S-ar putea să vă placă și
- Fiber Length, Thermal, Mechanical, and Dynamic Mechanical Properties of Injection-Molded Glass-Fiber/polyamide 6,6: Plasticization EffectDocument11 paginiFiber Length, Thermal, Mechanical, and Dynamic Mechanical Properties of Injection-Molded Glass-Fiber/polyamide 6,6: Plasticization EffectGana C RoverÎncă nu există evaluări
- Thermal Strap PaperDocument7 paginiThermal Strap PaperSuraj_73Încă nu există evaluări
- Thermal Strap Paper PDFDocument7 paginiThermal Strap Paper PDFSuraj_73Încă nu există evaluări
- Effects of Recycling On The Microstructure and The Mechanical Properties of Isotactic PolypropyleneDocument7 paginiEffects of Recycling On The Microstructure and The Mechanical Properties of Isotactic PolypropyleneOumaima BenÎncă nu există evaluări
- Thermal Degradation of Nicalon SiC FibersDocument13 paginiThermal Degradation of Nicalon SiC FibersbbeeÎncă nu există evaluări
- Crystallization Kinetics of Pure and Fiber-ReinforcedDocument7 paginiCrystallization Kinetics of Pure and Fiber-Reinforcedelwathig2011Încă nu există evaluări
- The Toughening of Epoxy Resins With Thermoplastics: 1. Trifunctional Epoxy Resin-Polyetherimide BlendsDocument5 paginiThe Toughening of Epoxy Resins With Thermoplastics: 1. Trifunctional Epoxy Resin-Polyetherimide BlendsVansala GanesanÎncă nu există evaluări
- Effect of Sintering Temperature On Phase Evolution of Al86Ni6Y4.5Co2La1.5 Bulk Amorphous Composites Synthesized Via Mechanical Alloying and Spark Plasma Sintering PDFDocument9 paginiEffect of Sintering Temperature On Phase Evolution of Al86Ni6Y4.5Co2La1.5 Bulk Amorphous Composites Synthesized Via Mechanical Alloying and Spark Plasma Sintering PDFashu05.mech918Încă nu există evaluări
- Comparison of Mechanical Behaviour of Carbon and Glass Fiber Reinforced Epoxy CompositesDocument3 paginiComparison of Mechanical Behaviour of Carbon and Glass Fiber Reinforced Epoxy CompositesEsmatÎncă nu există evaluări
- The Effect of Sintering Temperatures On Alumina Foam StrengthDocument5 paginiThe Effect of Sintering Temperatures On Alumina Foam StrengthEdgar PinedaÎncă nu există evaluări
- Evaluations of Blister-Like Fractures AND Critical Pv-Values of Carbon Mechanical Seals by Thermal Shock TestDocument12 paginiEvaluations of Blister-Like Fractures AND Critical Pv-Values of Carbon Mechanical Seals by Thermal Shock TestedrÎncă nu există evaluări
- Hot Consolidation and Mechanical Properties of Nanocrystalline Equiatomic Alfeticrzncu High Entropy Alloy After Mechanical AlloyingDocument6 paginiHot Consolidation and Mechanical Properties of Nanocrystalline Equiatomic Alfeticrzncu High Entropy Alloy After Mechanical AlloyingBuluc GheorgheÎncă nu există evaluări
- Degradation of Different Gasket MaterialsDocument7 paginiDegradation of Different Gasket MaterialsAravind ShankarÎncă nu există evaluări
- Novel Geopolymer Based Composites With Enhanced DuctilityDocument7 paginiNovel Geopolymer Based Composites With Enhanced DuctilityheminÎncă nu există evaluări
- Method To Determine Hot Permeability and Strength of Ceramic Shell MouldsDocument5 paginiMethod To Determine Hot Permeability and Strength of Ceramic Shell MouldsuzairmetallurgistÎncă nu există evaluări
- DescargaDocument10 paginiDescargaJesùs Cure MendozaÎncă nu există evaluări
- 1-S2.0-S0308016116301843-Main Application of Small Punch Testing On The Mechanical andDocument9 pagini1-S2.0-S0308016116301843-Main Application of Small Punch Testing On The Mechanical andRamesh EthirajanÎncă nu există evaluări
- Kumar 2008bDocument4 paginiKumar 2008bGalih SenopatiÎncă nu există evaluări
- Intermetallics: A. Gali, E.P. GeorgeDocument5 paginiIntermetallics: A. Gali, E.P. GeorgeNahide TütenÎncă nu există evaluări
- Pan2015 PDFDocument18 paginiPan2015 PDF128mansouriÎncă nu există evaluări
- Hemrick 2004Document14 paginiHemrick 2004tehtnicaÎncă nu există evaluări
- Microstructure, Tensile Deformation, and Fracture in Aged Ti 10V-2Fe-3AIDocument15 paginiMicrostructure, Tensile Deformation, and Fracture in Aged Ti 10V-2Fe-3AIsatyanarayana chvvÎncă nu există evaluări
- Pultrusion of Glass Fibre Reinforced Maleated-PP Modified PP Matrix CompositesDocument10 paginiPultrusion of Glass Fibre Reinforced Maleated-PP Modified PP Matrix CompositesОлег ШибекоÎncă nu există evaluări
- TMP 4 F61Document7 paginiTMP 4 F61FrontiersÎncă nu există evaluări
- Cement and Concrete Composites: Z. Pan, Z. Tao, Y.F. Cao, R. Wuhrer, T. MurphyDocument10 paginiCement and Concrete Composites: Z. Pan, Z. Tao, Y.F. Cao, R. Wuhrer, T. MurphyYoukhanna ZayiaÎncă nu există evaluări
- Axial Fatigue Testing of Ti 6al 4V Using An Alternative Specimen Geometry Fabricated by Metal Injection MouldingDocument7 paginiAxial Fatigue Testing of Ti 6al 4V Using An Alternative Specimen Geometry Fabricated by Metal Injection MouldingAna Wilda WidiantoroÎncă nu există evaluări
- Test 011Document5 paginiTest 011Sudip SinhaÎncă nu există evaluări
- Strength of Single-Phase High-Entropy Carbide Ceramics Up To 2300°CDocument25 paginiStrength of Single-Phase High-Entropy Carbide Ceramics Up To 2300°Cvantrong217183Încă nu există evaluări
- 2011 Selezneva Comp ADocument8 pagini2011 Selezneva Comp AChandra ClarkÎncă nu există evaluări
- Microwave Sintering of Hydroxyapatite Ceramics PDFDocument8 paginiMicrowave Sintering of Hydroxyapatite Ceramics PDFfishvalÎncă nu există evaluări
- Chen 2019Document4 paginiChen 2019Dian Agung SatyanagaraÎncă nu există evaluări
- 1 s2.0 S2666539523000019 MainDocument10 pagini1 s2.0 S2666539523000019 MainArunÎncă nu există evaluări
- Modeling Temperature Distribution and Thermal Property of Asphalt Concrete For Laboratory Testing ApplicationsDocument11 paginiModeling Temperature Distribution and Thermal Property of Asphalt Concrete For Laboratory Testing ApplicationsGODHANDÎncă nu există evaluări
- 0030 4220 (73) 90339 3Document8 pagini0030 4220 (73) 90339 3Vikas DeepÎncă nu există evaluări
- Artigo Sobre Comportamento Tribológico de Compósito ZrO2/Al2O3-NbCDocument9 paginiArtigo Sobre Comportamento Tribológico de Compósito ZrO2/Al2O3-NbCRaphael Prestes SalemÎncă nu există evaluări
- 1 s2.0 S0167577X21022254 MainDocument3 pagini1 s2.0 S0167577X21022254 MainanshuÎncă nu există evaluări
- Investigation On The Effect of Cooling Rate On The Mechanical Properties of Polypropylene Self-Reinforced CompositesDocument6 paginiInvestigation On The Effect of Cooling Rate On The Mechanical Properties of Polypropylene Self-Reinforced Compositeshamza daoudiÎncă nu există evaluări
- Effects of Solidification Rate and Heat Treatment On Microstructure Characterization and Hot Tensile Strength of Single Crystal CMSX-4 SuperalloyDocument11 paginiEffects of Solidification Rate and Heat Treatment On Microstructure Characterization and Hot Tensile Strength of Single Crystal CMSX-4 Superalloykianrob123100% (1)
- ADAMDocument8 paginiADAMapi-3733260Încă nu există evaluări
- Construction and Building Materials: Radhouane Masmoudi, Abdelmonem Masmoudi, Mongi Ben Ouezdou, Atef DaoudDocument8 paginiConstruction and Building Materials: Radhouane Masmoudi, Abdelmonem Masmoudi, Mongi Ben Ouezdou, Atef DaoudNiyazuddinÎncă nu există evaluări
- The Physical Properties of Pressure Sensitive Rubber CompositesDocument7 paginiThe Physical Properties of Pressure Sensitive Rubber CompositesRonald Lucas Silva Lefundes OliveiraÎncă nu există evaluări
- The Effect of Molecular Weight and Crystallinity On The Mechanical Properties of Injection Moulded Poly (Aryl-Ether-Ether-Ketone) ResinDocument7 paginiThe Effect of Molecular Weight and Crystallinity On The Mechanical Properties of Injection Moulded Poly (Aryl-Ether-Ether-Ketone) ResinSakhaviTVÎncă nu există evaluări
- Prediction of High Temperature Behavior of Open-CeDocument9 paginiPrediction of High Temperature Behavior of Open-CeHiba MhiriÎncă nu există evaluări
- Journal of Energy Storage: Aziz Babapoor, Gholamreza Karimi, Samad SabbaghiDocument8 paginiJournal of Energy Storage: Aziz Babapoor, Gholamreza Karimi, Samad SabbaghiSurulivelrajantÎncă nu există evaluări
- 2008, Salomi, Potter, Spring-In Angle As Molding Distortion For Thermoplastic Matrix CompositeDocument8 pagini2008, Salomi, Potter, Spring-In Angle As Molding Distortion For Thermoplastic Matrix Compositehalil yıldırımÎncă nu există evaluări
- Nano Silica Modified Carbon-Phenolic CompositesDocument4 paginiNano Silica Modified Carbon-Phenolic CompositesAbrizal HaryadiÎncă nu există evaluări
- Effect of Spark Plasma Sintering Temperature On Microstructure andDocument8 paginiEffect of Spark Plasma Sintering Temperature On Microstructure andAmar JabarÎncă nu există evaluări
- PEEK Ftir ItpDocument11 paginiPEEK Ftir ItpAneta NiemiecÎncă nu există evaluări
- Toughening Mechanisms of Nanoparticle-Modified Epoxy PolymersDocument12 paginiToughening Mechanisms of Nanoparticle-Modified Epoxy PolymersOussama El BouadiÎncă nu există evaluări
- Engineering Properties of Flax Fiber and Flax Fiber-Reinforced Thermoplastic in Rotational MoldingDocument7 paginiEngineering Properties of Flax Fiber and Flax Fiber-Reinforced Thermoplastic in Rotational Molding乔峥Încă nu există evaluări
- An Approach Using Thin Films As A Predictive Way To Produce New Bulk MaterialsDocument5 paginiAn Approach Using Thin Films As A Predictive Way To Produce New Bulk MaterialsDrSudhi HebbarÎncă nu există evaluări
- Luo 2015Document6 paginiLuo 2015bintang7454Încă nu există evaluări
- AMME - Volume 18 - Issue 18th International Conference On Applied Mechanics and Mechanical Engineering. - Pages 1-21Document21 paginiAMME - Volume 18 - Issue 18th International Conference On Applied Mechanics and Mechanical Engineering. - Pages 1-21Ekrem DoğanÎncă nu există evaluări
- 2000 - Fukai - Thermal Conductivity Enhancement of Energy Storage Media Using Carbon FibersDocument14 pagini2000 - Fukai - Thermal Conductivity Enhancement of Energy Storage Media Using Carbon FibersShiva Kumar NidanampallyÎncă nu există evaluări
- Abdel Azim1995Document6 paginiAbdel Azim19951584706055Încă nu există evaluări
- Deformation Analysis of Short Glass Fiber-Reinforced Polypropylene Injection-Molded Plastic PartsDocument6 paginiDeformation Analysis of Short Glass Fiber-Reinforced Polypropylene Injection-Molded Plastic PartsNoor Ur RehmanÎncă nu există evaluări
- 2006-Characteristic Behaviors of CFRP and GFRP at Cryogenic TemperatureDocument10 pagini2006-Characteristic Behaviors of CFRP and GFRP at Cryogenic TemperatureZUOJIA WANGÎncă nu există evaluări
- 10-低温下的碳环氧树脂复合材料-Prediction on Residual Stresses of CarbonEpoxyDocument9 pagini10-低温下的碳环氧树脂复合材料-Prediction on Residual Stresses of CarbonEpoxyzeyu wenÎncă nu există evaluări
- Thermal Analysis 4Document13 paginiThermal Analysis 4Sundaravathanan ChellappanÎncă nu există evaluări
- Elasto-Hydrodynamic Lubrication: International Series on Materials Science and TechnologyDe la EverandElasto-Hydrodynamic Lubrication: International Series on Materials Science and TechnologyÎncă nu există evaluări
- Applying From OUTSIDE The UK (Permission To Enter) : Online Application Form GuideDocument29 paginiApplying From OUTSIDE The UK (Permission To Enter) : Online Application Form GuideRaja Sekhar BattuÎncă nu există evaluări
- 2017 Exam PaperDocument2 pagini2017 Exam PaperRaja Sekhar BattuÎncă nu există evaluări
- How To Build and Fly DronesDocument2 paginiHow To Build and Fly DronesRaja Sekhar BattuÎncă nu există evaluări
- Evan Grant TED Talk EvaluationDocument1 paginăEvan Grant TED Talk EvaluationRaja Sekhar BattuÎncă nu există evaluări
- 2017 Model AnswersDocument19 pagini2017 Model AnswersRaja Sekhar BattuÎncă nu există evaluări
- 2019 PSY1205 PaperDocument3 pagini2019 PSY1205 PaperRaja Sekhar BattuÎncă nu există evaluări
- Action Plan - Consolidation TaskDocument6 paginiAction Plan - Consolidation TaskRaja Sekhar BattuÎncă nu există evaluări
- 2015 Generic FeedbackDocument5 pagini2015 Generic FeedbackRaja Sekhar BattuÎncă nu există evaluări
- Crosscountry Route MapDocument1 paginăCrosscountry Route Mapvitw1844Încă nu există evaluări
- 2019 PSY1205 PaperDocument3 pagini2019 PSY1205 PaperRaja Sekhar BattuÎncă nu există evaluări
- (Mathematics in Industry 13) Wil Schilders (auth.), Wilhelmus H. A. Schilders, Henk A. van der Vorst, Joost Rommes (eds.) - Model order reduction_ theory, research aspects and applications-Springer-VeDocument463 pagini(Mathematics in Industry 13) Wil Schilders (auth.), Wilhelmus H. A. Schilders, Henk A. van der Vorst, Joost Rommes (eds.) - Model order reduction_ theory, research aspects and applications-Springer-VeRaja Sekhar BattuÎncă nu există evaluări
- 01 RT I ApplicationDocument2 pagini01 RT I ApplicationsolomonÎncă nu există evaluări
- Academic Technology Approval Scheme (ATAS) - GOV - UkDocument4 paginiAcademic Technology Approval Scheme (ATAS) - GOV - UkRaja Sekhar Battu0% (1)
- Design and Finite Element Analysis of Ai PDFDocument7 paginiDesign and Finite Element Analysis of Ai PDFRaja Sekhar BattuÎncă nu există evaluări
- DynamicsDocument18 paginiDynamicsSon TranÎncă nu există evaluări
- HD14 Vibes Continuous Systems 2008Document34 paginiHD14 Vibes Continuous Systems 2008Guatavo91Încă nu există evaluări
- HD14 Vibes Continuous Systems 2008Document2 paginiHD14 Vibes Continuous Systems 2008Raja Sekhar BattuÎncă nu există evaluări
- Sub: Engagement of Graduate Engineering Apprentices Under The Apprentices Act 1961Document1 paginăSub: Engagement of Graduate Engineering Apprentices Under The Apprentices Act 1961Raja Sekhar BattuÎncă nu există evaluări
- U C Jindal PDFDocument1.043 paginiU C Jindal PDFRaja Sekhar Battu100% (1)
- Vibration of Continuous SystemsDocument21 paginiVibration of Continuous SystemsHossam T BadranÎncă nu există evaluări
- Jo'?y/'f'.cr: . On.. /) :) / o /JJ "'/ "Em /. /N') - , /./. (Document2 paginiJo'?y/'f'.cr: . On.. /) :) / o /JJ "'/ "Em /. /N') - , /./. (Raja Sekhar BattuÎncă nu există evaluări
- Research ScholarshipsDocument2 paginiResearch ScholarshipsRaja Sekhar BattuÎncă nu există evaluări
- Ielts 42 Topics For Speaking Part 1Document32 paginiIelts 42 Topics For Speaking Part 1Zaryab Nisar100% (1)
- Proceedings of International Conference Applications of Structural Fire Engineering Prague, 19-20 February 2009Document71 paginiProceedings of International Conference Applications of Structural Fire Engineering Prague, 19-20 February 2009Raja Sekhar BattuÎncă nu există evaluări
- Aptitude FormulaDocument9 paginiAptitude FormulaPrashanth MohanÎncă nu există evaluări
- Aeroelasticity PDFDocument2 paginiAeroelasticity PDFRaja Sekhar BattuÎncă nu există evaluări
- Total Deformation: Subject: Author: Prepared For: Date CommentsDocument1 paginăTotal Deformation: Subject: Author: Prepared For: Date CommentsRaja Sekhar BattuÎncă nu există evaluări
- (Fluid Mechanics and Its Applications 9) T.K.S. Murthy-Computational Methods in Hypersonic Aerodynamics-Computational Mechanics Publications_ Kluwer Academic Publishers_ Sold and Distributed in the U.Document524 pagini(Fluid Mechanics and Its Applications 9) T.K.S. Murthy-Computational Methods in Hypersonic Aerodynamics-Computational Mechanics Publications_ Kluwer Academic Publishers_ Sold and Distributed in the U.Raja Sekhar BattuÎncă nu există evaluări
- Aptitude FormulaDocument9 paginiAptitude FormulaPrashanth MohanÎncă nu există evaluări
- BVA Cylinder Accessories CatalogDocument1 paginăBVA Cylinder Accessories CatalogTitanplyÎncă nu există evaluări
- Via Fill PlugDocument7 paginiVia Fill PluganeeshdÎncă nu există evaluări
- Introductory Fluid Mechanics Taught Using A Carbur PDFDocument2 paginiIntroductory Fluid Mechanics Taught Using A Carbur PDFUsman Ali Usman AliÎncă nu există evaluări
- Assignment Payment 1Document5 paginiAssignment Payment 1Mohamad SafwanÎncă nu există evaluări
- Edgen Murray ProductsDocument20 paginiEdgen Murray Productsafiqaziz86Încă nu există evaluări
- Advanced Vibration Chapter03Document130 paginiAdvanced Vibration Chapter03Alooy MohamedÎncă nu există evaluări
- A Project Report On Financial Performance Evaluation With Key Ratios at Vasavadatta Cement Kesoram Industries LTD Sedam Gulbarga PDFDocument82 paginiA Project Report On Financial Performance Evaluation With Key Ratios at Vasavadatta Cement Kesoram Industries LTD Sedam Gulbarga PDFK Sagar Kondolla100% (1)
- InFocus Thunder Speakerphone DatasheetDocument2 paginiInFocus Thunder Speakerphone Datasheetpinke01Încă nu există evaluări
- FU2185011009 Description PICO With Bayonet Connector ENDocument10 paginiFU2185011009 Description PICO With Bayonet Connector ENDonny Wierya pratamaÎncă nu există evaluări
- Ponds and Aerated LagoonsDocument24 paginiPonds and Aerated LagoonsGabriella AngÎncă nu există evaluări
- Manual For Powermatic BD31A Combination Belt and Disc SanderDocument28 paginiManual For Powermatic BD31A Combination Belt and Disc SanderJack BowenÎncă nu există evaluări
- CM-510.9 Crane ChecklistDocument2 paginiCM-510.9 Crane ChecklistHSE HerygintingÎncă nu există evaluări
- Astm A722 PDFDocument5 paginiAstm A722 PDFNguyễn ThạnhÎncă nu există evaluări
- Kick Off MPPTCL-TR-108Document15 paginiKick Off MPPTCL-TR-108Akd DeshmukhÎncă nu există evaluări
- En 19Document3 paginiEn 19Sanjay GoreÎncă nu există evaluări
- Exp't 61: 1,4-Di-T-Butylbenzene Via Friedel-Crafts AlkylationDocument6 paginiExp't 61: 1,4-Di-T-Butylbenzene Via Friedel-Crafts AlkylationlovehopeÎncă nu există evaluări
- 7) Progress PaymentDocument5 pagini7) Progress Paymentkerwin jayÎncă nu există evaluări
- Sphere FitupDocument103 paginiSphere FitupAnonymous wxLjBEzÎncă nu există evaluări
- Foundation Engineering Shot NotesDocument21 paginiFoundation Engineering Shot NotesSejal VermaÎncă nu există evaluări
- Machine Tools Cutting FluidsDocument133 paginiMachine Tools Cutting FluidsDamodara MadhukarÎncă nu există evaluări
- Printer UP DF550Document2 paginiPrinter UP DF550Anonymous ZI4787Încă nu există evaluări
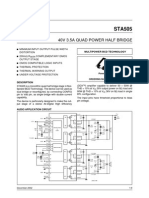
- STA505Document10 paginiSTA505kizonzÎncă nu există evaluări
- Junction Box PDFDocument2 paginiJunction Box PDFMohan ShanmugamÎncă nu există evaluări
- Drafting Technology Y2Document202 paginiDrafting Technology Y2Anderson MarantanÎncă nu există evaluări
- Advanced Database - Chap 5Document84 paginiAdvanced Database - Chap 5Anhtho LeeÎncă nu există evaluări
- Belden 9463 PDFDocument3 paginiBelden 9463 PDFtr0184Încă nu există evaluări
- Fracture Toughness Evaluation of WC-Co Alloys by Indentation TestingDocument12 paginiFracture Toughness Evaluation of WC-Co Alloys by Indentation TestingFjodorSergÎncă nu există evaluări
- Liebherr Hydraulic Components For Heavy Duty On Highway Engines Application Flyer Es WebDocument4 paginiLiebherr Hydraulic Components For Heavy Duty On Highway Engines Application Flyer Es WebDaniel Castillo PeñaÎncă nu există evaluări
- Proiectarea Asistata de Calculator Pentru Avionica: Elemente de Limbaj C - II Aplicatii de Calcul ComplexeDocument21 paginiProiectarea Asistata de Calculator Pentru Avionica: Elemente de Limbaj C - II Aplicatii de Calcul ComplexeAna BaumÎncă nu există evaluări