S-ar putea să vă placă și
- PLAN DE MEJORA CONTINUA PARA EMPRESA CERVECERADocument25 paginiPLAN DE MEJORA CONTINUA PARA EMPRESA CERVECERAPierre Antonio García CristobalÎncă nu există evaluări
- Control EstadisticoDocument11 paginiControl EstadisticoMarco Reyes HernandezÎncă nu există evaluări
- Diagrama SIPOCDocument4 paginiDiagrama SIPOCPablo Muñoz100% (1)
- 20T00864 Matriz Causa EfectoDocument131 pagini20T00864 Matriz Causa EfectoHenry ReyesÎncă nu există evaluări
- Analisis de Puntos Criticos de Control Del Proceso de Mermelada de Mora.Document7 paginiAnalisis de Puntos Criticos de Control Del Proceso de Mermelada de Mora.Natalia GomezÎncă nu există evaluări
- Teoría de la decisión aplicada - 2da edición: Análisis de decisiones bajo incertidumbre, riesgo, teoría de juegos y cadenas de MarkovDe la EverandTeoría de la decisión aplicada - 2da edición: Análisis de decisiones bajo incertidumbre, riesgo, teoría de juegos y cadenas de MarkovÎncă nu există evaluări
- Herramientas de Logistica en La ConstDocument32 paginiHerramientas de Logistica en La ConstPercy Farfan EncisoÎncă nu există evaluări
- Formación de Auxiliar de Odontología en menos de 40 horasDocument18 paginiFormación de Auxiliar de Odontología en menos de 40 horasJose PaulÎncă nu există evaluări
- Sistemas de lubricación centralizadaDocument20 paginiSistemas de lubricación centralizadaPablo Cesar Portilla Ordoñez100% (1)
- Introducción a la planificación y control de operaciones en ingeniería químicaDocument19 paginiIntroducción a la planificación y control de operaciones en ingeniería químicamadelyÎncă nu există evaluări
- 112 Manual Practico Eco Indicador 99 PDFDocument34 pagini112 Manual Practico Eco Indicador 99 PDFlizÎncă nu există evaluări
- Aviones LeanDocument14 paginiAviones LeanmarioÎncă nu există evaluări
- Caso de estudio: No conformidades detectadas en auditoría a sistema de gestión de calidad de cadena de restaurantesDocument8 paginiCaso de estudio: No conformidades detectadas en auditoría a sistema de gestión de calidad de cadena de restaurantesAnonymous lZuiQJcZE100% (1)
- Dirección Del Proyecto de Implementación de Un ERP en La Microfinanciera Perú Aplicando Los Estándares Del PMIDocument194 paginiDirección Del Proyecto de Implementación de Un ERP en La Microfinanciera Perú Aplicando Los Estándares Del PMIBoris Del Real CabreraÎncă nu există evaluări
- Formulación y evaluación de proyectos industriales: Creación de nuevas unidades productivas, expansión o mejoramiento de empresas en funcionamientoDe la EverandFormulación y evaluación de proyectos industriales: Creación de nuevas unidades productivas, expansión o mejoramiento de empresas en funcionamientoÎncă nu există evaluări
- Etapas de La Industria MineraDocument7 paginiEtapas de La Industria MineraAngelitoCchÎncă nu există evaluări
- Aplicacion de La Metodología Dmaic - SimferDocument31 paginiAplicacion de La Metodología Dmaic - SimferAlvaro Montero Arellano100% (1)
- Evaluación Final Parte IIDocument6 paginiEvaluación Final Parte IIMiguel Carrasco100% (1)
- Calidad Total DemingDocument23 paginiCalidad Total DemingKatterins CastilloÎncă nu există evaluări
- Casos Finales 2017Document29 paginiCasos Finales 2017Kevin GsÎncă nu există evaluări
- Taller Producción VACACIONAL 2017 - Problemas de Planeación AgregadaDocument3 paginiTaller Producción VACACIONAL 2017 - Problemas de Planeación AgregadaJulio Rodel100% (1)
- Manual Del Rio V-Star 650 2001Document104 paginiManual Del Rio V-Star 650 2001paco_leon_698618100% (2)
- Simulación Con Simio - Módulo 1 - Introducción A SimioDocument16 paginiSimulación Con Simio - Módulo 1 - Introducción A SimioSaraChacpiAlfaroÎncă nu există evaluări
- Grupo #3 Esquema Flor de Loto y Sus TablasDocument7 paginiGrupo #3 Esquema Flor de Loto y Sus TablasRojas RoxanaÎncă nu există evaluări
- Cuaderno Control Estadistico de La CalidadDocument50 paginiCuaderno Control Estadistico de La CalidadEdgar SantiagoÎncă nu există evaluări
- Gurús de Calidad - Sebastián SifuentesDocument9 paginiGurús de Calidad - Sebastián SifuentessebastianÎncă nu există evaluări
- Mejora proceso filtrado zinc mediante técnica incrementar rentabilidad empresaDocument92 paginiMejora proceso filtrado zinc mediante técnica incrementar rentabilidad empresamaritzaÎncă nu există evaluări
- 2016 Scrum Guide SpanishDocument19 pagini2016 Scrum Guide SpanishJavierÎncă nu există evaluări
- Lean Six Sigma en La Industria Aeronáutica Caso de Estudio Ramp Up Disco Fan Leap 1BDocument156 paginiLean Six Sigma en La Industria Aeronáutica Caso de Estudio Ramp Up Disco Fan Leap 1Bvictor amador mercadoÎncă nu există evaluări
- Estandarización de ProcesosDocument158 paginiEstandarización de Procesosbibliogspano100% (1)
- Tesis de Jin Valentin Six Sigma Ing IndustrialDocument130 paginiTesis de Jin Valentin Six Sigma Ing IndustrialJuan Santa Cruz100% (1)
- Diseño de ExperimentosDocument10 paginiDiseño de ExperimentosPaolo Bardales DiazÎncă nu există evaluări
- Tecnicas de Mejoramiento de La ProductividadDocument54 paginiTecnicas de Mejoramiento de La ProductividadJessica PerezÎncă nu există evaluări
- Sesion 2.1 Proced. Medir El TrabajoDocument67 paginiSesion 2.1 Proced. Medir El TrabajoCarolaimHerreraVillafuerteÎncă nu există evaluări
- Mapa de cadena de valorDocument31 paginiMapa de cadena de valorCA PCÎncă nu există evaluări
- Plantilla Reunión RetrospectivaDocument6 paginiPlantilla Reunión RetrospectivaCristhian David Pacheco SierraÎncă nu există evaluări
- Actualización Del PGIRS 2015 - 2027 Pereira PDFDocument190 paginiActualización Del PGIRS 2015 - 2027 Pereira PDFPaola NmzÎncă nu există evaluări
- El Sistema de Produccion ToyotaDocument43 paginiEl Sistema de Produccion ToyotaJESUS DANIEL PEREZ BERNAL100% (1)
- Documentación de procesos y apoyo al sistema de gestión de calidadDocument30 paginiDocumentación de procesos y apoyo al sistema de gestión de calidadJorge Sepulveda0% (1)
- Las Organizaciones Se Diferencian de Otras Por La Presencia de Líderes Que Están Dispuestos A Aplicar La Estrategia Basada en El RiesgoDocument7 paginiLas Organizaciones Se Diferencian de Otras Por La Presencia de Líderes Que Están Dispuestos A Aplicar La Estrategia Basada en El RiesgoFernanda RamírezÎncă nu există evaluări
- Ejecución Control y Cierre 1 PDFDocument44 paginiEjecución Control y Cierre 1 PDFEnrique MerinoÎncă nu există evaluări
- Filosofia de Calidad-Genichi TaguchiDocument10 paginiFilosofia de Calidad-Genichi Taguchijguerra3dÎncă nu există evaluări
- Actividad 8 Equipo 22Document4 paginiActividad 8 Equipo 22LuisArredondo100% (1)
- TAREA #1 - Aplicación Del Pensamiento EsbeltoDocument9 paginiTAREA #1 - Aplicación Del Pensamiento EsbeltoDavid ReyesÎncă nu există evaluări
- Proyecto para incrementar inscripciones en TecMilenioDocument17 paginiProyecto para incrementar inscripciones en TecMilenioKiitziaAleexannDra100% (1)
- Regresión lineal simple temperatura vs presión vapor B-trimetilboroDocument1 paginăRegresión lineal simple temperatura vs presión vapor B-trimetilborolopusÎncă nu există evaluări
- Evaluación Ambiental de Proyectos EmpresarialesDocument25 paginiEvaluación Ambiental de Proyectos EmpresarialesAgapito Bautista Yepes0% (1)
- Tesis AmefDocument50 paginiTesis AmefJack FuentesÎncă nu există evaluări
- TFM Flores ManchenoDocument106 paginiTFM Flores ManchenoRuben UrbizagasteguiÎncă nu există evaluări
- Las 5 Fases en Gestión de ProyectosDocument2 paginiLas 5 Fases en Gestión de ProyectosLuis Manuel GodoyÎncă nu există evaluări
- "Optimización de Procesos PDFDocument77 pagini"Optimización de Procesos PDFPatricioAliagaInfanteÎncă nu există evaluări
- Manufactura Celular 1Document29 paginiManufactura Celular 1Diana Nina DelgadilloÎncă nu există evaluări
- Practicas Pre Profesionales AvanzadoDocument38 paginiPracticas Pre Profesionales AvanzadoIrwin Jesus Ponce RaezÎncă nu există evaluări
- Análisis Del Valor Monetario EsperadoDocument2 paginiAnálisis Del Valor Monetario EsperadoMC MejiaÎncă nu există evaluări
- Lista de Chequeo de Estudio TecnicoDocument3 paginiLista de Chequeo de Estudio TecnicoMarcela RubioÎncă nu există evaluări
- Diagrama de Flujo de ProcesosDocument2 paginiDiagrama de Flujo de ProcesosAndrea GallegosÎncă nu există evaluări
- Evidencia 2 Definicion Del Problema y Estado Actual Del ProcesoDocument13 paginiEvidencia 2 Definicion Del Problema y Estado Actual Del ProcesoJose IdwingÎncă nu există evaluări
- Remodelación jardín casa Bellavista Costa BravaDocument63 paginiRemodelación jardín casa Bellavista Costa BravaFernando Marin100% (1)
- Muestreo de Aceptación CargarDocument33 paginiMuestreo de Aceptación CargarJuan Antonio LaraÎncă nu există evaluări
- Curso Proyectos de IngenieríaDocument67 paginiCurso Proyectos de IngenieríaArgenis Evelio Martinez MezaÎncă nu există evaluări
- Administración de la Producción I - Resumen de examenDocument37 paginiAdministración de la Producción I - Resumen de examenARCHILA GONZALEZ FLOR DE MARIA100% (1)
- Caso DeanDoorCorp PDFDocument3 paginiCaso DeanDoorCorp PDFTito Vanegas0% (1)
- Caso 3Document9 paginiCaso 3Rocío leónÎncă nu există evaluări
- Trabajo IntegradorDocument35 paginiTrabajo IntegradorTito VanegasÎncă nu există evaluări
- Contrato Economista - Via CostaDocument2 paginiContrato Economista - Via CostaTito VanegasÎncă nu există evaluări
- CAPITULO 1 Definitivo - PsDocument31 paginiCAPITULO 1 Definitivo - PsMarcosJimenezA69Încă nu există evaluări
- Foro aprendizaje autocontrol unidadDocument4 paginiForo aprendizaje autocontrol unidadTito VanegasÎncă nu există evaluări
- Informe de Seguimiento Al Sílabo - Metodología de La InvestigaciónDocument19 paginiInforme de Seguimiento Al Sílabo - Metodología de La InvestigaciónTito VanegasÎncă nu există evaluări
- Directorio Parroquia DistritosDocument76 paginiDirectorio Parroquia DistritosTito VanegasÎncă nu există evaluări
- F-IV-52 Proyecto de Investigación FormativaDocument4 paginiF-IV-52 Proyecto de Investigación FormativaTito VanegasÎncă nu există evaluări
- F-IV-52 Proyecto de Investigación Formativa 7mo BDocument5 paginiF-IV-52 Proyecto de Investigación Formativa 7mo BTito VanegasÎncă nu există evaluări
- Menús en ExcelDocument6 paginiMenús en ExcelTito VanegasÎncă nu există evaluări
- IndiceDocument2 paginiIndiceTito VanegasÎncă nu există evaluări
- BaseDocument96 paginiBaseTito VanegasÎncă nu există evaluări
- Ingles IIDocument1 paginăIngles IITito VanegasÎncă nu există evaluări
- Crear Un Complemento o AddDocument7 paginiCrear Un Complemento o AddTito VanegasÎncă nu există evaluări
- Oficio Nro. 09-FMB-006-2021-Convocatoria de ReuniónDocument1 paginăOficio Nro. 09-FMB-006-2021-Convocatoria de ReuniónTito VanegasÎncă nu există evaluări
- Catalogo Mobiliario MedicoDocument16 paginiCatalogo Mobiliario MedicoTito VanegasÎncă nu există evaluări
- Catalogo AlmacenajeDocument16 paginiCatalogo AlmacenajeTito VanegasÎncă nu există evaluări
- Puerta de EntradaDocument1 paginăPuerta de EntradaTito VanegasÎncă nu există evaluări
- Crear Menús en Excel 2003 y Ribbon en Excel 2007 y 2010Document6 paginiCrear Menús en Excel 2003 y Ribbon en Excel 2007 y 2010Tito VanegasÎncă nu există evaluări
- Eje 1 EQDocument5 paginiEje 1 EQTito VanegasÎncă nu există evaluări
- Función CESDocument17 paginiFunción CESTito VanegasÎncă nu există evaluări
- SilaboDocument3 paginiSilaboTito VanegasÎncă nu există evaluări
- TUTOR INDICE MERCADO DE SOLANO k1-1Document3 paginiTUTOR INDICE MERCADO DE SOLANO k1-1Tito VanegasÎncă nu există evaluări
- Indice Mercado KarinaDocument3 paginiIndice Mercado KarinaTito VanegasÎncă nu există evaluări
- Eje 1 EQDocument5 paginiEje 1 EQTito VanegasÎncă nu există evaluări
- Articulo AvanceDocument4 paginiArticulo AvanceTito VanegasÎncă nu există evaluări
- Agua EcuadorDocument27 paginiAgua EcuadorTito VanegasÎncă nu există evaluări
- Cuenca 26 de Abril de 1999Document1 paginăCuenca 26 de Abril de 1999Tito VanegasÎncă nu există evaluări
- Tutor Indice Mercado de SolanoDocument2 paginiTutor Indice Mercado de SolanoTito VanegasÎncă nu există evaluări
- Puerta de EntradaDocument1 paginăPuerta de EntradaTito VanegasÎncă nu există evaluări
- ABC de Las Cuentas NacionalesDocument34 paginiABC de Las Cuentas NacionalesJuan Arturo ReyesÎncă nu există evaluări
- Anthony Grupo 5Document64 paginiAnthony Grupo 5Betsy QuispeÎncă nu există evaluări
- Triptico CancerDocument2 paginiTriptico CancerdenisguilleÎncă nu există evaluări
- CARTUCHERÍADocument11 paginiCARTUCHERÍAMezala MAÎncă nu există evaluări
- Region Dorso-Lumbar - MMIIDocument13 paginiRegion Dorso-Lumbar - MMIINazarena Gomez BauselaÎncă nu există evaluări
- Diagnóstico preventivo motores Himsen Alba GeneraciónDocument121 paginiDiagnóstico preventivo motores Himsen Alba GeneraciónJoseÎncă nu există evaluări
- Resolucion 0542 Obligaciones DepositosDocument4 paginiResolucion 0542 Obligaciones DepositosIvan Alirio RealpeÎncă nu există evaluări
- Costos conjuntos y subproductosDocument4 paginiCostos conjuntos y subproductosKaterin PradoÎncă nu există evaluări
- Ciclo Del MercurioDocument1 paginăCiclo Del MercurioAnonymous B0bYF6100% (1)
- Laboratorio ConexionesTrifasicasDocument24 paginiLaboratorio ConexionesTrifasicasJem ArtyÎncă nu există evaluări
- PerAltuDocument1 paginăPerAltuFredy Miguel OrtizÎncă nu există evaluări
- G-5 Quimica 9 Soluciones, Tipos y Unidades de Concentración IiipDocument6 paginiG-5 Quimica 9 Soluciones, Tipos y Unidades de Concentración IiipDaniela RodriguezÎncă nu există evaluări
- Historia de La Educacion Fisica en CubaDocument15 paginiHistoria de La Educacion Fisica en CubaAlejandro cardenasÎncă nu există evaluări
- Clasificacion de SemillasDocument6 paginiClasificacion de SemillasJACOBO LOPEZÎncă nu există evaluări
- Actividades de lectoescritura para primer gradoDocument2 paginiActividades de lectoescritura para primer gradovereniceÎncă nu există evaluări
- Recikids EducaciónDocument13 paginiRecikids EducaciónEricksette7Încă nu există evaluări
- h2 Resumen CompletoDocument74 paginih2 Resumen CompletoAriadnaÎncă nu există evaluări
- Nte Inen 161Document8 paginiNte Inen 161Mizhu MorochoÎncă nu există evaluări
- 11 PartogramaDocument6 pagini11 PartogramaDiegoMuñozÎncă nu există evaluări
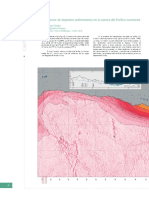
- 6.3 Espesor de Depósitos Sedimentarios en La Cuenca Del Pacífico SurorientalDocument2 pagini6.3 Espesor de Depósitos Sedimentarios en La Cuenca Del Pacífico SurorientalGonzalo TampierÎncă nu există evaluări
- Amadeus Fact Sheet ESP Post IPODocument3 paginiAmadeus Fact Sheet ESP Post IPOHector Leon GarciaÎncă nu există evaluări
- AnfibiosReptilesRespiraciónAlimentaciónCaracterísticasDocument3 paginiAnfibiosReptilesRespiraciónAlimentaciónCaracterísticasMabel MayangaÎncă nu există evaluări
- Norberto Chaves PDFDocument94 paginiNorberto Chaves PDFGigibÎncă nu există evaluări
- APS WPR EspDocument2 paginiAPS WPR EspAndres Avila ContrerasÎncă nu există evaluări
- Celebrating EASTERDocument167 paginiCelebrating EASTERJuan Alfonso Pozas MontesinosÎncă nu există evaluări
- Empresas Exp e Imp 2018Document87 paginiEmpresas Exp e Imp 2018Castro CadenaÎncă nu există evaluări
- Comentarios Sobre "El Agua" de Francis PongeDocument1 paginăComentarios Sobre "El Agua" de Francis PongeNicolas Mendez RamirezÎncă nu există evaluări
- 4 Años - Evaluación DiagnosticaDocument13 pagini4 Años - Evaluación DiagnosticaAditaNinamangoRojasÎncă nu există evaluări