S-ar putea să vă placă și
- TDK .. P Corrosion Mechanism - B4TDocument21 paginiTDK .. P Corrosion Mechanism - B4Tdwi sutiknoÎncă nu există evaluări
- Copper ElectroplatingDocument21 paginiCopper ElectroplatingRahul PandeyÎncă nu există evaluări
- Cooling Water System: and Its ProblemsDocument25 paginiCooling Water System: and Its ProblemsHanif AbdillahÎncă nu există evaluări
- Drinking Water Treatment ProcessDocument48 paginiDrinking Water Treatment ProcessAlnie NemenzoÎncă nu există evaluări
- Properties and Comparisons of Commonly Specified Coatings: Zinc/Zinc-Alloy, Copper/Alloys, and Some Precious MetalsDocument30 paginiProperties and Comparisons of Commonly Specified Coatings: Zinc/Zinc-Alloy, Copper/Alloys, and Some Precious MetalsstingdotÎncă nu există evaluări
- TreatmentMitigation PDFDocument38 paginiTreatmentMitigation PDFFraztya HebbyÎncă nu există evaluări
- Challenges in Management of Pollution Control in Electroplating Industries in Achieving Zero Liquid Discharge For Sustainable DevelopmentDocument27 paginiChallenges in Management of Pollution Control in Electroplating Industries in Achieving Zero Liquid Discharge For Sustainable Developmentprashant_cool_4_uÎncă nu există evaluări
- Troubleshooting Chrome PlatingDocument14 paginiTroubleshooting Chrome PlatingAditi YerudkarÎncă nu există evaluări
- SGA MP 415 W6 - 1 Corrosion 1Document33 paginiSGA MP 415 W6 - 1 Corrosion 1Phillip WeyersÎncă nu există evaluări
- Hard Chromium ElectroplatingDocument14 paginiHard Chromium ElectroplatingRahul PandeyÎncă nu există evaluări
- Tin PlatingDocument30 paginiTin PlatingRahul Pandey100% (3)
- Anode Presentation091415Document77 paginiAnode Presentation091415Josselin CastilloÎncă nu există evaluări
- Lead-Acid Battery ComponentsDocument41 paginiLead-Acid Battery ComponentsBalakrishnan Pedda Govindier100% (1)
- Electroplating Zinc and Zinc Alloys: Processes and PropertiesDocument30 paginiElectroplating Zinc and Zinc Alloys: Processes and PropertiesHari SuthanÎncă nu există evaluări
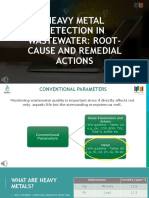
- Heavy Metal Detection in Wastewater Root-Cause and Remedial ActionsDocument35 paginiHeavy Metal Detection in Wastewater Root-Cause and Remedial ActionsNazmul hasanÎncă nu există evaluări
- Corrosion Control Class For As, BS, AW, & BWDocument79 paginiCorrosion Control Class For As, BS, AW, & BWTuanÎncă nu există evaluări
- Chemy RevisionDocument11 paginiChemy RevisionSHARVIIN NAIRÎncă nu există evaluări
- Presentation 5 - Welding in Stainless SteelDocument93 paginiPresentation 5 - Welding in Stainless SteelmuthukumaranÎncă nu există evaluări
- Brass Plating Solutions and ProcessesDocument1 paginăBrass Plating Solutions and ProcessesShahzaib ShahidÎncă nu există evaluări
- Jotun CourseDocument76 paginiJotun CourseElhusseiny Fouda100% (1)
- Basic of CorrosionDocument67 paginiBasic of Corrosionkenzsugiyanto100% (1)
- AWT Standards For Corrosion Rates PDFDocument2 paginiAWT Standards For Corrosion Rates PDFdalton2004Încă nu există evaluări
- CorrosionDocument25 paginiCorrosionmahmoud EissaÎncă nu există evaluări
- Vi. Ceramics and MetalDocument4 paginiVi. Ceramics and MetalLudwig RamosÎncă nu există evaluări
- Degradation of Materials Nov 07Document29 paginiDegradation of Materials Nov 07vinguyÎncă nu există evaluări
- Ronovel CMDocument12 paginiRonovel CMtkpeng76Încă nu există evaluări
- Screening Damage Mechanism - 581 & 571Document28 paginiScreening Damage Mechanism - 581 & 571Febri Ramdani NugrahaÎncă nu există evaluări
- Fundamentals CourseDocument43 paginiFundamentals CourseSrikanth SrikantiÎncă nu există evaluări
- Trainning Double A - CoolingDocument102 paginiTrainning Double A - CoolingKookkai NuttimaÎncă nu există evaluări
- Lecture 4 - Wafer CleanDocument24 paginiLecture 4 - Wafer Cleanimage05Încă nu există evaluări
- How Corrosion Occurs and Methods to Prevent ItDocument25 paginiHow Corrosion Occurs and Methods to Prevent ItrahmadÎncă nu există evaluări
- Intec UT P3Document25 paginiIntec UT P3shajeerÎncă nu există evaluări
- MFA 4000 Lithography Process OverviewDocument46 paginiMFA 4000 Lithography Process OverviewPrakharÎncă nu există evaluări
- Corrosion: Lydia - Uitm SaDocument9 paginiCorrosion: Lydia - Uitm SaLydiaRH100% (1)
- Alufinishing TrainingDocument36 paginiAlufinishing Trainingantzz alljc100% (1)
- Chem F4 Chapter 8Document6 paginiChem F4 Chapter 8JΞτΗασÎncă nu există evaluări
- Laser Comparison ChartDocument1 paginăLaser Comparison ChartHung LeÎncă nu există evaluări
- Cyanide Copper Plating SolutionsDocument3 paginiCyanide Copper Plating Solutionsshanmukha MechanicalÎncă nu există evaluări
- 01 Corrosion - Grade1Document23 pagini01 Corrosion - Grade1Aravind BabuÎncă nu există evaluări
- Zinc PlatingDocument4 paginiZinc Platingrohitpatil330% (1)
- Metallographic Specimen Preparation Basics: by Donald C. Zipperian, Ph.D. Pace TechnologiesDocument14 paginiMetallographic Specimen Preparation Basics: by Donald C. Zipperian, Ph.D. Pace Technologiesrazor75apÎncă nu există evaluări
- Copper Anode Presentation - Unabridged Part 1Document43 paginiCopper Anode Presentation - Unabridged Part 1victor perez villegasÎncă nu există evaluări
- Niobium, Titanium AnodizingDocument6 paginiNiobium, Titanium AnodizingCary Brief100% (1)
- SaltworksDocument2 paginiSaltworksChapÎncă nu există evaluări
- Chapter 1 (A) Corrosion SlideDocument26 paginiChapter 1 (A) Corrosion SlideNasyitah TarmiziÎncă nu există evaluări
- Material Composition Properties ApplicationsDocument7 paginiMaterial Composition Properties Applicationsvikrant GarudÎncă nu există evaluări
- Motivation:-: WWW - Parhladsharma.inDocument8 paginiMotivation:-: WWW - Parhladsharma.insurajit biswasÎncă nu există evaluări
- Inorganic Chemistry ReviewerDocument2 paginiInorganic Chemistry ReviewerKutoo BayÎncă nu există evaluări
- Joint Restraint - Improper Bead Shape - Hydrogen Pickup - Rapid Cooling Rate - High Carbon/Alloy Content - Low Melting Point ContaminantsDocument1 paginăJoint Restraint - Improper Bead Shape - Hydrogen Pickup - Rapid Cooling Rate - High Carbon/Alloy Content - Low Melting Point ContaminantsLucian HoudiniÎncă nu există evaluări
- Guideline Macro Micro Etching PDFDocument5 paginiGuideline Macro Micro Etching PDFVinoth Kumar PothuvudaiÎncă nu există evaluări
- Cathodic Protection: Which One To Use & Latest DevelopmentsDocument49 paginiCathodic Protection: Which One To Use & Latest Developmentskevin_au18Încă nu există evaluări
- Metal FinishingDocument29 paginiMetal FinishingEeraúÎncă nu există evaluări
- Lead Anode Failure MechanismsDocument21 paginiLead Anode Failure MechanismsFrancisco Javier Alarcón GarridoÎncă nu există evaluări
- High Quality Immersion Silver PCB ManufacturerDocument27 paginiHigh Quality Immersion Silver PCB ManufacturerjackÎncă nu există evaluări
- 6 Cal-Contactors Lee Odell FinalDocument30 pagini6 Cal-Contactors Lee Odell FinalDivine Jacob MathewÎncă nu există evaluări
- Electroplating: Northbrook, IL 847.528.3467Document14 paginiElectroplating: Northbrook, IL 847.528.3467Halim BoucettaÎncă nu există evaluări
- CHEM1E (Module 3) Activity 1: USES OF GLASSDocument4 paginiCHEM1E (Module 3) Activity 1: USES OF GLASSMARK JOSEPH SILLAÎncă nu există evaluări
- Anodising Aluminium for Protection and DecorationDocument7 paginiAnodising Aluminium for Protection and DecorationChinmay Bhuta100% (1)
- ELECTRONIC ENGINEERING LTD. Outdoor PIR ManualDocument18 paginiELECTRONIC ENGINEERING LTD. Outdoor PIR Manualtadeo.hdzÎncă nu există evaluări
- Three Stage Nested Miller Low - Voltage AmplifierDocument19 paginiThree Stage Nested Miller Low - Voltage Amplifierapi-19646514Încă nu există evaluări
- Evaluating JFET Transistors for Linear Performance in Active Antenna DesignsDocument9 paginiEvaluating JFET Transistors for Linear Performance in Active Antenna DesignsAlex SanÎncă nu există evaluări
- (TI) PLL Performance, Simulation 5th Edition-Dean Banerjee PDFDocument497 pagini(TI) PLL Performance, Simulation 5th Edition-Dean Banerjee PDFMuresan GabrielÎncă nu există evaluări
- MFZ Ovitor Control Block - CS300 - ENGDocument28 paginiMFZ Ovitor Control Block - CS300 - ENGGunnar100% (1)
- 3ADW000163R0201 - Technical Guide - e - B PDFDocument28 pagini3ADW000163R0201 - Technical Guide - e - B PDFAhmed MoustafaÎncă nu există evaluări
- Multipath - Conf HITACHIDocument3 paginiMultipath - Conf HITACHIBreno RodriguesÎncă nu există evaluări
- Lista de Libros y SolucionariosDocument3 paginiLista de Libros y SolucionariosEddy Ramirez Quiroga100% (1)
- Wi-Fi Router Huawei E5830 EngDocument28 paginiWi-Fi Router Huawei E5830 EngMuhammad Ibnu Al KaffyÎncă nu există evaluări
- Max 77301Document70 paginiMax 77301hakim BGÎncă nu există evaluări
- All India Radio QuizDocument15 paginiAll India Radio QuizMamta100% (3)
- Accident Recognition Through Crash Detection and Alerting System Using GSMDocument17 paginiAccident Recognition Through Crash Detection and Alerting System Using GSMsaprakash1712Încă nu există evaluări
- Low Cost PCO Billing Meter PDFDocument1 paginăLow Cost PCO Billing Meter PDFShrivlsi RamÎncă nu există evaluări
- Camera For Corona DetectionDocument4 paginiCamera For Corona DetectionUdriste DanielÎncă nu există evaluări
- RFID+ Reader iOS Application NotesDocument12 paginiRFID+ Reader iOS Application NotesneocodesoftwareÎncă nu există evaluări
- Ultravox - Distriaudio catalog with PA speaker models and pricesDocument2 paginiUltravox - Distriaudio catalog with PA speaker models and pricesFabian MedinaÎncă nu există evaluări
- Cable Size - Voltage DropDocument5 paginiCable Size - Voltage DropFaheem MushtaqÎncă nu există evaluări
- Robcomm 3Document62 paginiRobcomm 3Jorge L. Aguilar MartínezÎncă nu există evaluări
- MATLAB Simulink IntroductionDocument21 paginiMATLAB Simulink Introductionhodeegits9526Încă nu există evaluări
- Sony MZ-B50 Service ManualDocument72 paginiSony MZ-B50 Service ManualDavid PiçarraÎncă nu există evaluări
- EmtlDocument707 paginiEmtlLaxmiSahithi100% (1)
- WEG w22 Three Phase Motor Technical Australia New Zealand Market 50025541 BR - Mo - W22technical Catalogue - BSC Brochure English PDFDocument40 paginiWEG w22 Three Phase Motor Technical Australia New Zealand Market 50025541 BR - Mo - W22technical Catalogue - BSC Brochure English PDFMohammad Mahdi BozorgzadehÎncă nu există evaluări
- Hot Rod III Deluxe and DeVille - Gamp - ManualDocument28 paginiHot Rod III Deluxe and DeVille - Gamp - Manuala personÎncă nu există evaluări
- Electronics Solutions Guide with Discrete ComponentsDocument174 paginiElectronics Solutions Guide with Discrete ComponentsLucas EtienneÎncă nu există evaluări
- Samsung proprietary board information and power sequence timingDocument2 paginiSamsung proprietary board information and power sequence timingHumberto AndujarÎncă nu există evaluări
- Lorenz NumberDocument25 paginiLorenz NumberArum AnggrahiniÎncă nu există evaluări
- Studies in Deep Strata Radio Communications U.S. Air Force and Raytheon Co., 10-1962.Document425 paginiStudies in Deep Strata Radio Communications U.S. Air Force and Raytheon Co., 10-1962.Bob Laughlin, KWØRLÎncă nu există evaluări
- 74HC14 PDFDocument8 pagini74HC14 PDFNielsy R. Aparicio QuirogaÎncă nu există evaluări
- TX-1000 OwnerManualDocument16 paginiTX-1000 OwnerManualPato LankenauÎncă nu există evaluări
- Raindropz Remix - YouTubeDocument3 paginiRaindropz Remix - YouTubeGary DiazÎncă nu există evaluări