S-ar putea să vă placă și
- U 52 Dossier - A Corrige 2Document6 paginiU 52 Dossier - A Corrige 2Léo TavernierÎncă nu există evaluări
- Examen Metallique 2012 - 2013Document1 paginăExamen Metallique 2012 - 2013Neo PacifistaÎncă nu există evaluări
- EDM-CHAP2 Éléments D'assemblagesDocument19 paginiEDM-CHAP2 Éléments D'assemblagesFa TehÎncă nu există evaluări
- Anim Soudage OADocument46 paginiAnim Soudage OARebecca RileyÎncă nu există evaluări
- 5 - Formulaire de Calcul Des Soudures - Elements de Chaudronnerie Et Fabrication Metallique-1Document16 pagini5 - Formulaire de Calcul Des Soudures - Elements de Chaudronnerie Et Fabrication Metallique-1watsopÎncă nu există evaluări
- Technologie General La Charpente MétalliqueDocument1 paginăTechnologie General La Charpente MétalliqueSaid BenayadÎncă nu există evaluări
- Partie 2 Cours Métallurgie de Soudage 2020 1Document10 paginiPartie 2 Cours Métallurgie de Soudage 2020 1Issaoui MansourÎncă nu există evaluări
- Cetim - Fiches Données Pratiques en Soudage.1-122 PDFDocument122 paginiCetim - Fiches Données Pratiques en Soudage.1-122 PDFnooneoveroneÎncă nu există evaluări
- Cours D'analyse 2nd Ch-Ti 2020 ProfDocument21 paginiCours D'analyse 2nd Ch-Ti 2020 Proffokou.simplicegmail.com Fokou SimpliceÎncă nu există evaluări
- Chapitre 6Document21 paginiChapitre 6HOUSSAME NAIMÎncă nu există evaluări
- Fiche Aciers de Charpente MétalliqueDocument3 paginiFiche Aciers de Charpente MétalliqueMark budrew100% (1)
- CDET - E - Généralités Codap - V1Document33 paginiCDET - E - Généralités Codap - V1tagolla tvÎncă nu există evaluări
- Cours de Construction Metallique I II ElDocument21 paginiCours de Construction Metallique I II ElSofien TaghoutiÎncă nu există evaluări
- Examen de Fin de Formation 2010 TCM TheoriqueDocument4 paginiExamen de Fin de Formation 2010 TCM Theoriquetarik ouahianiÎncă nu există evaluări
- Modélisation 3D de La Prothèse Totale de Hanche (PTH) Cas de Couple de Frottement (Alumine/Alumine)Document5 paginiModélisation 3D de La Prothèse Totale de Hanche (PTH) Cas de Couple de Frottement (Alumine/Alumine)Meddour BelkacemÎncă nu există evaluări
- Cours Procédés D'assemblage Non Soudés - Iset Sfax PDFDocument68 paginiCours Procédés D'assemblage Non Soudés - Iset Sfax PDFEl Bechir MsaddekÎncă nu există evaluări
- HCH-FAB II - Partie 1Document8 paginiHCH-FAB II - Partie 1lachhelÎncă nu există evaluări
- Soutenance Stage IngDocument22 paginiSoutenance Stage IngMehdi GouaderÎncă nu există evaluări
- Exercices Corrigé Codap24 Mars 6Document1 paginăExercices Corrigé Codap24 Mars 6Simo SeprobÎncă nu există evaluări
- CODAP Ouvertures Virole Fond CorrigeDocument1 paginăCODAP Ouvertures Virole Fond CorrigeGeorges Nzengue-mayakaÎncă nu există evaluări
- Cours SoudureDocument9 paginiCours Soudureapi34Încă nu există evaluări
- Efm M01 Tsbecm 2017-2018Document4 paginiEfm M01 Tsbecm 2017-2018MAGRIÎncă nu există evaluări
- Travaux de FabricationDocument7 paginiTravaux de FabricationDayang DayangÎncă nu există evaluări
- Crci - BTS 2019 - TG PDFDocument7 paginiCrci - BTS 2019 - TG PDFBelangeNgafeletÎncă nu există evaluări
- BTS Constructions Métalliques PDFDocument2 paginiBTS Constructions Métalliques PDFRifi Mohamed100% (1)
- Corrigé Epreuve Théorique (CAP RCI EP1 C)Document11 paginiCorrigé Epreuve Théorique (CAP RCI EP1 C)MAGRI0% (1)
- 0157F09 - Techniques D'assemblage Mécanique PDFDocument2 pagini0157F09 - Techniques D'assemblage Mécanique PDFSCORSAM1Încă nu există evaluări
- Examen de Fin de Formation 2010 TCM Pratique Variante 1Document20 paginiExamen de Fin de Formation 2010 TCM Pratique Variante 1tarik ouahianiÎncă nu există evaluări
- Soudage Par AluminothermieDocument4 paginiSoudage Par AluminothermieKamel BousninaÎncă nu există evaluări
- E1 MCTT Juin 2018 Dossier Technique PDFDocument21 paginiE1 MCTT Juin 2018 Dossier Technique PDFBouraoui Ben AyedÎncă nu există evaluări
- Cour RDM Traction-CompressionDocument4 paginiCour RDM Traction-CompressionkajtiÎncă nu există evaluări
- Serrage PDFDocument10 paginiSerrage PDFhmayda riadÎncă nu există evaluări
- Dilatation 20et 20retraitDocument7 paginiDilatation 20et 20retraitKamel FedaouiÎncă nu există evaluări
- M16 Partie 1 Pliage de TolesDocument30 paginiM16 Partie 1 Pliage de TolesSophie RobichaudÎncă nu există evaluări
- Examen Becm 2018 Pass PDFDocument9 paginiExamen Becm 2018 Pass PDFSoűFiane HãnnāøuiÎncă nu există evaluări
- Assemblage BoulonnéDocument1 paginăAssemblage BoulonnéseddikÎncă nu există evaluări
- 9642 Presentation Bts Crci v4Document30 pagini9642 Presentation Bts Crci v4kbiriÎncă nu există evaluări
- TP Mag 3Document11 paginiTP Mag 3Norr MalÎncă nu există evaluări
- 4-La Liaison ComplèteDocument10 pagini4-La Liaison ComplèteSegaAlainCoulibalyÎncă nu există evaluări
- Boulonnerie Visserie ExerciceDocument2 paginiBoulonnerie Visserie ExerciceDan CheridanÎncă nu există evaluări
- 2 - Séquence 2 Etude de Prix Niv1 TD3Document7 pagini2 - Séquence 2 Etude de Prix Niv1 TD3cacaaÎncă nu există evaluări
- Le Soudage Electrode EnrobéeDocument19 paginiLe Soudage Electrode EnrobéeHamza RouihemÎncă nu există evaluări
- Vannes PapillonDocument47 paginiVannes Papillonmath62210Încă nu există evaluări
- BTS CRCI BTS CRCI Conception Et RealisatDocument37 paginiBTS CRCI BTS CRCI Conception Et Realisatapi34Încă nu există evaluări
- UntitledDocument6 paginiUntitledulrich borel tchinda melongÎncă nu există evaluări
- Procedure Rouleuse JouanelDocument8 paginiProcedure Rouleuse JouanelNoël MessinaÎncă nu există evaluări
- Classification AciersDocument1 paginăClassification AciersAS Baizidi100% (2)
- Soudage A LarceDocument14 paginiSoudage A Larcekarima touzoutÎncă nu există evaluări
- Classification Et Montage de La TuyauterieDocument121 paginiClassification Et Montage de La TuyauterieimeneÎncă nu există evaluări
- M16 - Chap 01 - Representation Orthogonale en Tuyauterie - ProfDocument32 paginiM16 - Chap 01 - Representation Orthogonale en Tuyauterie - Profchaudronnier100% (1)
- M08 - Oxycoupage Et Soudage À L'arc Électrique GE-ESADocument8 paginiM08 - Oxycoupage Et Soudage À L'arc Électrique GE-ESAMohammed Amine KenedÎncă nu există evaluări
- Soudix AideDocument17 paginiSoudix Aidepalary18Încă nu există evaluări
- Cour Fabrication 12 Final 1Document41 paginiCour Fabrication 12 Final 1Chokri Atef100% (2)
- 1-La Forge LibreDocument23 pagini1-La Forge LibreYoussef RafikiÎncă nu există evaluări
- Soudage en Phase LiquideDocument32 paginiSoudage en Phase Liquidesayr0sÎncă nu există evaluări
- Chapitre 5Document54 paginiChapitre 5Wajdi SaidÎncă nu există evaluări
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesDe la EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesÎncă nu există evaluări
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysDe la EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysÎncă nu există evaluări
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceDe la EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceÎncă nu există evaluări
- Corrige de Lexamen de Passage Tsbecm 2006 Theorique Variante 2Document7 paginiCorrige de Lexamen de Passage Tsbecm 2006 Theorique Variante 2anwarÎncă nu există evaluări
- Calcul Des Charpentes D AcierDocument18 paginiCalcul Des Charpentes D Aciersarre mamoudou71% (7)
- Profile RatDocument1 paginăProfile RatsereÎncă nu există evaluări
- Structure 001Document14 paginiStructure 001sereÎncă nu există evaluări
- Elevation File 11 Principe Support Chemins de Cables Coupe A-ADocument1 paginăElevation File 11 Principe Support Chemins de Cables Coupe A-AsereÎncă nu există evaluări
- Boulons TablesDocument1 paginăBoulons TablessereÎncă nu există evaluări
- Document 2 PDFDocument1 paginăDocument 2 PDFsereÎncă nu există evaluări
- Document 2 PDFDocument1 paginăDocument 2 PDFsereÎncă nu există evaluări
- Gueuses v2.1Document4 paginiGueuses v2.1sereÎncă nu există evaluări
- MONORAILDocument2 paginiMONORAILsereÎncă nu există evaluări
- Plan Benne Poubelle 5m3 - Rev00Document2 paginiPlan Benne Poubelle 5m3 - Rev00sereÎncă nu există evaluări
- Soudure 3 SDocument12 paginiSoudure 3 Ssouheil_souÎncă nu există evaluări
- Exercices SoudageDocument4 paginiExercices SoudagesereÎncă nu există evaluări
- VDocument4 paginiVsereÎncă nu există evaluări
- Mohamed 4 CDocument1 paginăMohamed 4 CsereÎncă nu există evaluări
- Scellemt CHDocument1 paginăScellemt CHsereÎncă nu există evaluări
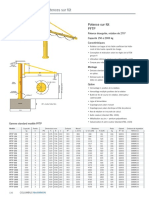
- 2 Potences Sur FûtDocument7 pagini2 Potences Sur FûtsereÎncă nu există evaluări
- XC 38Document1 paginăXC 38sere100% (1)
- Plan de PrincipeDocument1 paginăPlan de PrincipesereÎncă nu există evaluări
- Scellemt CHDocument1 paginăScellemt CHsereÎncă nu există evaluări
- ENG473 C240 STR02 - Plan Renforcement SupportDocument1 paginăENG473 C240 STR02 - Plan Renforcement SupportsereÎncă nu există evaluări
- Skid Avc GogDocument1 paginăSkid Avc GogsereÎncă nu există evaluări
- 2Document11 pagini2sereÎncă nu există evaluări
- JA7801 LIBONDO Abaque de ChargeDocument1 paginăJA7801 LIBONDO Abaque de ChargesereÎncă nu există evaluări
- 2 Potences Sur FûtDocument7 pagini2 Potences Sur FûtsereÎncă nu există evaluări
- These Chu Duc Chinh VFDocument239 paginiThese Chu Duc Chinh VFamine labbetÎncă nu există evaluări
- PDF Francais EssentielDocument8 paginiPDF Francais EssentielAmine AlicheÎncă nu există evaluări
- Joint WaterstopDocument6 paginiJoint WaterstopuymakaraÎncă nu există evaluări
- Affichage Final BHPDocument41 paginiAffichage Final BHPBochra MekhalfiÎncă nu există evaluări
- PNOZ s4 Operating Manual 21396-3FR-10Document12 paginiPNOZ s4 Operating Manual 21396-3FR-10Hemant KumarÎncă nu există evaluări
- Memoire FinalDocument97 paginiMemoire Finaljean Martin EbanaÎncă nu există evaluări
- Norme: Renault Automobiles Direction Des Études Service 0807 Section Normes Et Cahiers Des ChargesDocument4 paginiNorme: Renault Automobiles Direction Des Études Service 0807 Section Normes Et Cahiers Des ChargesJohn PalichÎncă nu există evaluări
- Les CoquesDocument44 paginiLes Coquesbekhairia loubnaÎncă nu există evaluări
- IMACABDocument74 paginiIMACABRabia MrichaÎncă nu există evaluări
- CHEM - TD 3.1 - Pont Mixte Isostatique - Sujet - VADocument22 paginiCHEM - TD 3.1 - Pont Mixte Isostatique - Sujet - VAMario100% (2)
- DTU23.1 - Annexe PDFDocument11 paginiDTU23.1 - Annexe PDFUcef SlmÎncă nu există evaluări
- PLAN PLOMBERIE JC MODIFIER-Layout2Document1 paginăPLAN PLOMBERIE JC MODIFIER-Layout2Boris Djomo HappiÎncă nu există evaluări
- Surveillance Et Entretien Des Ouvrages D'art: 2 Partie - Fascicule 34-2 - Ponts À HaubansDocument43 paginiSurveillance Et Entretien Des Ouvrages D'art: 2 Partie - Fascicule 34-2 - Ponts À HaubansMarwane Ouadad0% (1)
- Dt133 Poinconnement DimensDocument4 paginiDt133 Poinconnement DimensWael MakÎncă nu există evaluări
- Mortier Pour Restauration de Pierres de Taille Jahn ...Document3 paginiMortier Pour Restauration de Pierres de Taille Jahn ...passagerx007Încă nu există evaluări
- Rapport Du ProjetDocument52 paginiRapport Du Projethouriachakroune3Încă nu există evaluări
- 7.note de Calcul CfoDocument12 pagini7.note de Calcul CfoDjamal Mohammedi100% (1)
- Causes Et Effet de La FissurationDocument103 paginiCauses Et Effet de La FissurationocgcdrceÎncă nu există evaluări
- Elas Exam 2009Document5 paginiElas Exam 2009osama980Încă nu există evaluări
- Note de Calcul Gaz CMDocument14 paginiNote de Calcul Gaz CMImadÎncă nu există evaluări
- CPS LARACHE 2eme TrancheDocument101 paginiCPS LARACHE 2eme TrancheOmar RhalidÎncă nu există evaluări
- Materiaux CoursDocument40 paginiMateriaux CoursExode Christ GuielleÎncă nu există evaluări
- Doc-20240208-Wa0008 240210 160834Document10 paginiDoc-20240208-Wa0008 240210 160834taha INFOÎncă nu există evaluări
- Poutre140... 141 Section 15x25: A-A B-BDocument1 paginăPoutre140... 141 Section 15x25: A-A B-BYvan TiegoueÎncă nu există evaluări
- TP 3 - Etude de La Flexion A 3 PointsDocument6 paginiTP 3 - Etude de La Flexion A 3 PointsPrivat ZouobaÎncă nu există evaluări
- Modele TantiemeDocument11 paginiModele TantiemeHaithem KiassaÎncă nu există evaluări
- Kalfrelec 2Document17 paginiKalfrelec 2Mahamat LaïlaÎncă nu există evaluări
- k4121c - EnglishDocument4 paginik4121c - Englishfta123Încă nu există evaluări
- An Poi97Document27 paginiAn Poi97Serge KamandaÎncă nu există evaluări
- Exemple de CoursDocument22 paginiExemple de CourslezardÎncă nu există evaluări