suelos2019-1Licceth Bruno Ruiz0% (1)
- Manual MXT Espanol PDFDocument28 paginiManual MXT Espanol PDFjromero_rpg100% (1)
- Actividad 2 Ejercicios 02-2023Document2 paginiActividad 2 Ejercicios 02-2023DainerÎncă nu există evaluări
- APUNTES Comportamiento GaricocheaDocument262 paginiAPUNTES Comportamiento Garicocheanwo13Încă nu există evaluări
- Optimizacion de La Circulacion de GlicolDocument16 paginiOptimizacion de La Circulacion de Glicolmirandatorres89Încă nu există evaluări
- ABS Easy StopDocument47 paginiABS Easy StopAngel Frausto100% (1)
- Procedimiento de Prueba Hidrostatica en Taller OkDocument10 paginiProcedimiento de Prueba Hidrostatica en Taller OkWilian SilvanÎncă nu există evaluări
- TecnologíasDocument9 paginiTecnologíasYean RivasÎncă nu există evaluări
- 36 899176rypdhudqlpDocument1 pagină36 899176rypdhudqlpMireya Daza AngelÎncă nu există evaluări
- Prensa 1Document28 paginiPrensa 1Nixon AlviaÎncă nu există evaluări
- Cap2 ProblemasDocument10 paginiCap2 ProblemasIvan Quinto PaÎncă nu există evaluări
- Trabajo Final Mecanica de Fluidos 5MV4-Lopez Lopez Arianna IvonneDocument49 paginiTrabajo Final Mecanica de Fluidos 5MV4-Lopez Lopez Arianna IvonneAriana LopezÎncă nu există evaluări
- Marco TeoricoDocument21 paginiMarco TeoricoFaridy Garcia JoaquinÎncă nu există evaluări