S-ar putea să vă placă și
- Paul T. Marks, Founder and President of NDT Training & Testing CenterDocument9 paginiPaul T. Marks, Founder and President of NDT Training & Testing CenterWoodrow FoxÎncă nu există evaluări
- Certification Option 2009 PDFDocument9 paginiCertification Option 2009 PDFQueens QueensÎncă nu există evaluări
- 64 Save Time and Cost For Turnarounds Using Phased Array Technology - Terry WebbDocument21 pagini64 Save Time and Cost For Turnarounds Using Phased Array Technology - Terry WebbDan ClarkeÎncă nu există evaluări
- Publication 3Document2 paginiPublication 3Marcus AntoniusÎncă nu există evaluări
- How To Certify Your NDT PersonnelDocument11 paginiHow To Certify Your NDT PersonnelPitichai Pakornrersiri100% (2)
- Math RefresherDocument18 paginiMath RefresherRajeev KumarÎncă nu există evaluări
- Company Profile-TPI NDT SERVICESDocument6 paginiCompany Profile-TPI NDT SERVICESvirenckananiÎncă nu există evaluări
- ASNT-TC1A About PDFDocument20 paginiASNT-TC1A About PDFPrashant PuriÎncă nu există evaluări
- Asnt-Tc1a Cambios PDFDocument20 paginiAsnt-Tc1a Cambios PDFwiÎncă nu există evaluări
- NDT CertificationDocument20 paginiNDT CertificationGopi GanapathiÎncă nu există evaluări
- NDT Certification PDFDocument20 paginiNDT Certification PDFGopi GanapathiÎncă nu există evaluări
- PAUT-TOFD WorkshopDocument3 paginiPAUT-TOFD Workshoparasu89Încă nu există evaluări
- Decibel Course BrochureDocument27 paginiDecibel Course Brochuresdaniel1979Încă nu există evaluări
- NSQF-Operation, Installation and Maintenance of Physiotherapy EquipmentDocument13 paginiNSQF-Operation, Installation and Maintenance of Physiotherapy Equipmentjerrin jacobÎncă nu există evaluări
- SNTC 1a, Cp189, Milstd, Ata105 OverviewDocument7 paginiSNTC 1a, Cp189, Milstd, Ata105 OverviewAhmad DanielÎncă nu există evaluări
- Etp 00 01Document9 paginiEtp 00 01Noble PrinceÎncă nu există evaluări
- Government Polytechnic Pune: Anshuman Tech PVT LTDDocument14 paginiGovernment Polytechnic Pune: Anshuman Tech PVT LTDRajni ShelkeÎncă nu există evaluări
- Training Offer Cat IIIDocument13 paginiTraining Offer Cat IIIgqaÎncă nu există evaluări
- KRJJ 1 THjs Frmo IIimo HSD Ol EPy Ik VQQHBOHc 5 ZQ PDocument14 paginiKRJJ 1 THjs Frmo IIimo HSD Ol EPy Ik VQQHBOHc 5 ZQ PAhmed shabanÎncă nu există evaluări
- NDT Training BrochureDocument4 paginiNDT Training BrochureSafiq UddinÎncă nu există evaluări
- ImplantDocument20 paginiImplantRajni ShelkeÎncă nu există evaluări
- TSA & FAA Program Overviews: TI Taiwan Sales & MarketingDocument10 paginiTSA & FAA Program Overviews: TI Taiwan Sales & Marketingvabthegr81Încă nu există evaluări
- Sicc Ac CP 01 Snttc1aDocument15 paginiSicc Ac CP 01 Snttc1aEnrique Campos CannavaroÎncă nu există evaluări
- Crrugated Sheets VksDocument6 paginiCrrugated Sheets VksGyana Ranjan LenkaÎncă nu există evaluări
- What Is NDT Written Practice?Document3 paginiWhat Is NDT Written Practice?Hari KrishnaÎncă nu există evaluări
- INT Company Profile .Document7 paginiINT Company Profile .Pitichai PakornrersiriÎncă nu există evaluări
- NDT Level III Job DescriptionDocument14 paginiNDT Level III Job Descriptionwalitedison100% (1)
- Written PracticeDocument6 paginiWritten PracticeFongJeremy100% (2)
- On-Line Vibration Technology Development: Feasibility of Commercialization of TechnologyDocument50 paginiOn-Line Vibration Technology Development: Feasibility of Commercialization of TechnologyDante Filho100% (1)
- For B.Tech BEDocument2 paginiFor B.Tech BEyadavpushpa848122Încă nu există evaluări
- Asnt Standards: Recommended Practice No. SNT-TC-1A, Personnel Qualification andDocument3 paginiAsnt Standards: Recommended Practice No. SNT-TC-1A, Personnel Qualification andMohamed AtefÎncă nu există evaluări
- PPE - 2010 Aug - Q&ADocument15 paginiPPE - 2010 Aug - Q&ACchÎncă nu există evaluări
- 33-Perennial at TKIETDocument2 pagini33-Perennial at TKIETAnonymous 1aCZDEbMMÎncă nu există evaluări
- Nad Cap NDT Newsletter July 2004Document4 paginiNad Cap NDT Newsletter July 2004izmitlimonÎncă nu există evaluări
- 10 Years in Training. 1998 2008Document7 pagini10 Years in Training. 1998 2008Shakti GaneshanÎncă nu există evaluări
- Speed Frame Operator 2.0Document73 paginiSpeed Frame Operator 2.0Danish NawazÎncă nu există evaluări
- Comparasion Between SNT TC and CP189Document11 paginiComparasion Between SNT TC and CP189Subhana FatimaÎncă nu există evaluări
- PCN TrainingDocument13 paginiPCN TrainingSooraj100% (1)
- Rinity: Trinity Institute of NDT TechnologyDocument5 paginiRinity: Trinity Institute of NDT TechnologyVivek S SurendranÎncă nu există evaluări
- Haaq Haaq Haaq Haaq NDT Services NDT Services NDT Services NDT ServicesDocument2 paginiHaaq Haaq Haaq Haaq NDT Services NDT Services NDT Services NDT ServicesMonica CarrollÎncă nu există evaluări
- ASNT Certification BrochureDocument12 paginiASNT Certification BrochureSabino LaraÎncă nu există evaluări
- NDT Technician TrainingDocument6 paginiNDT Technician TraininglarsonndeservicesÎncă nu există evaluări
- Training Schedule RegisterDocument9 paginiTraining Schedule RegisterahmedÎncă nu există evaluări
- NDT Company Training ScheduleDocument7 paginiNDT Company Training ScheduleEswaranÎncă nu există evaluări
- Birring NDE Center FlyerDocument1 paginăBirring NDE Center FlyerMg MgÎncă nu există evaluări
- NDT Technician Job DescriptionDocument8 paginiNDT Technician Job DescriptionwalitedisonÎncă nu există evaluări
- CAT Technician Training PathDocument15 paginiCAT Technician Training PathjovÎncă nu există evaluări
- Engr Syed Noor Mustafa Shah CVDocument2 paginiEngr Syed Noor Mustafa Shah CVSyed Noor Mustafa ShahÎncă nu există evaluări
- NDT CourseworkDocument6 paginiNDT Courseworkafjyadcjesbdwl100% (1)
- Route To CEng IMechEDocument17 paginiRoute To CEng IMechEMAZIAH BINTI MOHAMAD FKMÎncă nu există evaluări
- Von Lester A. Asilo: Instrument TechnicianDocument5 paginiVon Lester A. Asilo: Instrument TechnicianNico DavidÎncă nu există evaluări
- Review of The AINDT Qualifying Scheme For NDT PersonnelDocument8 paginiReview of The AINDT Qualifying Scheme For NDT PersonnelTalha MahmoodÎncă nu există evaluări
- 592 F 07 D 2082 D 5Document47 pagini592 F 07 D 2082 D 5mohanÎncă nu există evaluări
- 97Document15 pagini97faleh58Încă nu există evaluări
- Course Schedule 2013: Inviting All Engineering Professionals, Technicians, Construction & Maintenance PersonnelDocument2 paginiCourse Schedule 2013: Inviting All Engineering Professionals, Technicians, Construction & Maintenance PersonnelSai PrasathÎncă nu există evaluări
- AURETR125 Session PlanDocument7 paginiAURETR125 Session PlanTam TranÎncă nu există evaluări
- タン 20221110Document2 paginiタン 20221110matthew tanÎncă nu există evaluări
- Asnt LevelDocument4 paginiAsnt LevelJaya PrasanthÎncă nu există evaluări
- Non Destructive Testing: NDT Technicians and Engineers Jobs GuideDe la EverandNon Destructive Testing: NDT Technicians and Engineers Jobs GuideÎncă nu există evaluări
- Diagnostic Communication with Road-Vehicles and Non-Road Mobile MachineryDe la EverandDiagnostic Communication with Road-Vehicles and Non-Road Mobile MachineryEvaluare: 1 din 5 stele1/5 (1)
- Subcommittee E07.06 (Ultrasonic Testing)Document3 paginiSubcommittee E07.06 (Ultrasonic Testing)Dileep KumarÎncă nu există evaluări
- ASTM A388 Standard Practice For Ultrasonic Examination of Heavy Steel ForgingsDocument8 paginiASTM A388 Standard Practice For Ultrasonic Examination of Heavy Steel ForgingsGonzalo TelleríaÎncă nu există evaluări
- Asme NDT StandardsDocument9 paginiAsme NDT Standardstbmari50% (6)
- 2018 Before Sea Cswip Course Exam FeeDocument14 pagini2018 Before Sea Cswip Course Exam FeeJamesÎncă nu există evaluări
- Astm E428-00 PDFDocument6 paginiAstm E428-00 PDFJORGE ARTURO TORIBIO HUERTA100% (1)
- SS GradesDocument6 paginiSS GradesDileep KumarÎncă nu există evaluări
- MT Short NotesDocument8 paginiMT Short NotesDileep KumarÎncă nu există evaluări
- Ut Aws Case Study BookDocument26 paginiUt Aws Case Study BookDileep KumarÎncă nu există evaluări
- E1139E1139M-12 Standard Practice For Continuous Monitoring of Acoustic Emission From Metal Pressure Boundaries PDFDocument7 paginiE1139E1139M-12 Standard Practice For Continuous Monitoring of Acoustic Emission From Metal Pressure Boundaries PDFDileep KumarÎncă nu există evaluări
- Procedure For Eddy Cuirrent TestingDocument34 paginiProcedure For Eddy Cuirrent TestingaxeproneÎncă nu există evaluări
- Procedure For Eddy Cuirrent TestingDocument34 paginiProcedure For Eddy Cuirrent TestingaxeproneÎncă nu există evaluări
- Paut Probe ListDocument1 paginăPaut Probe ListDileep KumarÎncă nu există evaluări
- E1139E1139M-12 Standard Practice For Continuous Monitoring of Acoustic Emission From Metal Pressure Boundaries PDFDocument7 paginiE1139E1139M-12 Standard Practice For Continuous Monitoring of Acoustic Emission From Metal Pressure Boundaries PDFDileep KumarÎncă nu există evaluări
- Aws Application of Phased Array UltrasonicDocument7 paginiAws Application of Phased Array UltrasonicDileep KumarÎncă nu există evaluări
- ASNT-L3 Qualifications PDFDocument3 paginiASNT-L3 Qualifications PDFElankumaran PeriakaruppanÎncă nu există evaluări
- Olympus-Phased Array Testing C.en L1Document124 paginiOlympus-Phased Array Testing C.en L1Victor SandovalÎncă nu există evaluări
- PMP Itto GuideDocument11 paginiPMP Itto GuideSocrates XavierÎncă nu există evaluări
- Pdpa CraDocument3 paginiPdpa CraAdyrah RahmanÎncă nu există evaluări
- 2020 Sec 4 E Math SA2 Anderson Secondary-pages-DeletedDocument41 pagini2020 Sec 4 E Math SA2 Anderson Secondary-pages-Deletedregi naÎncă nu există evaluări
- Procedure: Pressure Equipment Safety: PurposeDocument9 paginiProcedure: Pressure Equipment Safety: PurposeChegwe CorneliusÎncă nu există evaluări
- Engineering Data: 2. CV CalculationDocument1 paginăEngineering Data: 2. CV Calculationdj22500Încă nu există evaluări
- Kids 2: INSTITUTO CAMBRIDGE de Cultura Inglesa - EXÁMENES 2019Document2 paginiKids 2: INSTITUTO CAMBRIDGE de Cultura Inglesa - EXÁMENES 2019Evaluna MoidalÎncă nu există evaluări
- Report - Roche Pharmaceuticals LTD (Human Resource Planning & Development) 222Document23 paginiReport - Roche Pharmaceuticals LTD (Human Resource Planning & Development) 222jawwadraja100% (1)
- Ballsim DirectDocument58 paginiBallsim DirectDiego GaliciaÎncă nu există evaluări
- Proc.-02 GTAW - PAWDocument37 paginiProc.-02 GTAW - PAWRaghu vamshiÎncă nu există evaluări
- An Automated Test and Measurement System For Calibration of Industrial FlowmetersDocument2 paginiAn Automated Test and Measurement System For Calibration of Industrial FlowmetersfredpintoÎncă nu există evaluări
- Dakshin Dinajpur TP ListDocument5 paginiDakshin Dinajpur TP ListDeb D Creative StudioÎncă nu există evaluări
- Boolean Operations in 3D - AutoCAD 2016 Tutorial and VideosDocument19 paginiBoolean Operations in 3D - AutoCAD 2016 Tutorial and VideosRohit Chandrakant SalveÎncă nu există evaluări
- Uc3842b 3843BDocument10 paginiUc3842b 3843Bbob75Încă nu există evaluări
- Overseas Assignment 18thseptDocument6 paginiOverseas Assignment 18thseptSuresh VanierÎncă nu există evaluări
- 6.4L - Power Stroke EngineDocument16 pagini6.4L - Power Stroke EngineRuben Michel100% (2)
- Tutorial Chapter 2Document5 paginiTutorial Chapter 2Naasir SheekeyeÎncă nu există evaluări
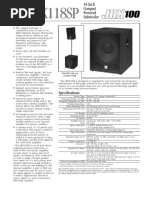
- JRX118SP SpecsheetDocument2 paginiJRX118SP SpecsheetLuisÎncă nu există evaluări
- Laboratorios RoeDocument11 paginiLaboratorios RoeVioleta CubaÎncă nu există evaluări
- 63-9378 - Rev-F - Ultra Puck - Datasheet - Web - 63-9378 - Rev-F - Ultra-Puck - Datasheet - WebDocument2 pagini63-9378 - Rev-F - Ultra Puck - Datasheet - Web - 63-9378 - Rev-F - Ultra-Puck - Datasheet - WebAradhana AradhanaÎncă nu există evaluări
- Service and Technology Marketing Service and Technology MarketingDocument27 paginiService and Technology Marketing Service and Technology MarketingVinudeep MalalurÎncă nu există evaluări
- SSPC Monitoreo y Control de Condiciones AmbientalesDocument4 paginiSSPC Monitoreo y Control de Condiciones AmbientalesRony Ruiz100% (1)
- CP2405 Assignment 1 Ontology DesignDocument8 paginiCP2405 Assignment 1 Ontology DesignFredrick Oduor OmondiÎncă nu există evaluări
- 16 Advantages & 10 Disadvantages of Solar Panels in 2022Document29 pagini16 Advantages & 10 Disadvantages of Solar Panels in 2022xaxinev359100% (1)
- NA BR 1177 EN Dematic AutoStore SubsystemDocument8 paginiNA BR 1177 EN Dematic AutoStore SubsystemDaniel Garnando KristianÎncă nu există evaluări
- Boolean Operators Literature ReviewDocument8 paginiBoolean Operators Literature Reviewc5qz47sm100% (1)
- Student Teacher InterviewDocument3 paginiStudent Teacher InterviewLauren ColeÎncă nu există evaluări
- Bantilan Maureen Lhee RDocument8 paginiBantilan Maureen Lhee RAlexa Anne Louise BercillaÎncă nu există evaluări
- 136 OsgoodeDocument8 pagini136 Osgoodejawaid6970Încă nu există evaluări
- AirBossPSS100andEvoplusseriesscba Donning ProcedureDocument1 paginăAirBossPSS100andEvoplusseriesscba Donning ProcedureMarco LondonÎncă nu există evaluări
- Computer Typing History of TypingDocument9 paginiComputer Typing History of TypingRamÎncă nu există evaluări