S-ar putea să vă placă și
- Liner - QuickServe Online - (4021528) GTA38, K38, K50, QSK38, and QSK50 Service ManualDocument4 paginiLiner - QuickServe Online - (4021528) GTA38, K38, K50, QSK38, and QSK50 Service ManualAvir YadavÎncă nu există evaluări
- Cummin KTA50-G3 Main Bearing Installation ManualDocument15 paginiCummin KTA50-G3 Main Bearing Installation ManualRey Anthony Pole100% (2)
- General Information: With Mechanically Actuated InjectorDocument12 paginiGeneral Information: With Mechanically Actuated InjectorChardy Jarith Piragua AlvaradoÎncă nu există evaluări
- 001-047 Piston Rings: Failure Analysis InspectionDocument8 pagini001-047 Piston Rings: Failure Analysis InspectionWaad HarbÎncă nu există evaluări
- K38 - Cylinder Head InstallationDocument3 paginiK38 - Cylinder Head InstallationjengandxbÎncă nu există evaluări
- QuickServe Online - (4021528) GTA38, K38, K50, QSK38, and QSK50 Service ManualDocument9 paginiQuickServe Online - (4021528) GTA38, K38, K50, QSK38, and QSK50 Service Manualjengandxb100% (2)
- Crankcase Component Overhaul GuideDocument13 paginiCrankcase Component Overhaul GuideJavier LeonidasÎncă nu există evaluări
- Montagem e Desmontagem Da Camisa 3306Document3 paginiMontagem e Desmontagem Da Camisa 3306Lucas ApostoloÎncă nu există evaluări
- Rod Install PDFDocument8 paginiRod Install PDFVeterano del Camino100% (1)
- Preparing Engine Block for Piston InstallationDocument10 paginiPreparing Engine Block for Piston Installationhamilton mirandaÎncă nu există evaluări
- Camisa de CilindroDocument16 paginiCamisa de CilindroFelipe CarranzaÎncă nu există evaluări
- QuickServe Online - (3666003) C Series Troubleshooting and Repair Manual LINERDocument14 paginiQuickServe Online - (3666003) C Series Troubleshooting and Repair Manual LINERKrisman SimanjuntakÎncă nu există evaluări
- 324D-CALIBRACION VALVULASsis - Cat.com Sisweb Sisweb Techdoc Techdoc Print Page - JsDocument5 pagini324D-CALIBRACION VALVULASsis - Cat.com Sisweb Sisweb Techdoc Techdoc Print Page - JsjhonÎncă nu există evaluări
- Service Bulletin: SUBJECT: 19XR Split Ring Diffuser Assembly and SetupDocument18 paginiService Bulletin: SUBJECT: 19XR Split Ring Diffuser Assembly and SetupANGEL MURILLO100% (1)
- Armado Y Desarmado Rollers ExcavadorasDocument1 paginăArmado Y Desarmado Rollers ExcavadorasgabicckÎncă nu există evaluări
- QuickServe Online - (4021518) QSC8.3 and QSL9 Operation and Maintenance ManualDocument4 paginiQuickServe Online - (4021518) QSC8.3 and QSL9 Operation and Maintenance ManualshashirajÎncă nu există evaluări
- C15 T&A Engine Valve Lash - Inspect - AdjustDocument4 paginiC15 T&A Engine Valve Lash - Inspect - AdjustREYNALDO CARLOÎncă nu există evaluări
- Citroenpeugeot 1820 Timing Belt Installation GuideDocument8 paginiCitroenpeugeot 1820 Timing Belt Installation GuideWawan SatiawanÎncă nu există evaluări
- Manual Coning Tool-BrochureDocument4 paginiManual Coning Tool-BrochuresreekumarÎncă nu există evaluări
- Calibracion Valvulas C15Document4 paginiCalibracion Valvulas C15luismf14Încă nu există evaluări
- Ajuste Valvulas Motor 336DDocument5 paginiAjuste Valvulas Motor 336Djuan sebastianÎncă nu există evaluări
- Big-end Bearing Clearance, Check, measure with Plastigage (Z22SE)Document2 paginiBig-end Bearing Clearance, Check, measure with Plastigage (Z22SE)sunthron somchaiÎncă nu există evaluări
- DD15 Detroit DieselDocument10 paginiDD15 Detroit Dieselstarsky100% (4)
- Rear SealDocument9 paginiRear SealHammad Uddin JamilyÎncă nu există evaluări
- Engine 3.0 v6Document130 paginiEngine 3.0 v6Wlises GonzalezÎncă nu există evaluări
- Liner IsleDocument8 paginiLiner IsleKonstantinDubenkoÎncă nu există evaluări
- Remove & Install Connecting Rod BearingsDocument4 paginiRemove & Install Connecting Rod BearingsRichard ChuaÎncă nu există evaluări
- 1995 - 1998 Acura 2.5TL 3.2TL Service Manual - Part3Document200 pagini1995 - 1998 Acura 2.5TL 3.2TL Service Manual - Part3CandieApple100% (1)
- QuickServe Online - (4021531) QSB4.5 and QSB6.7 Operation and Maintenance ManualDocument7 paginiQuickServe Online - (4021531) QSB4.5 and QSB6.7 Operation and Maintenance Manualibrahim salemÎncă nu există evaluări
- 78 Dt400e DT250E ManualDocument18 pagini78 Dt400e DT250E Manualdisgustipate0% (1)
- 3304-3306 Medidas de Bielas y BancadasDocument3 pagini3304-3306 Medidas de Bielas y BancadasJuan Carlos RivasÎncă nu există evaluări
- Install Piston and ConrodDocument8 paginiInstall Piston and ConrodLUIZ GUSTAVOÎncă nu există evaluări
- Connecting Rod BearingsDocument4 paginiConnecting Rod Bearingsma.powersourceÎncă nu există evaluări
- SRBF8091 ролики 3500Document20 paginiSRBF8091 ролики 3500mohamed hamedÎncă nu există evaluări
- Engine Valve Lash - Inspect - AdjustDocument5 paginiEngine Valve Lash - Inspect - AdjustHAmir Alberto Mojica MojicaÎncă nu există evaluări
- Timing Chain - 2003 Toyota Camry Sedan l4-2Document10 paginiTiming Chain - 2003 Toyota Camry Sedan l4-2ftafedeÎncă nu există evaluări
- Unit Injector - Install: Disassembly and AssemblyDocument5 paginiUnit Injector - Install: Disassembly and AssemblyJoze 23Încă nu există evaluări
- 02-jaure-install-maintDocument18 pagini02-jaure-install-maintuslugiitcswÎncă nu există evaluări
- Cylinder Line Projection - SMCS - 1216 - 040Document5 paginiCylinder Line Projection - SMCS - 1216 - 040ToispuoliÎncă nu există evaluări
- BVM Corporation Maintenance Manual: Casing Slips "CMSXL"Document5 paginiBVM Corporation Maintenance Manual: Casing Slips "CMSXL"Ali mohammadÎncă nu există evaluări
- C4 4 CalibracionDocument5 paginiC4 4 CalibracionJaya Abadi100% (1)
- Reglaje de ValvulasDocument15 paginiReglaje de ValvulasJuan Antonio Ochoa PadronÎncă nu există evaluări
- Breakage of The Tightening Stud of Cyl - CoverDocument5 paginiBreakage of The Tightening Stud of Cyl - Coverstergios meletisÎncă nu există evaluări
- QSG12 C CheckDocument5 paginiQSG12 C CheckNikkikumar MaisuriyaÎncă nu există evaluări
- Folga Valvula c9Document4 paginiFolga Valvula c9Victor NoschangÎncă nu există evaluări
- c18 Folga de ValvulasDocument4 paginic18 Folga de ValvulasNewman CardosoÎncă nu există evaluări
- 7.0 Reference: 7.1 Engine Room LayoutDocument3 pagini7.0 Reference: 7.1 Engine Room LayoutCarlos MenaÎncă nu există evaluări
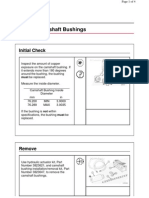
- Camchaft BushingDocument4 paginiCamchaft Bushingyorgo7002Încă nu există evaluări
- 0 17 018 PDFDocument42 pagini0 17 018 PDFjoekid12Încă nu există evaluări
- Setting Valve Lash PDFDocument6 paginiSetting Valve Lash PDFrahmat sanusiÎncă nu există evaluări
- C18 Test Holgura de ValvulasDocument4 paginiC18 Test Holgura de ValvulasMiguel Angel Garrido CardenasÎncă nu există evaluări
- SIS 2.0 Engine Valve LastDocument4 paginiSIS 2.0 Engine Valve LastFirzan Yudhistira PutraÎncă nu există evaluări
- C4.4 CalibracionDocument5 paginiC4.4 Calibracionecaph24488% (8)
- 18SP635Document8 pagini18SP635giovanni ampueroÎncă nu există evaluări
- Use Again: Thrust Washer ReusabilityDocument19 paginiUse Again: Thrust Washer ReusabilityGanbat JargalÎncă nu există evaluări
- Caterpillar 988 Wheel Loader Service Manual SN 87a1 2384Document6 paginiCaterpillar 988 Wheel Loader Service Manual SN 87a1 2384gordkabirÎncă nu există evaluări
- Yanmar 4tne88 TNE Series PDFDocument15 paginiYanmar 4tne88 TNE Series PDFluna281068Încă nu există evaluări
- QuickServe Online - (3666087) B3.9, B4.5, B4.5 RGT, and B5.9 Service ManualDocument21 paginiQuickServe Online - (3666087) B3.9, B4.5, B4.5 RGT, and B5.9 Service Manualshashiraj50% (2)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDe la EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceÎncă nu există evaluări
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementDe la EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementÎncă nu există evaluări
- How To Start An Oil Change BusinessDocument24 paginiHow To Start An Oil Change BusinessjengandxbÎncă nu există evaluări
- QuickServe Online - (3666121) Holset® Air Compressors Master Repair ManualDocument2 paginiQuickServe Online - (3666121) Holset® Air Compressors Master Repair ManualjengandxbÎncă nu există evaluări
- CentinalDocument2 paginiCentinaljengandxb0% (1)
- Single Piece Piston Kit Installation InstructionDocument1 paginăSingle Piece Piston Kit Installation InstructionjengandxbÎncă nu există evaluări
- Preparatory Steps: Dual-PistonDocument4 paginiPreparatory Steps: Dual-PistonjengandxbÎncă nu există evaluări
- QuickServe Online - (3666422) ICON™ Idle Control SystemDocument18 paginiQuickServe Online - (3666422) ICON™ Idle Control Systemjengandxb100% (1)
- K38 Front Gear Housing Tightining ProcedureDocument1 paginăK38 Front Gear Housing Tightining ProcedurejengandxbÎncă nu există evaluări
- QuickServe Online - (5411406) Fluids For Cummins® Products Service ManualDocument7 paginiQuickServe Online - (5411406) Fluids For Cummins® Products Service Manualjengandxb100% (1)
- QuickServe Online - (4915540) QSX15 Owners ManualDocument4 paginiQuickServe Online - (4915540) QSX15 Owners ManualjengandxbÎncă nu există evaluări
- K38, K50, Owners ManualDocument3 paginiK38, K50, Owners ManualjengandxbÎncă nu există evaluări
- QST30 Service Manual Tool GuideDocument7 paginiQST30 Service Manual Tool Guidejengandxb33% (3)
- QuickServe Online Service ManualDocument7 paginiQuickServe Online Service ManualjengandxbÎncă nu există evaluări
- QuickServe Online Service ManualDocument7 paginiQuickServe Online Service ManualjengandxbÎncă nu există evaluări
- Remove: (/qs3/pubsys2/xml/en/manual/4021539/4021539-Titlepage - HTML)Document2 paginiRemove: (/qs3/pubsys2/xml/en/manual/4021539/4021539-Titlepage - HTML)jengandxbÎncă nu există evaluări
- ECM TroubleshootingDocument27 paginiECM Troubleshootingjengandxb100% (4)
- Cummins K-50 Performance PartsDocument10 paginiCummins K-50 Performance Partsjengandxb100% (1)
- Fault Code 113: Electronic Step Timing Control (STC) CircuitDocument2 paginiFault Code 113: Electronic Step Timing Control (STC) CircuitjengandxbÎncă nu există evaluări
- QSK78 Owners Manual PDFDocument17 paginiQSK78 Owners Manual PDFjengandxb100% (2)
- QSK78 Troubleshooting and Repair Manual PDFDocument4 paginiQSK78 Troubleshooting and Repair Manual PDFjengandxbÎncă nu există evaluări
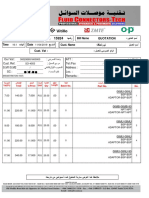
- Pay Type No. Bill Name Cust. Name Time Date Cust. Vat::: QuotationDocument3 paginiPay Type No. Bill Name Cust. Name Time Date Cust. Vat::: QuotationjengandxbÎncă nu există evaluări
- QSK78 Troubleshooting and Repair ManualDocument4 paginiQSK78 Troubleshooting and Repair Manualjengandxb0% (1)
- Quotation Document TitleDocument3 paginiQuotation Document TitlejengandxbÎncă nu există evaluări
- General Information: Industrial EnginesDocument17 paginiGeneral Information: Industrial EnginesjengandxbÎncă nu există evaluări
- Pay Type No. Bill Name Cust. Name Time Date Cust. Vat::: QuotationDocument3 paginiPay Type No. Bill Name Cust. Name Time Date Cust. Vat::: QuotationjengandxbÎncă nu există evaluări
- 11111Document3 pagini11111jengandxbÎncă nu există evaluări
- En TN004-Dead Bus SynchronizingDocument6 paginiEn TN004-Dead Bus SynchronizingAlain AounÎncă nu există evaluări
- Quotation SummaryDocument3 paginiQuotation SummaryjengandxbÎncă nu există evaluări
- Pay Type No. Bill Name Cust. Name Time Date Cust. VatDocument6 paginiPay Type No. Bill Name Cust. Name Time Date Cust. VatjengandxbÎncă nu există evaluări
- Main Bearing Torque K50Document1 paginăMain Bearing Torque K50jengandxb100% (1)
- Cleaner Production of Essential Oils by Steam DistillationDocument7 paginiCleaner Production of Essential Oils by Steam Distillationhagung100% (1)
- 4.VFD Spec. Rev.1Document35 pagini4.VFD Spec. Rev.1wado11100% (1)
- Civil Engineering Materials UOL Lahore: ConcreteDocument119 paginiCivil Engineering Materials UOL Lahore: ConcreteNawab Zada ManekaÎncă nu există evaluări
- Polyester Partially Oriented Yarn (POY)Document7 paginiPolyester Partially Oriented Yarn (POY)Dalia MokhmaljeÎncă nu există evaluări
- AQA GCSE Chemistry Combined U7 Organic Chemistry Knowledge OrganiserDocument2 paginiAQA GCSE Chemistry Combined U7 Organic Chemistry Knowledge OrganiserDEVANDRAN A/L MOHAN MoeÎncă nu există evaluări
- Dies and Inserts Catalog 2018Document36 paginiDies and Inserts Catalog 2018Ahmed MohamedÎncă nu există evaluări
- Precios y Cantidades de Recursos Requeridos Por TipoDocument3 paginiPrecios y Cantidades de Recursos Requeridos Por TipoWilder Huaman MuñozÎncă nu există evaluări
- GS Yuasa Battery Europe Ltd. Safety Data SheetDocument11 paginiGS Yuasa Battery Europe Ltd. Safety Data SheetVioleta MitićÎncă nu există evaluări
- Asco CC T LL Coalescer Cartridges 035A CCT 22 UK 7Document2 paginiAsco CC T LL Coalescer Cartridges 035A CCT 22 UK 7Masoud AmirzadehfardÎncă nu există evaluări
- EPC Contractor ListDocument20 paginiEPC Contractor ListAamir Shahzad71% (7)
- Cat 03a en Compact Conductor System VKS10Document25 paginiCat 03a en Compact Conductor System VKS10quang.an185Încă nu există evaluări
- Solcourse - Polythene DPM DatasheetDocument2 paginiSolcourse - Polythene DPM DatasheetkibzeamÎncă nu există evaluări
- Flexible grid coupling selection guideDocument18 paginiFlexible grid coupling selection guidechavico113Încă nu există evaluări
- Aci 318R 08Document1 paginăAci 318R 08Sayed Diab AlsayedÎncă nu există evaluări
- Bha Coil Tubing Tools PDFDocument35 paginiBha Coil Tubing Tools PDFJose Leonardo Materano Perozo100% (2)
- Impulse Steam Turbines Explained in 40 CharactersDocument5 paginiImpulse Steam Turbines Explained in 40 CharactersBharani100% (1)
- CanningDocument39 paginiCanningvalerieÎncă nu există evaluări
- Separator Sizing SpreadsheetDocument10 paginiSeparator Sizing SpreadsheetEmmanuel ByensitaÎncă nu există evaluări
- Improving Packed Tower PerformanceDocument3 paginiImproving Packed Tower PerformanceManish542Încă nu există evaluări
- Automatic ingot feeder streamlines aluminum productionDocument6 paginiAutomatic ingot feeder streamlines aluminum productionPooja BanÎncă nu există evaluări
- Undrained shear strength in weathered crust same as intact clayDocument12 paginiUndrained shear strength in weathered crust same as intact clayJennifer MillerÎncă nu există evaluări
- Standard Allowable Stress Table: Material P No. UNS No. Allowable Stress, Ksi Min. Yield Stress, KsiDocument2 paginiStandard Allowable Stress Table: Material P No. UNS No. Allowable Stress, Ksi Min. Yield Stress, KsiGospel OgwuÎncă nu există evaluări
- En 1 4547 - 1510 Valbruna Nordic EnglishDocument2 paginiEn 1 4547 - 1510 Valbruna Nordic Englishpinky_y2kÎncă nu există evaluări
- Glo Brochure Sikagard 555 W ElasticDocument4 paginiGlo Brochure Sikagard 555 W ElasticYasndra AbeygunewardhaneÎncă nu există evaluări
- Vane Axial Fan CatalogDocument12 paginiVane Axial Fan CatalogMiroslav AleksicÎncă nu există evaluări
- Bullet Valve Series GuideDocument2 paginiBullet Valve Series GuideAnthony PecorinoÎncă nu există evaluări
- Schedule of Quantities: NIT No. 49/NIT/EE-I/CPWD/BBSR/2021-22Document11 paginiSchedule of Quantities: NIT No. 49/NIT/EE-I/CPWD/BBSR/2021-22Ajit JenaÎncă nu există evaluări
- BOP-231 Pharmaceutical Chemistry-IIIDocument14 paginiBOP-231 Pharmaceutical Chemistry-IIINiraj GuptaÎncă nu există evaluări
- Chemsheets GCSE 1069 Allotropes of CarbonDocument1 paginăChemsheets GCSE 1069 Allotropes of CarbonNoah KellerÎncă nu există evaluări