S-ar putea să vă placă și
- Alstom IRDocument4 paginiAlstom IRkasi reddyÎncă nu există evaluări
- PWHTDocument103 paginiPWHTChetan B KapadiaÎncă nu există evaluări
- WPS NMB 001Document6 paginiWPS NMB 001mohamed nasserÎncă nu există evaluări
- Surface Tension Transfer (STT) Pipe WeldingDocument3 paginiSurface Tension Transfer (STT) Pipe WeldingahmedÎncă nu există evaluări
- WRIDocument51 paginiWRIHarsha Vardhan Meduri100% (1)
- WeldDocs WPSDocument2 paginiWeldDocs WPSMDSIKKU_2005Încă nu există evaluări
- Book - Vol.1&2 - BasicsAndQuality - 22junDocument82 paginiBook - Vol.1&2 - BasicsAndQuality - 22junlth770310Încă nu există evaluări
- Backing & RetainerDocument4 paginiBacking & RetainersatraheÎncă nu există evaluări
- Weldinglectures4 6 141006115241 Conversion Gate02 PDFDocument102 paginiWeldinglectures4 6 141006115241 Conversion Gate02 PDFramuÎncă nu există evaluări
- Section 9 - Welding ControlDocument6 paginiSection 9 - Welding ControlYasser Hammad MohamedÎncă nu există evaluări
- KEMPPI Welding Technology Course: R.BanerjeeDocument78 paginiKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaÎncă nu există evaluări
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Document21 paginiTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- By RPS Welding ConsultantsDocument41 paginiBy RPS Welding ConsultantsvairavnÎncă nu există evaluări
- Material Dissimilar JointsDocument7 paginiMaterial Dissimilar JointsPemburu JablayÎncă nu există evaluări
- PRES TIG Hot Wire Narrow Gap Welding enDocument25 paginiPRES TIG Hot Wire Narrow Gap Welding enRavishankarÎncă nu există evaluări
- Procurement Services: Industry & Facilities DivisionDocument10 paginiProcurement Services: Industry & Facilities Divisionkbpatel123Încă nu există evaluări
- 16 Welding ConsumablesDocument63 pagini16 Welding ConsumablesJawed AkhterÎncă nu există evaluări
- Selected Welding Application in Offshore IndustryDocument38 paginiSelected Welding Application in Offshore IndustryzuudeeÎncă nu există evaluări
- Weld RepireDocument91 paginiWeld RepireالGINIRAL FREE FIREÎncă nu există evaluări
- Company Name Key Information Questions Answers File Reference Reviews & ApprovalsDocument7 paginiCompany Name Key Information Questions Answers File Reference Reviews & ApprovalsMAT-LIONÎncă nu există evaluări
- Welding Repair ProcedureDocument4 paginiWelding Repair ProcedureRiky SumantriÎncă nu există evaluări
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 paginiA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableÎncă nu există evaluări
- Weld Repair ProcedureDocument51 paginiWeld Repair Proceduremohd as shahiddin jafriÎncă nu există evaluări
- Lesson 14 WelderQuals - New2Document80 paginiLesson 14 WelderQuals - New2Mohd Syafiq100% (1)
- Gas Metal Arc WeldingDocument52 paginiGas Metal Arc WeldingBalakumarÎncă nu există evaluări
- A Brief Synopsis ofDocument54 paginiA Brief Synopsis ofNO ONEÎncă nu există evaluări
- Weld GaugesDocument15 paginiWeld GaugessojeckÎncă nu există evaluări
- Critical Observations During A Shut Down Audit of A PF BoilerDocument9 paginiCritical Observations During A Shut Down Audit of A PF Boilerparthi20065768Încă nu există evaluări
- Weld DefectsDocument43 paginiWeld Defectsraju100% (1)
- WPSPQRDocument11 paginiWPSPQR0502raviÎncă nu există evaluări
- RTCC Manual WPS Approval WE-WPS-001Document7 paginiRTCC Manual WPS Approval WE-WPS-001Akansha SharmaÎncă nu există evaluări
- WI & CERT Kelas EDocument22 paginiWI & CERT Kelas EKevin ArmandoÎncă nu există evaluări
- Joints (Qw-402) DetailsDocument3 paginiJoints (Qw-402) DetailsNaqqash SajidÎncă nu există evaluări
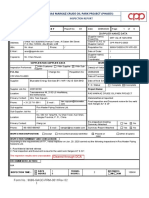
- Bluewater MIR Roc Master CPP IR 003 (Jun.20 PDFDocument8 paginiBluewater MIR Roc Master CPP IR 003 (Jun.20 PDFANIL PLAMOOTTIL100% (1)
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 paginiCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONÎncă nu există evaluări
- TVL-Shielded Metal Arc Welding 12 Third: PanimulaDocument3 paginiTVL-Shielded Metal Arc Welding 12 Third: PanimulaFlorinda Gagasa100% (1)
- Specification For WeldingDocument67 paginiSpecification For WeldingMehdi NouriÎncă nu există evaluări
- Tuv India Private Limited: Inspection Visit ReportDocument5 paginiTuv India Private Limited: Inspection Visit ReportAkhtar aliÎncă nu există evaluări
- En 15085-2020-What Has ChangedDocument2 paginiEn 15085-2020-What Has ChangedBoran YelkenciogluÎncă nu există evaluări
- Welding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Document1 paginăWelding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Lipika GayenÎncă nu există evaluări
- Welding Research InstituteDocument81 paginiWelding Research InstituteAnkur25100% (1)
- WIC-WPS-01 Rev. 00 - FCAW - 1.2Document2 paginiWIC-WPS-01 Rev. 00 - FCAW - 1.2murshid badshahÎncă nu există evaluări
- WPS BhelDocument2 paginiWPS BhelpradhankruhsnaÎncă nu există evaluări
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pagini3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmÎncă nu există evaluări
- Preheat PDFDocument11 paginiPreheat PDFromanosky11Încă nu există evaluări
- Pmi Solution Report FormDocument1 paginăPmi Solution Report FormqaqcpipemanÎncă nu există evaluări
- Ir 5073 Ppa 005Document6 paginiIr 5073 Ppa 005ValiÎncă nu există evaluări
- Fcaw 16 THKDocument5 paginiFcaw 16 THKAnonymous Ij6VfaÎncă nu există evaluări
- Pipe Welding Traceability Record (Rev 01) As On 1st June 2018Document1.913 paginiPipe Welding Traceability Record (Rev 01) As On 1st June 2018gomathyselvi100% (1)
- Visual Testing 1Document16 paginiVisual Testing 1HÉCTOR EDUARDO PONCE HERNÁNDEZÎncă nu există evaluări
- PWHT, HT, Igc, MawpDocument40 paginiPWHT, HT, Igc, Mawpsachinshirnath100% (1)
- Shielded Metal Arc WeldingDocument39 paginiShielded Metal Arc Weldingعزت عبد المنعم100% (1)
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 paginiASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Portfolio Storage&Drying Control ProcedureDocument4 paginiPortfolio Storage&Drying Control Procedurelaz_kÎncă nu există evaluări
- ITP Fuel Fillter (J-1001) Rev10+Document9 paginiITP Fuel Fillter (J-1001) Rev10+DjokoÎncă nu există evaluări
- ASME SEC IX - Welding Procedure and PerfDocument44 paginiASME SEC IX - Welding Procedure and Perfstefanie_1980100% (2)
- Set-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1Document1 paginăSet-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1sbmmlaÎncă nu există evaluări
- Welding Metallurgy and Weldability of Nickel-Base AlloysDe la EverandWelding Metallurgy and Weldability of Nickel-Base AlloysEvaluare: 5 din 5 stele5/5 (1)
- Module 9.qualification 1.welding PerformanceDocument6 paginiModule 9.qualification 1.welding PerformanceMohd NizamÎncă nu există evaluări
- CSWIP 3.1-2010 The Welding Inspection of SteelDocument317 paginiCSWIP 3.1-2010 The Welding Inspection of Steelapply19842371100% (1)
- Justification For HSE Report DelayDocument1 paginăJustification For HSE Report DelayALFA ENGINEERINGÎncă nu există evaluări
- TARRIFDocument1 paginăTARRIFALFA ENGINEERINGÎncă nu există evaluări
- LETTERDocument1 paginăLETTERALFA ENGINEERINGÎncă nu există evaluări
- 1define The Problem 2 Identify The Team 4determine The Root Causes 5look Across 7verify The SolutionDocument8 pagini1define The Problem 2 Identify The Team 4determine The Root Causes 5look Across 7verify The SolutionALFA ENGINEERINGÎncă nu există evaluări
- Diversion Details-ModelDocument1 paginăDiversion Details-ModelALFA ENGINEERINGÎncă nu există evaluări
- Raheem MohammDocument9 paginiRaheem MohammALFA ENGINEERINGÎncă nu există evaluări
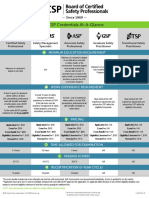
- BCSP Credentials At-A-Glance: Minimum Education RequirementDocument2 paginiBCSP Credentials At-A-Glance: Minimum Education RequirementNew TubeÎncă nu există evaluări
- Fispoi Qual Compliance Work Wcappmce 1419884410775 Eng PDFDocument2 paginiFispoi Qual Compliance Work Wcappmce 1419884410775 Eng PDFAjay G GopalÎncă nu există evaluări
- ODocument2 paginiOALFA ENGINEERINGÎncă nu există evaluări
- Barka 70 Layout1Document1 paginăBarka 70 Layout1ALFA ENGINEERINGÎncă nu există evaluări
- Scaffolding 1Document50 paginiScaffolding 1jmichailÎncă nu există evaluări
- Resume MD Meraj AlamDocument3 paginiResume MD Meraj AlamALFA ENGINEERINGÎncă nu există evaluări
- Risaconnection: Verification ProblemsDocument70 paginiRisaconnection: Verification ProblemsALFA ENGINEERINGÎncă nu există evaluări
- Risaconnection: Verification ProblemsDocument70 paginiRisaconnection: Verification ProblemsALFA ENGINEERINGÎncă nu există evaluări
- Sched LogDocument4 paginiSched LogALFA ENGINEERINGÎncă nu există evaluări
- Sched LogDocument4 paginiSched LogALFA ENGINEERINGÎncă nu există evaluări
- Telegram Channel For Quick Updates and Easy Download More Info Thank You and Enjoy !Document1 paginăTelegram Channel For Quick Updates and Easy Download More Info Thank You and Enjoy !ALFA ENGINEERINGÎncă nu există evaluări
- Install App - Copy & Replace Cracked File To Install Dir WWW - Downloadly.IrDocument1 paginăInstall App - Copy & Replace Cracked File To Install Dir WWW - Downloadly.IrALFA ENGINEERINGÎncă nu există evaluări
- HesexDocument2 paginiHesexALFA ENGINEERINGÎncă nu există evaluări
- SderfDocument31 paginiSderfALFA ENGINEERINGÎncă nu există evaluări
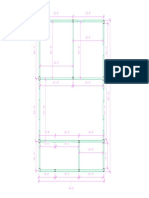
- Project1-0015 - Floor Plan - Level 1-ModelDocument1 paginăProject1-0015 - Floor Plan - Level 1-ModelALFA ENGINEERINGÎncă nu există evaluări
- Design of Structural Steel Joints and Connections 007Document16 paginiDesign of Structural Steel Joints and Connections 007henreng100% (6)
- Lattice Truss ConfigrationDocument12 paginiLattice Truss ConfigrationALFA ENGINEERINGÎncă nu există evaluări
- DocumentDocument2 paginiDocumentALFA ENGINEERINGÎncă nu există evaluări
- Ci33 321 Aisc Design Guide 1 - Column Base Plates - 2nd EditionDocument16 paginiCi33 321 Aisc Design Guide 1 - Column Base Plates - 2nd EditionALFA ENGINEERINGÎncă nu există evaluări
- Lattice Truss ConfigrationDocument12 paginiLattice Truss ConfigrationALFA ENGINEERINGÎncă nu există evaluări
- Notice Inviting E-Tender: TENDER NO: RCC/ERO/37/2018-19/PT-239Document17 paginiNotice Inviting E-Tender: TENDER NO: RCC/ERO/37/2018-19/PT-239ALFA ENGINEERINGÎncă nu există evaluări
- Assignment AbroadDocument9 paginiAssignment AbroadALFA ENGINEERINGÎncă nu există evaluări
- Not Living in Their PresentDocument1 paginăNot Living in Their PresentALFA ENGINEERINGÎncă nu există evaluări
- Wake Up Before 4 AmDocument1 paginăWake Up Before 4 AmALFA ENGINEERINGÎncă nu există evaluări
- Astm A578Document5 paginiAstm A578amein kaidÎncă nu există evaluări
- Phased Array CiorauDocument9 paginiPhased Array Ciorausolrac4371Încă nu există evaluări
- NDTMA VisiConsult Presentation August 2021Document47 paginiNDTMA VisiConsult Presentation August 2021rhinemineÎncă nu există evaluări
- Catalog - BVMDocument28 paginiCatalog - BVMAlexsandro CordeiroÎncă nu există evaluări
- 06 Scope of Work Site Inspn Services RasgasDocument17 pagini06 Scope of Work Site Inspn Services RasgasGirijesh VermaÎncă nu există evaluări
- Visible Penetrant Examination Using The Water-Washable ProcessDocument6 paginiVisible Penetrant Examination Using The Water-Washable ProcessRodrigo JeldesÎncă nu există evaluări
- Mohammad Abu Taher: Apply For: QA/QC (Senior Piping Welding Inspector) Personal DetailsDocument10 paginiMohammad Abu Taher: Apply For: QA/QC (Senior Piping Welding Inspector) Personal DetailsRajkumar AÎncă nu există evaluări
- Midhani Recruitment 2021 of Non ExecutivesDocument6 paginiMidhani Recruitment 2021 of Non ExecutivesRajesh K KumarÎncă nu există evaluări
- Materials Handbook For Nuclear Repair ApplicationsDocument312 paginiMaterials Handbook For Nuclear Repair ApplicationsModÎncă nu există evaluări
- Inspection Test Plan For FabricationDocument4 paginiInspection Test Plan For FabricationAshwani Dogra100% (9)
- Geosynthetic Institute: GRI Test Method GM29Document17 paginiGeosynthetic Institute: GRI Test Method GM29mÎncă nu există evaluări
- Heavy Fab Process ChartDocument1 paginăHeavy Fab Process ChartEmmanuel ofowuÎncă nu există evaluări
- MCF Testing of PWHTDocument21 paginiMCF Testing of PWHTRajeev KumarÎncă nu există evaluări
- Corrosion Testing and MonitoringDocument25 paginiCorrosion Testing and MonitoringgereÎncă nu există evaluări
- Eaton Industrial Special Process List (SPL)Document5 paginiEaton Industrial Special Process List (SPL)amirkhakzad498Încă nu există evaluări
- A225 Pressure Vessel Plates, Alloy Steel, Manganese-Vanadium-Nickel PDFDocument2 paginiA225 Pressure Vessel Plates, Alloy Steel, Manganese-Vanadium-Nickel PDFCristhian Solano BazalarÎncă nu există evaluări
- Sop Welding RevisiDocument12 paginiSop Welding RevisifandyÎncă nu există evaluări
- Nu Horizons Q4 2012 Edition of PortalDocument44 paginiNu Horizons Q4 2012 Edition of PortalNu HorizonsÎncă nu există evaluări
- To Carry Out QA/QC & NDT Jobs: Resume D.Boomi NathanDocument6 paginiTo Carry Out QA/QC & NDT Jobs: Resume D.Boomi Nathanqatar kingÎncă nu există evaluări
- NCT-SCN-000-E06-00002 - A01 - Site Query Deviation Concession RequestDocument1 paginăNCT-SCN-000-E06-00002 - A01 - Site Query Deviation Concession RequestCharles KingÎncă nu există evaluări
- WN - 2012-02 - Material Specifications Forged Products Manufactured With The Forging Rev.04Document13 paginiWN - 2012-02 - Material Specifications Forged Products Manufactured With The Forging Rev.04Emre TekinÎncă nu există evaluări
- Back Up Roll UTDocument5 paginiBack Up Roll UTkinglordofatoÎncă nu există evaluări
- UntitledDocument105 paginiUntitledUlises Almeida CruzÎncă nu există evaluări
- Abs Steel Vessel River RulesDocument448 paginiAbs Steel Vessel River Rulesluis-12Încă nu există evaluări
- 002 Ac Yoke B100-ParkerDocument2 pagini002 Ac Yoke B100-ParkerNubia BarreraÎncă nu există evaluări
- Contact Ultrasonic Testing of Weldments: Standard Practice ForDocument24 paginiContact Ultrasonic Testing of Weldments: Standard Practice ForJlaraneda Santiago100% (6)
- Corrosion Inspection Program PDFDocument46 paginiCorrosion Inspection Program PDFAnonymous S9qBDVkyÎncă nu există evaluări
- UT Testing-Section 0Document16 paginiUT Testing-Section 0Charlie Chong100% (2)
- BZOF-MT-PRO-00050 - 0 PT ProcedureDocument13 paginiBZOF-MT-PRO-00050 - 0 PT ProcedureManik KÎncă nu există evaluări
- Procedure For Liquid Penetrant TestDocument6 paginiProcedure For Liquid Penetrant TestRanjan KumarÎncă nu există evaluări