S-ar putea să vă placă și
- Dynamic Damage and FragmentationDe la EverandDynamic Damage and FragmentationDavid Edward LambertÎncă nu există evaluări
- Application of Mechanical Surface Finishing Processes For Roughness Reduction and Fatigue Improvement of Additively Manufactured Ti-6Al-4V PartsDocument8 paginiApplication of Mechanical Surface Finishing Processes For Roughness Reduction and Fatigue Improvement of Additively Manufactured Ti-6Al-4V PartsPaul HealyÎncă nu există evaluări
- A Perspective On Residual Stresses in Welding-A. de and T. DebRoy-2011Document5 paginiA Perspective On Residual Stresses in Welding-A. de and T. DebRoy-2011Angelo GontijoÎncă nu există evaluări
- Prevention of Internal Cracks in ForwardDocument9 paginiPrevention of Internal Cracks in ForwardArne BeningÎncă nu există evaluări
- Finite Element Modeling of High Speed Machining Processes: Arno Behrens, Bert WesthoffDocument6 paginiFinite Element Modeling of High Speed Machining Processes: Arno Behrens, Bert WesthoffGatyo GatevÎncă nu există evaluări
- Finite Element Simulation and Experiment of Chip Formation Process During High Speed Machining of AISI 1045 Hardened SteelDocument5 paginiFinite Element Simulation and Experiment of Chip Formation Process During High Speed Machining of AISI 1045 Hardened SteelHourglass1Încă nu există evaluări
- Tribology in Industry: O. Fanidi, A.A. Kostryukov, A.V. Shchedrin, I.Yu. IgnatkinDocument11 paginiTribology in Industry: O. Fanidi, A.A. Kostryukov, A.V. Shchedrin, I.Yu. IgnatkinDjamel DjamÎncă nu există evaluări
- Numerical Weld Modeling - A Method For Calculating Weld-Induced Residual StressesDocument12 paginiNumerical Weld Modeling - A Method For Calculating Weld-Induced Residual StressesSwarupendra BhattacharyyaÎncă nu există evaluări
- Experimental Investigations and FEM Simulations of Parameters in Uencing The Fe - (wt.3%) Si Shearing ProcessDocument9 paginiExperimental Investigations and FEM Simulations of Parameters in Uencing The Fe - (wt.3%) Si Shearing ProcessSahil JhambÎncă nu există evaluări
- Numerical Study of Residual Thermal Stresses in MMCDocument12 paginiNumerical Study of Residual Thermal Stresses in MMCKamel FedaouiÎncă nu există evaluări
- Distortion Analysis of Welded Stiffeners: O. A. VanliDocument37 paginiDistortion Analysis of Welded Stiffeners: O. A. VanlialiÎncă nu există evaluări
- Journal of Materials Processing Technology: Jun Cao, Michael A. Gharghouri, Philip NashDocument11 paginiJournal of Materials Processing Technology: Jun Cao, Michael A. Gharghouri, Philip NashJesus Ismael Jimenez GarciaÎncă nu există evaluări
- Machining Process SimulationDocument6 paginiMachining Process SimulationDarmawan AgungÎncă nu există evaluări
- Experimental and Analytical Study of Thermally Induced Residual Stresses For Stainless Steel Grade Using Gmaw ProcessDocument6 paginiExperimental and Analytical Study of Thermally Induced Residual Stresses For Stainless Steel Grade Using Gmaw ProcessPavan KallempudiÎncă nu există evaluări
- 2014 SCIEI May Sydney Conf Proceedings IACSITDocument5 pagini2014 SCIEI May Sydney Conf Proceedings IACSITaamirmubÎncă nu există evaluări
- 1 s2.0 S0168874X98000572 MainDocument13 pagini1 s2.0 S0168874X98000572 MainDevarajuÎncă nu există evaluări
- Progressive Failure Under High-Velocity Impact On Composite LaminatesDocument16 paginiProgressive Failure Under High-Velocity Impact On Composite LaminatesHARSHIT MAITHILÎncă nu există evaluări
- Estimation of Effect of Process Parameters On Temperature, Thermal and Residual Stresses in Edmed Aisi D2 Steel ComponentsDocument6 paginiEstimation of Effect of Process Parameters On Temperature, Thermal and Residual Stresses in Edmed Aisi D2 Steel ComponentsJose Velasquez TeranÎncă nu există evaluări
- Investigation of Buckling Deforamtion of PDFDocument7 paginiInvestigation of Buckling Deforamtion of PDFali ahmadiÎncă nu există evaluări
- Effect and Optimization of Machining Parameters On Cutting Force and Surface Finish in Turning of Mild Steel and AluminumDocument8 paginiEffect and Optimization of Machining Parameters On Cutting Force and Surface Finish in Turning of Mild Steel and AluminumIzzah HzmhÎncă nu există evaluări
- Fea RSDocument18 paginiFea RSsvsidd9222Încă nu există evaluări
- Статья 4Document6 paginiСтатья 4dimas.poloshkovÎncă nu există evaluări
- NJMSE - Vol 9 Finite Element Modelling Cutting Speed Oluwajobi and EgbebodeDocument9 paginiNJMSE - Vol 9 Finite Element Modelling Cutting Speed Oluwajobi and EgbebodeDani SaadÎncă nu există evaluări
- 3ème Version CMSMDocument3 pagini3ème Version CMSMKaouther KawtharÎncă nu există evaluări
- Finite Element Simulation of Chip Flow in Metal MachiningDocument15 paginiFinite Element Simulation of Chip Flow in Metal MachiningArul KirubakaranÎncă nu există evaluări
- Machining Residual Stresses: Stresstech Bulletin 8Document2 paginiMachining Residual Stresses: Stresstech Bulletin 8Danar YudhistiraÎncă nu există evaluări
- Design and Clamping Force Analysis of Vacuum Fixture To Machine Aerospace ComponentsDocument6 paginiDesign and Clamping Force Analysis of Vacuum Fixture To Machine Aerospace ComponentssaaÎncă nu există evaluări
- 1998 - Study of Stress Development in Axi-Symmetric Products Processed by Radial Forging Using A 3-D Non-Linear Finite-Element MethodDocument9 pagini1998 - Study of Stress Development in Axi-Symmetric Products Processed by Radial Forging Using A 3-D Non-Linear Finite-Element MethodNguyen Hoang DungÎncă nu există evaluări
- Analysis of The Cutting Mechanics Under The Influence of Worn Tool Geometry 2013 Procedia CIRPDocument6 paginiAnalysis of The Cutting Mechanics Under The Influence of Worn Tool Geometry 2013 Procedia CIRPEdo DestradaÎncă nu există evaluări
- Effect of Material Properties On DesignDocument32 paginiEffect of Material Properties On DesignKumaravel SivamÎncă nu există evaluări
- Analysis of Residual Stresses in Wire Drawing ProcessesDocument4 paginiAnalysis of Residual Stresses in Wire Drawing ProcessesRodrigo MedeirosÎncă nu există evaluări
- Finite Element Simulations of Micro Turning of Ti-6Al-4V Using PCD and Coated Carbide ToolsDocument11 paginiFinite Element Simulations of Micro Turning of Ti-6Al-4V Using PCD and Coated Carbide ToolsBalaji Venkateshwaran PanchatsaramÎncă nu există evaluări
- (Adirek Baisukhan) Sequential Effects of Deep Rolling and Post-Weld (Al 7075 Properties)Document19 pagini(Adirek Baisukhan) Sequential Effects of Deep Rolling and Post-Weld (Al 7075 Properties)Muhammad Fa'iq Al BaihaqiÎncă nu există evaluări
- EZUGWU Surface Abuse When MachiningDocument7 paginiEZUGWU Surface Abuse When MachiningLuis Fillipe Lopes TorresÎncă nu există evaluări
- A Comparison of Fatigue Strength Sensitivity To Defects - 2017 - International JDocument14 paginiA Comparison of Fatigue Strength Sensitivity To Defects - 2017 - International JLucas CaraffiniÎncă nu există evaluări
- Edm of NiTi SmaDocument5 paginiEdm of NiTi SmaAneesh Kumaar IyyapphanÎncă nu există evaluări
- 2020 - ECAP of AA - Numerical InvestigationDocument6 pagini2020 - ECAP of AA - Numerical Investigationabcde.xyz1Încă nu există evaluări
- Effect of Friction Stir Welding Parameters On The Residual Stress Distribution of Al2024-T6 AlloyDocument11 paginiEffect of Friction Stir Welding Parameters On The Residual Stress Distribution of Al2024-T6 AlloyGabriel AguirreÎncă nu există evaluări
- Milling Wear of Carbide Tool For Processing Nickel-Based Alloy in Cryogenic Based On The Entropy ChangeDocument11 paginiMilling Wear of Carbide Tool For Processing Nickel-Based Alloy in Cryogenic Based On The Entropy ChangeRAMACHANDRAN MNITÎncă nu există evaluări
- 4.isca RJRS 2012 180Document8 pagini4.isca RJRS 2012 180DrRoja A RÎncă nu există evaluări
- Review of Residual Stresses-FinalDocument50 paginiReview of Residual Stresses-FinalAsif HameedÎncă nu există evaluări
- Analysis of Face Milling Performance On Inconel 71Document12 paginiAnalysis of Face Milling Performance On Inconel 71Nguyễn Hữu PhấnÎncă nu există evaluări
- Z AslanDocument9 paginiZ AslanShivdayal PatelÎncă nu există evaluări
- Characterization of Contact Tensions During Incremental Forming of Metal CompositesDocument4 paginiCharacterization of Contact Tensions During Incremental Forming of Metal CompositesAndreasBesterÎncă nu există evaluări
- Investigation of Cold Extrusion of Aluminum AA 2024 Alloy Using Finite Element AnalysisDocument15 paginiInvestigation of Cold Extrusion of Aluminum AA 2024 Alloy Using Finite Element AnalysisZ R BhattiÎncă nu există evaluări
- Numerical Simulation of Orthogonal Hard Turning Operation of AISI 4340 Workpiece Using Al O Coated Carbide ToolDocument4 paginiNumerical Simulation of Orthogonal Hard Turning Operation of AISI 4340 Workpiece Using Al O Coated Carbide ToolKrishnaDuttPandeyKdpÎncă nu există evaluări
- 3D CZM Ductile Crack Growth TriaxialityDocument23 pagini3D CZM Ductile Crack Growth TriaxialityfrvdabeeÎncă nu există evaluări
- Numerical Analysis of The Behavior of Structures Damaged by Fatigue and Repaired by Composite Patch (#494340) - 592016Document8 paginiNumerical Analysis of The Behavior of Structures Damaged by Fatigue and Repaired by Composite Patch (#494340) - 592016peymanÎncă nu există evaluări
- Tensile Test Lab ReportDocument4 paginiTensile Test Lab ReportElisha NissiÎncă nu există evaluări
- Effect of Electrical Discharge Machining On The Characteristics of Carbon Fiber Reinforced Carbon CompositesDocument7 paginiEffect of Electrical Discharge Machining On The Characteristics of Carbon Fiber Reinforced Carbon Compositeszenebe sisayÎncă nu există evaluări
- Research On Welding Deformation For Box Girder ofDocument12 paginiResearch On Welding Deformation For Box Girder oframiÎncă nu există evaluări
- Junhuazhao 2010Document4 paginiJunhuazhao 2010Akash SÎncă nu există evaluări
- Musonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162Document7 paginiMusonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162JUANÎncă nu există evaluări
- 2001 - Problems of Accuracy Control in Cold FormingDocument6 pagini2001 - Problems of Accuracy Control in Cold FormingNguyen Hoang DungÎncă nu există evaluări
- 1 s2.0 S1877705815045555 MainDocument10 pagini1 s2.0 S1877705815045555 MainStephanie ScottÎncă nu există evaluări
- 2016 - Modelling of Edge Crack Formation and Propagation in Ceramic Laminates Using The Stress-Energy Coupled CriterionDocument11 pagini2016 - Modelling of Edge Crack Formation and Propagation in Ceramic Laminates Using The Stress-Energy Coupled CriterionArun KumarÎncă nu există evaluări
- UIT-ahyan Ince2Document23 paginiUIT-ahyan Ince2Md MehtabÎncă nu există evaluări
- Fabrication and Characterization of Aa6061/Cnts Surface Nanocomposite by Friction Stir ProcessingDocument21 paginiFabrication and Characterization of Aa6061/Cnts Surface Nanocomposite by Friction Stir ProcessingAli RazaÎncă nu există evaluări
- Residual Stresses in Machining: A Review SDocument6 paginiResidual Stresses in Machining: A Review SEngineering and Scientific International JournalÎncă nu există evaluări
- Figure P4-61 Figure P4-62: Millimeters MillimetersDocument1 paginăFigure P4-61 Figure P4-62: Millimeters MillimetersSalah benhsÎncă nu există evaluări
- Cao Exersise - 6Document1 paginăCao Exersise - 6Salah benhsÎncă nu există evaluări
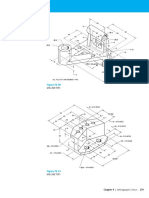
- Figure P4-147B: BU-120 CastingDocument1 paginăFigure P4-147B: BU-120 CastingSalah benhsÎncă nu există evaluări
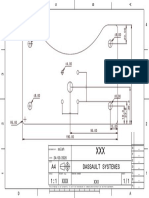
- Cad - Design 5Document1 paginăCad - Design 5Salah benhsÎncă nu există evaluări
- Spring DesignDocument1 paginăSpring DesignSalah benhsÎncă nu există evaluări
- Cad - Design 3Document1 paginăCad - Design 3Salah benhsÎncă nu există evaluări
- Classification Scheme For Grashof LinkagesDocument5 paginiClassification Scheme For Grashof LinkagesSalah benhsÎncă nu există evaluări
- Creating DrawingsDocument11 paginiCreating DrawingsSalah benhsÎncă nu există evaluări
- To Edit The BOM: 2. Click HereDocument1 paginăTo Edit The BOM: 2. Click HereSalah benhsÎncă nu există evaluări
- Creating DrawingsDocument11 paginiCreating DrawingsSalah benhsÎncă nu există evaluări
- Creating Sheet Metal DrawingsDocument11 paginiCreating Sheet Metal DrawingsSalah benhsÎncă nu există evaluări
- Introduction To STEP-NC: A Standard Providing Data For Modern NC-machining Enabling Enhanced FunctionalityDocument15 paginiIntroduction To STEP-NC: A Standard Providing Data For Modern NC-machining Enabling Enhanced FunctionalitySalah benhsÎncă nu există evaluări
- Creating Sheet Metal DrawingsDocument11 paginiCreating Sheet Metal DrawingsSalah benhsÎncă nu există evaluări
- Examples Based On VelocityDocument6 paginiExamples Based On VelocitySalah benhsÎncă nu există evaluări
- Feature: Where To Machine: Features To Describe GeometryDocument6 paginiFeature: Where To Machine: Features To Describe GeometrySalah benhsÎncă nu există evaluări
- Using Equivalent Linkages (EL) G Q G : Cam ContactDocument2 paginiUsing Equivalent Linkages (EL) G Q G : Cam ContactSalah benhsÎncă nu există evaluări
- Acceleration in Slider Crank MechanismDocument8 paginiAcceleration in Slider Crank MechanismSalah benhsÎncă nu există evaluări
- Azpost Installation: Azpost - Zip C:/ Azpost - Zip C:/Azpost Azpost/Bin Short CutDocument7 paginiAzpost Installation: Azpost - Zip C:/ Azpost - Zip C:/Azpost Azpost/Bin Short CutSalah benhsÎncă nu există evaluări
- Chap 1 Part Cleghorn PDFDocument3 paginiChap 1 Part Cleghorn PDFSalah benhsÎncă nu există evaluări
- Chap 1 Part Cleghorn PDFDocument3 paginiChap 1 Part Cleghorn PDFSalah benhsÎncă nu există evaluări
- Cat Drawing 1Document1 paginăCat Drawing 1Salah benhsÎncă nu există evaluări
- Shortcuts For MastercamDocument1 paginăShortcuts For MastercamSalah benhsÎncă nu există evaluări
- Exhibit A To Registration Statement Pursuant To The Foreign Agents Registration Act of 1938, As AmendedDocument8 paginiExhibit A To Registration Statement Pursuant To The Foreign Agents Registration Act of 1938, As AmendedSalah benhsÎncă nu există evaluări
- Program A Cao Exerci Cio 1Document10 paginiProgram A Cao Exerci Cio 1profcmÎncă nu există evaluări
- Flyer Global Education CertificationDocument2 paginiFlyer Global Education CertificationSalah benhsÎncă nu există evaluări
- S Y B Tech Production Engg. SyllabusDocument30 paginiS Y B Tech Production Engg. SyllabusAmeya BandekarÎncă nu există evaluări
- Repair Procedure HS14 - S7.4x2.5 - 26-10-7632Document9 paginiRepair Procedure HS14 - S7.4x2.5 - 26-10-7632Cesar Camones100% (1)
- Assessment PackageDocument41 paginiAssessment Packagenavidali123Încă nu există evaluări
- Softcopy ProjectDocument40 paginiSoftcopy ProjectAshokupadhye1955100% (1)
- Coolan Evoxx AL 4250Document1 paginăCoolan Evoxx AL 4250Siti FatimahÎncă nu există evaluări
- 033 Datasheet Toolox 33 UKDocument4 pagini033 Datasheet Toolox 33 UKtech81100% (1)
- CNC Machining Operations: Submitted By: Waqar Ahmad (22) Sibghat Ullah (20) Submitted To: Engr. Umer FarooqDocument51 paginiCNC Machining Operations: Submitted By: Waqar Ahmad (22) Sibghat Ullah (20) Submitted To: Engr. Umer FarooqEngr.shamiÎncă nu există evaluări
- Abrasive Belt GrinderDocument44 paginiAbrasive Belt Grindersaad40% (5)
- (I) Mechanism of Chip Formation in MachiningDocument16 pagini(I) Mechanism of Chip Formation in MachiningtsegayÎncă nu există evaluări
- Manual Guide I CNC Milling Made Easy ManualDocument126 paginiManual Guide I CNC Milling Made Easy ManualJasminÎncă nu există evaluări
- Production Engg Lab Manual (V Semester) Lathe Tool DynamometerDocument4 paginiProduction Engg Lab Manual (V Semester) Lathe Tool Dynamometerpsmonu54Încă nu există evaluări
- Cutting Tool Material PDFDocument43 paginiCutting Tool Material PDFsandeepÎncă nu există evaluări
- HeidenHain Advance CourseDocument134 paginiHeidenHain Advance CourseSyed Qadir100% (12)
- Eromobil Er230 Manual1Document14 paginiEromobil Er230 Manual1Станислав НиколовÎncă nu există evaluări
- Cryogenic Machining and Its ApplicationsDocument18 paginiCryogenic Machining and Its Applicationsindra089Încă nu există evaluări
- G & M Codes CNC ProgrammingDocument2 paginiG & M Codes CNC ProgrammingSandeep Singh KohliÎncă nu există evaluări
- CAM Milling Training GuideDocument101 paginiCAM Milling Training GuidekorpusÎncă nu există evaluări
- Jig and FixturesDocument25 paginiJig and FixturesFadhli LieÎncă nu există evaluări
- Lathe Machine Definition Parts Types Operation Specification Advantages Application Notes PDFDocument27 paginiLathe Machine Definition Parts Types Operation Specification Advantages Application Notes PDFSky 6794Încă nu există evaluări
- Design of Machine Tools (Me 541) NoteDocument52 paginiDesign of Machine Tools (Me 541) Notejimoh100% (1)
- Post 3 45540 22 Pocket Pistol Dwgs PDFDocument9 paginiPost 3 45540 22 Pocket Pistol Dwgs PDF41das1100% (1)
- Manual MasterCam X7Document84 paginiManual MasterCam X7Anonymous WM6eKGÎncă nu există evaluări
- CTU Lathe Machine OperationDocument169 paginiCTU Lathe Machine OperationChristopher VergaraÎncă nu există evaluări
- Post Processing Methods Used To Improve Surface Finish of Products Which Are Manufactured by AM - A ReviewDocument7 paginiPost Processing Methods Used To Improve Surface Finish of Products Which Are Manufactured by AM - A ReviewMaroknightÎncă nu există evaluări
- Work Holding Devices - R Mukhil 14M439 Final EditedDocument51 paginiWork Holding Devices - R Mukhil 14M439 Final EditedMukhil Rajasekaran100% (1)
- GSK980TD Turning Machine CNC System User Manual (English Version)Document408 paginiGSK980TD Turning Machine CNC System User Manual (English Version)Yadai CastilloÎncă nu există evaluări
- Manufacturing Instructions SN 200-2: Blank Parts and Semi-Finished ProductsDocument16 paginiManufacturing Instructions SN 200-2: Blank Parts and Semi-Finished ProductsCenascenascenascenasÎncă nu există evaluări
- Advanced Tool Sharpening For The LatheDocument38 paginiAdvanced Tool Sharpening For The LatheEmijo.A100% (1)
- Effect of Cutting Condition Toward Chips Thickness Ratio On Steel Shaft TurningDocument4 paginiEffect of Cutting Condition Toward Chips Thickness Ratio On Steel Shaft TurningAgeng TaslimÎncă nu există evaluări
- Maintenance Manual For Mitsubishi AC Servo and Spindle Controller CMDSMA1100EDocument242 paginiMaintenance Manual For Mitsubishi AC Servo and Spindle Controller CMDSMA1100EMACKAY9999Încă nu există evaluări