S-ar putea să vă placă și
- Analisis de Falla Brida PSV 2104B (Autoguardado)Document5 paginiAnalisis de Falla Brida PSV 2104B (Autoguardado)jose corrosion100% (1)
- Tornillos de Alta Resistencia y SoldaduraDocument8 paginiTornillos de Alta Resistencia y SoldaduraAni RiveroÎncă nu există evaluări
- Consideraciones Sobre El HOT-TAPDocument43 paginiConsideraciones Sobre El HOT-TAPperfiles12100% (3)
- Cargas de Torsión Con SoldadurasDocument6 paginiCargas de Torsión Con SoldadurasKoichi BetancourtÎncă nu există evaluări
- Analisis de Fallas de Soldadura de FileteDocument6 paginiAnalisis de Fallas de Soldadura de Fileterplata63809Încă nu există evaluări
- Uniones SoldadasDocument22 paginiUniones SoldadasCésarPachoRodríguezÎncă nu există evaluări
- Ensayo de DobladoDocument22 paginiEnsayo de DobladoFelipe Erreape Avendaño0% (2)
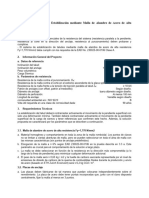
- ETE. Sistema Integral de Estabilización Mediante Malla de Alambre de Acero de Alta Resistencia y AnclajesDocument3 paginiETE. Sistema Integral de Estabilización Mediante Malla de Alambre de Acero de Alta Resistencia y Anclajesdiegomatute2161Încă nu există evaluări
- Informe Ensayo de TracciónDocument14 paginiInforme Ensayo de TracciónJossWadasfghasdSdfsdÎncă nu există evaluări
- Et Tuberia Forzada CH ZañaDocument7 paginiEt Tuberia Forzada CH ZañaRubén CallataÎncă nu există evaluări
- Proyecto y CalculoDocument15 paginiProyecto y CalculotlilayatziÎncă nu există evaluări
- Reparación Fisura en Llanta Horno RotatorioDocument13 paginiReparación Fisura en Llanta Horno RotatorioJavier Gutierrez100% (1)
- Ruptura de Eje en Sistema BESDocument9 paginiRuptura de Eje en Sistema BESlevy rieraÎncă nu există evaluări
- Lab PRQ-2240 (Ensayo de Corte)Document10 paginiLab PRQ-2240 (Ensayo de Corte)Jose Luis Llave MuñozÎncă nu există evaluări
- ProbetasDocument9 paginiProbetasTravis Moon100% (1)
- Desarrollo de Temario Diseño IIDocument58 paginiDesarrollo de Temario Diseño IIGris Verastegui100% (1)
- Conexiones SoldadasDocument19 paginiConexiones SoldadasAndres Vicente AlvaradoÎncă nu există evaluări
- SoldaduraDocument15 paginiSoldaduraHector Blas100% (1)
- Acoplamientos Tipo Espiga CampanaDocument12 paginiAcoplamientos Tipo Espiga Campanaagusbustos06100% (1)
- Conexiones Soldadura y Pernos Ula Prof - America B.torijaDocument60 paginiConexiones Soldadura y Pernos Ula Prof - America B.torijaJose HidalgoÎncă nu există evaluări
- Falla de Eje Caja ReductoraDocument6 paginiFalla de Eje Caja ReductoraalexissalazarÎncă nu există evaluări
- Prueba Peeling Ypergas Gts-pp1Document6 paginiPrueba Peeling Ypergas Gts-pp1clcarreraÎncă nu există evaluări
- Tutorial 46Document8 paginiTutorial 46Rene SalasÎncă nu există evaluări
- Barrueta Aguirre Henry Emerson-Trabajo #2 Diseño de Elementos de Acero A Tracción-Filial HuánucoDocument10 paginiBarrueta Aguirre Henry Emerson-Trabajo #2 Diseño de Elementos de Acero A Tracción-Filial Huánucohenry emerson barrueta aguirreÎncă nu există evaluări
- Reconstrucción PorDocument7 paginiReconstrucción PorCheDavixsÎncă nu există evaluări
- INGUN GKS-112 306 250 R 3010 M GKS-112-1849 ES DatasheetDocument2 paginiINGUN GKS-112 306 250 R 3010 M GKS-112-1849 ES DatasheetDanielMataróDíazÎncă nu există evaluări
- Proceso de Soldadura Por Arco SumergidoDocument10 paginiProceso de Soldadura Por Arco SumergidoJuan GranaraÎncă nu există evaluări
- Codo 90Document16 paginiCodo 90kelvinÎncă nu există evaluări
- SOLDA202051.Influencia Del Tipo de Cordón - Guerrero, Mera, Pantoja, VillegasDocument12 paginiSOLDA202051.Influencia Del Tipo de Cordón - Guerrero, Mera, Pantoja, VillegasSEBASTIAN ALEJANDRO MENDOZA GARCIAÎncă nu există evaluări
- Anclajes en ConcretoDocument17 paginiAnclajes en ConcretoMaria Fernanda Uribe LopezÎncă nu există evaluări
- 1618-1998A SoldaduraDocument12 pagini1618-1998A SoldaduraJesus R. Romero ManzanillaÎncă nu există evaluări
- Modulo 5 API 1104 Anexo BDocument33 paginiModulo 5 API 1104 Anexo BjeliachÎncă nu există evaluări
- 6.1 Clasificación y Designación de Roscas.: TornilloDocument10 pagini6.1 Clasificación y Designación de Roscas.: TornilloKevin Perez100% (1)
- Manual de Inspeccion de Acero PDFDocument13 paginiManual de Inspeccion de Acero PDFMiguel D Lima100% (1)
- Tension y Doblado Del Acero 1Document14 paginiTension y Doblado Del Acero 1Fredo Godofredo100% (1)
- Eficiencia de La Junta-AsmeDocument5 paginiEficiencia de La Junta-AsmeEric CocioÎncă nu există evaluări
- Informe Bisel EspeDocument14 paginiInforme Bisel Espefer5herreratorresÎncă nu există evaluări
- Myr-Sso-Pets-003procedimiento de Reparaciones de Geomembrana - Rev00Document16 paginiMyr-Sso-Pets-003procedimiento de Reparaciones de Geomembrana - Rev00Gisela Roxana Cardenas Espinoza100% (1)
- Procedimiento General de Radiografia Segun Asme B31.3-Asme b31.3Document20 paginiProcedimiento General de Radiografia Segun Asme B31.3-Asme b31.3jimper26100% (3)
- Fallas en NiplesDocument8 paginiFallas en NiplesalorboÎncă nu există evaluări
- Ensayo A Traccion Del AceroDocument10 paginiEnsayo A Traccion Del AceroJuanFcoCaraballoÎncă nu există evaluări
- TSG 557 Procedimiento de Ultrasonido Asme Viii-2010 Rev ADocument13 paginiTSG 557 Procedimiento de Ultrasonido Asme Viii-2010 Rev Ajaime huertasÎncă nu există evaluări
- Proceso de Estirado HerlyDocument14 paginiProceso de Estirado HerlyOmar ZapataÎncă nu există evaluări
- Laboraorio de Traccion y Dureza - Acero Inoxidable Ferritico 13 CR 405 - Janampa-RiverosDocument24 paginiLaboraorio de Traccion y Dureza - Acero Inoxidable Ferritico 13 CR 405 - Janampa-RiverosPaul Vicente Candia TorresÎncă nu există evaluări
- Seccion Transformada y FisuracionDocument13 paginiSeccion Transformada y FisuracionBrenda FloresÎncă nu există evaluări
- Propiedades y Caracteristicas de Las Tuberias de ProduccionDocument37 paginiPropiedades y Caracteristicas de Las Tuberias de Produccionalejandro arteaga vega100% (2)
- Normas de Fabricacion de BridasDocument5 paginiNormas de Fabricacion de BridasJuan Jose Alarcon Aquino50% (2)
- Métodos de PruebaDocument79 paginiMétodos de PruebaRodrigo SanchexÎncă nu există evaluări
- Resistencia A La FatigaDocument38 paginiResistencia A La FatigaJordan Muñoz GarciaÎncă nu există evaluări
- NMX B 072 1986Document11 paginiNMX B 072 1986evelazÎncă nu există evaluări
- Informe 2 Pràctica de Oxiacetileno (OAW)Document9 paginiInforme 2 Pràctica de Oxiacetileno (OAW)Catalina Madriz MasísÎncă nu există evaluări
- Uniones Atornilladas Clase Diseño en Acero PDFDocument25 paginiUniones Atornilladas Clase Diseño en Acero PDFAnonymous 08ObAbÎncă nu există evaluări
- 3.4b - AnclajesDocument18 pagini3.4b - AnclajesEduardo Alemany PerretÎncă nu există evaluări
- 1.-Principios para El Diseño de Conexión Precalificada RBSDocument57 pagini1.-Principios para El Diseño de Conexión Precalificada RBSGabriel Contreras Alfaro100% (3)
- Agrietamiento Por Contracción en Miembros de Concreto Completamente RestringidoDocument4 paginiAgrietamiento Por Contracción en Miembros de Concreto Completamente RestringidoRodolfo Jimenez MelquiadesÎncă nu există evaluări
- Calificacion Paso A Paso Del Soldador CoDocument22 paginiCalificacion Paso A Paso Del Soldador Colinder briones paredesÎncă nu există evaluări
- Ejercicios sobre elasticidad y resistencia de materialesDe la EverandEjercicios sobre elasticidad y resistencia de materialesÎncă nu există evaluări
- Certificado de Habitabilidad: Forma A-1 Modulos / EdificiosDocument2 paginiCertificado de Habitabilidad: Forma A-1 Modulos / Edificiosjose corrosionÎncă nu există evaluări
- Ir-001 PCV-2104BDocument1 paginăIr-001 PCV-2104Bjose corrosionÎncă nu există evaluări
- Reporte de Prueba "Ampliacion Unidad FCC Cardon" de Revestimiento Contrato Refractario Monolitico Antes de La Instalacion Form F-1Document2 paginiReporte de Prueba "Ampliacion Unidad FCC Cardon" de Revestimiento Contrato Refractario Monolitico Antes de La Instalacion Form F-1jose corrosionÎncă nu există evaluări
- Curso MedicionEspesoresConRadiografia2014Document53 paginiCurso MedicionEspesoresConRadiografia2014jose corrosionÎncă nu există evaluări
- Sranantongo-Portugues Capacidad de BusquedaDocument193 paginiSranantongo-Portugues Capacidad de Busquedajose corrosionÎncă nu există evaluări
- Instructivo A 1Document4 paginiInstructivo A 1jose corrosionÎncă nu există evaluări
- Tub Pros ListoDocument2 paginiTub Pros Listojose corrosionÎncă nu există evaluări
- Ruptura Sistema Contra IncendioDocument9 paginiRuptura Sistema Contra Incendiojose corrosionÎncă nu există evaluări
- Ir-001 PCV-2104BDocument5 paginiIr-001 PCV-2104Bjose corrosionÎncă nu există evaluări
- Tubpro 1 6000Document8 paginiTubpro 1 6000jose corrosionÎncă nu există evaluări
- ODT-2690C - 1233-PO-0710-001-03 1 - Resumen Data BookDocument1 paginăODT-2690C - 1233-PO-0710-001-03 1 - Resumen Data Bookjose corrosionÎncă nu există evaluări
- Email Criterios de AceptaciónDocument10 paginiEmail Criterios de Aceptaciónjose corrosionÎncă nu există evaluări
- Areas Del Cellar Deck 2Document10 paginiAreas Del Cellar Deck 2jose corrosionÎncă nu există evaluări
- Tabla de DanosDocument3 paginiTabla de Danosjose corrosionÎncă nu există evaluări
- ACI 117. Specifications For Tolerances For ConcreteDocument47 paginiACI 117. Specifications For Tolerances For Concretejose corrosion78% (9)
- Indice. Anexo A. Alcance y Especificaciones Tecnicas PDFDocument107 paginiIndice. Anexo A. Alcance y Especificaciones Tecnicas PDFjose corrosionÎncă nu există evaluări
- FORM. INSP Maquina de SoldarDocument4 paginiFORM. INSP Maquina de Soldarjose corrosionÎncă nu există evaluări
- Criterios Aceptaci+ N Ensayos ConcretoDocument2 paginiCriterios Aceptaci+ N Ensayos Concretojose corrosionÎncă nu există evaluări
- Rellenos RDCDocument51 paginiRellenos RDCjose corrosion100% (4)
- Procedimiento Normal: #HDT1-PN-4514 Neutralización de Los E-3002A/B/C/D/E/FDocument6 paginiProcedimiento Normal: #HDT1-PN-4514 Neutralización de Los E-3002A/B/C/D/E/Fjose corrosionÎncă nu există evaluări
- Rellenos RDCDocument51 paginiRellenos RDCjose corrosion100% (4)
- ACI 117. Specifications For Tolerances For ConcreteDocument47 paginiACI 117. Specifications For Tolerances For Concretejose corrosion78% (9)
- Resumen HDT-1 Tambores Torres y ReactoresDocument7 paginiResumen HDT-1 Tambores Torres y Reactoresjose corrosionÎncă nu există evaluări
- Equipos Por Impacto Operacional HDT-1Document8 paginiEquipos Por Impacto Operacional HDT-1jose corrosionÎncă nu există evaluări
- Tipos de Corrosión 2Document45 paginiTipos de Corrosión 2Ariel IbarraÎncă nu există evaluări
- Tipos de Corrosión 2Document10 paginiTipos de Corrosión 2jose corrosionÎncă nu există evaluări
- 0602 - 1 - 014 Fundaciones OctogonalesDocument8 pagini0602 - 1 - 014 Fundaciones OctogonalesogilbeÎncă nu există evaluări
- Pi 14 01 01Document11 paginiPi 14 01 01nieve herediaÎncă nu există evaluări
- InspeccionDocument14 paginiInspecciondangelodonÎncă nu există evaluări
- CasaDocument1 paginăCasajose corrosionÎncă nu există evaluări
- CLESCRANE CHGB Oferta de Semi-Pórtico Birrrail 5tDocument12 paginiCLESCRANE CHGB Oferta de Semi-Pórtico Birrrail 5tAbigail Quispe FloresÎncă nu există evaluări
- Antecedentes de La Arquitectura Moderna LatinoamericanaDocument12 paginiAntecedentes de La Arquitectura Moderna LatinoamericanaVirginia Esther Ortega ArizaÎncă nu există evaluări
- Tarjeta ElectronicaDocument8 paginiTarjeta ElectronicasofiaÎncă nu există evaluări
- Guia QuimicaDocument13 paginiGuia QuimicaAngel Jacob Cabrera MartínezÎncă nu există evaluări
- Segundo AvanceDocument94 paginiSegundo AvanceCarlos ArteagaÎncă nu există evaluări
- Cap 11 S 4Document11 paginiCap 11 S 4Stephie GalindoÎncă nu există evaluări
- 1 Era Ley de Newton en PuentesDocument14 pagini1 Era Ley de Newton en Puentesnataly vallaÎncă nu există evaluări
- Características Fisica TareaDocument6 paginiCaracterísticas Fisica TareaarceliaÎncă nu există evaluări
- Maquina Cerradora de Codo 2 1Document10 paginiMaquina Cerradora de Codo 2 1Santiago CalizayaÎncă nu există evaluări
- Apunte 2: Derivadas ParcialesDocument11 paginiApunte 2: Derivadas ParcialesJocelyn Aravena VelardeÎncă nu există evaluări
- Seico Ltda.: Estudios Y Diseños GeotecnicosDocument15 paginiSeico Ltda.: Estudios Y Diseños GeotecnicosHeriberto Fuentes HÎncă nu există evaluări
- Tipos de MuestreoDocument2 paginiTipos de MuestreoJuan José Torres DominguezÎncă nu există evaluări
- Tr2 Matemática AplicadaDocument9 paginiTr2 Matemática AplicadaSnaydherd Silva BernillaÎncă nu există evaluări
- Actividades de Teatro PDFDocument22 paginiActividades de Teatro PDFLore SonyÎncă nu există evaluări
- Ciclo Iii 28 de AgostoDocument5 paginiCiclo Iii 28 de Agostonancy pinedaÎncă nu există evaluări
- Ficha # 4 Proceso de ReplicaciónDocument11 paginiFicha # 4 Proceso de Replicaciónheidi monestelÎncă nu există evaluări
- Actuación Del Celador en La Sala de Autopsias - IIDocument5 paginiActuación Del Celador en La Sala de Autopsias - IISergio NavarroÎncă nu există evaluări
- Ejercicios Clase6 PDFDocument1 paginăEjercicios Clase6 PDFelizardo macias condori100% (1)
- CH 24 11 23Document76 paginiCH 24 11 23Joel LoarteÎncă nu există evaluări
- Funciones en Varias VariablesvDocument10 paginiFunciones en Varias VariablesvDanitza YucraÎncă nu există evaluări
- Nitracion Del Acido SalicilicoDocument5 paginiNitracion Del Acido SalicilicoAndres SernaÎncă nu există evaluări
- Propuesta de Tratamiento de Remediacion de Los Efluentes Mineros Mediante La DolomitaDocument7 paginiPropuesta de Tratamiento de Remediacion de Los Efluentes Mineros Mediante La DolomitaKatherine ZuñigaÎncă nu există evaluări
- Ejercicios de Funcion de Primer y Segundo Grado para Discutir en ParejaDocument1 paginăEjercicios de Funcion de Primer y Segundo Grado para Discutir en ParejaDïëgö BöhörqüëzÎncă nu există evaluări
- Practica 1 Determinación de Relación Talla-Peso y Factor de Condición de Euthynnus Alletteratus ItzayanaGtzDocument14 paginiPractica 1 Determinación de Relación Talla-Peso y Factor de Condición de Euthynnus Alletteratus ItzayanaGtzItzayana GtzÎncă nu există evaluări
- Mediciones - Laboratorio N°2Document14 paginiMediciones - Laboratorio N°2Alex Ostos AlvaÎncă nu există evaluări
- Circuito Probador de IC de Amplificador OperacionalDocument4 paginiCircuito Probador de IC de Amplificador OperacionaleduardoquijadaÎncă nu există evaluări
- Algebra Lineal TrabajoDocument7 paginiAlgebra Lineal TrabajoXiomy Julieth Rodriguez RivasÎncă nu există evaluări
- Cuadro Comparativo de ObjetivosDocument3 paginiCuadro Comparativo de ObjetivosJuan David Aponte SÎncă nu există evaluări
- Resumen Segundo Parcial RealesDocument64 paginiResumen Segundo Parcial Realesandrea vidaurreÎncă nu există evaluări
- Miocardiopatias Hipertrofica y DilatadaDocument44 paginiMiocardiopatias Hipertrofica y Dilatadajacquelynherrera2508Încă nu există evaluări