S-ar putea să vă placă și
- Preparar y acondicionar elementos y máquinas de la planta química. QUIE0108De la EverandPreparar y acondicionar elementos y máquinas de la planta química. QUIE0108Încă nu există evaluări
- Modelamiento y casos especiales de la cinética química heterogéneaDe la EverandModelamiento y casos especiales de la cinética química heterogéneaEvaluare: 3 din 5 stele3/5 (1)
- Formalismo y métodos de la termodinámica. Volumen 1De la EverandFormalismo y métodos de la termodinámica. Volumen 1Încă nu există evaluări
- Termodinámica clásica. Protocolos experimentales sobre primera y segunda leyes, y sobre potenciales selectosDe la EverandTermodinámica clásica. Protocolos experimentales sobre primera y segunda leyes, y sobre potenciales selectosÎncă nu există evaluări
- Cálculo de parámetros de rapidez en cinética química, cinética enzimática y catálisis heterogéneaDe la EverandCálculo de parámetros de rapidez en cinética química, cinética enzimática y catálisis heterogéneaEvaluare: 5 din 5 stele5/5 (1)
- Cinetica Quimica Aplicando Principios QVDocument114 paginiCinetica Quimica Aplicando Principios QVGiovanniÎncă nu există evaluări
- Escorias básicas de Siderúrgica:: potencial de uso como material de encalado en agriculturaDe la EverandEscorias básicas de Siderúrgica:: potencial de uso como material de encalado en agriculturaÎncă nu există evaluări
- Determinación densidadDocument89 paginiDeterminación densidadKHRIZ2626Încă nu există evaluări
- Guia Laboratorio Unab - Quim420 - 202020 PDFDocument17 paginiGuia Laboratorio Unab - Quim420 - 202020 PDFNatalia LigüeñoÎncă nu există evaluări
- Termodinámica y diagramas de equilibrioDe la EverandTermodinámica y diagramas de equilibrioÎncă nu există evaluări
- Integrada VentusDocument4 paginiIntegrada VentusEncarniÎncă nu există evaluări
- Caracterización química, morfológica y estructural de materialesDe la EverandCaracterización química, morfológica y estructural de materialesÎncă nu există evaluări
- Tarea 4Document6 paginiTarea 4Kevin Lemus100% (1)
- Acabado de transformados poliméricos. QUIT0209De la EverandAcabado de transformados poliméricos. QUIT0209Încă nu există evaluări
- Cinetica Quimica para Sistemas HomogeneosDocument134 paginiCinetica Quimica para Sistemas Homogeneossilent1000Încă nu există evaluări
- Informe 7 Orbitales AtomicosDocument14 paginiInforme 7 Orbitales Atomicosanon_178136847Încă nu există evaluări
- Manual de Practicas FisicoquimicaDocument21 paginiManual de Practicas FisicoquimicaAde CervantesÎncă nu există evaluări
- Métodos quelométricos y otros métodos volumétricos de análisis clínicosDe la EverandMétodos quelométricos y otros métodos volumétricos de análisis clínicosÎncă nu există evaluări
- Teoría Del Gas Real: La Relación Exacta Para Gases RealesDe la EverandTeoría Del Gas Real: La Relación Exacta Para Gases RealesÎncă nu există evaluări
- Fisicoquimica Fisicoquimica PDFDocument190 paginiFisicoquimica Fisicoquimica PDFAnthony Jhon Cano GoseÎncă nu există evaluări
- Fisicoquímica GeneralDocument29 paginiFisicoquímica GeneralFernando Camilo Joaquín RodríguezÎncă nu există evaluări
- LCBII Mezcla de Aguas y H2SO4Document12 paginiLCBII Mezcla de Aguas y H2SO4Luna CarminaÎncă nu există evaluări
- Ingeniería de las reacciones químicas: Cinética, equilibrio y diseño de reactoresDocument6 paginiIngeniería de las reacciones químicas: Cinética, equilibrio y diseño de reactoresleslyÎncă nu există evaluări
- Manual Laboratorio Quimica Organica I Primer Ciclo 2021Document40 paginiManual Laboratorio Quimica Organica I Primer Ciclo 2021LucíaÎncă nu există evaluări
- Cap 2 - Potencial QuímicoDocument13 paginiCap 2 - Potencial QuímicoAndrea Galende0% (1)
- Perovskite Solar CellsDocument3 paginiPerovskite Solar CellsROGGERS STIBENS ADRIANZEN GUERREROÎncă nu există evaluări
- 15 minutos en la vida del electrónDocument90 pagini15 minutos en la vida del electrónJazsonÎncă nu există evaluări
- Lab Reacciones QuimDocument128 paginiLab Reacciones QuimbrandonÎncă nu există evaluări
- Guia de Operación de Procesos Industriales - ITSADocument35 paginiGuia de Operación de Procesos Industriales - ITSAEDITORIAL_ITSAÎncă nu există evaluări
- Catálisis y Reactores CatalíticosDocument33 paginiCatálisis y Reactores CatalíticosAnggie Estrada YauriÎncă nu există evaluări
- Ecuaciones de EstadoDocument12 paginiEcuaciones de EstadoDavid IsraelÎncă nu există evaluări
- Química Orgánica IDocument250 paginiQuímica Orgánica IYerson CarmonaÎncă nu există evaluări
- Puntos Cuánticos de CarbonoDocument12 paginiPuntos Cuánticos de CarbonoMetzli JocelynÎncă nu există evaluări
- Balance Materia Reacciones QuímicasDocument3 paginiBalance Materia Reacciones QuímicasBaruk AlonsoÎncă nu există evaluări
- Nanoputienses SCDocument3 paginiNanoputienses SCPALOMA HERNANDEZÎncă nu există evaluări
- Polímeros conductores: Su papel en un desarrollo energético sostenibleDe la EverandPolímeros conductores: Su papel en un desarrollo energético sostenibleÎncă nu există evaluări
- Transferencia de MomentumDocument1 paginăTransferencia de MomentumMariferÎncă nu există evaluări
- Laboratorio 1 - Génesis Sepúlveda, Oscar HerbosaDocument15 paginiLaboratorio 1 - Génesis Sepúlveda, Oscar Herbosaoscar_ueÎncă nu există evaluări
- Fundamentación teórico-práctica inicial para química analíticaDe la EverandFundamentación teórico-práctica inicial para química analíticaÎncă nu există evaluări
- CUESTIONARIODocument2 paginiCUESTIONARIOIvan PazÎncă nu există evaluări
- Tema 2 Orbitales MolecularesDocument14 paginiTema 2 Orbitales MolecularesIsmael Angel NietoÎncă nu există evaluări
- Casos de estudio prácticos en termodinámica: Ejercicios para resolver mediante ASPEN HYSYS®De la EverandCasos de estudio prácticos en termodinámica: Ejercicios para resolver mediante ASPEN HYSYS®Încă nu există evaluări
- PTpavimentoDocument36 paginiPTpavimentoIvan Guerrero VelezÎncă nu există evaluări
- Compuesto de CobreDocument3 paginiCompuesto de CobreJairArmandoGomezPerezÎncă nu există evaluări
- Dpag Wed SolidosDocument1 paginăDpag Wed SolidosJairArmandoGomezPerezÎncă nu există evaluări
- PracticaDocument2 paginiPracticaJairArmandoGomezPerezÎncă nu există evaluări
- Practica 12Document6 paginiPractica 12Eduardo CalzadaÎncă nu există evaluări
- Balance Demas ADocument21 paginiBalance Demas AJose Alberto Saldaña AlcantaraÎncă nu există evaluări
- Laboratorio No 10 Química Analítica IIIDocument6 paginiLaboratorio No 10 Química Analítica IIIJairArmandoGomezPerezÎncă nu există evaluări
- GC Ocg 2018Document36 paginiGC Ocg 2018JairArmandoGomezPerezÎncă nu există evaluări
- Separaciones OcgDocument43 paginiSeparaciones OcgLizeth Paola TellezÎncă nu există evaluări
- Mecanismos de reacción en laboratorioDocument3 paginiMecanismos de reacción en laboratorioJairArmandoGomezPerezÎncă nu există evaluări
- Laboratorio No 2 Química Analítica III (1) OcgDocument4 paginiLaboratorio No 2 Química Analítica III (1) OcgJairArmandoGomezPerezÎncă nu există evaluări
- Determinación de GlúcidosDocument2 paginiDeterminación de GlúcidosJairArmandoGomezPerezÎncă nu există evaluări
- Laboratorio No 8 Química Analítica IIIDocument5 paginiLaboratorio No 8 Química Analítica IIIJairArmandoGomezPerezÎncă nu există evaluări
- Naranja de Metilo Azul VictoriaDocument3 paginiNaranja de Metilo Azul VictoriaDaniel KStillo100% (1)
- Propiedades Periodicas de Los Elementos RepresentativosDocument10 paginiPropiedades Periodicas de Los Elementos RepresentativosJairArmandoGomezPerezÎncă nu există evaluări
- Formato Informes de LaboratorioDocument3 paginiFormato Informes de LaboratorioJairArmandoGomezPerezÎncă nu există evaluări
- Técnicas de SeparaciónDocument24 paginiTécnicas de SeparaciónJairArmandoGomezPerez0% (1)
- ESTANDARIZACIONDocument2 paginiESTANDARIZACIONJairArmandoGomezPerezÎncă nu există evaluări
- PH, Acidez y Pka + Soluciones BúferDocument3 paginiPH, Acidez y Pka + Soluciones BúferJairArmandoGomezPerezÎncă nu există evaluări
- Soluciones y DilucionesDocument23 paginiSoluciones y DilucionesJairArmandoGomezPerezÎncă nu există evaluări
- Propiedades de Lípidos PDFDocument3 paginiPropiedades de Lípidos PDFJairArmandoGomezPerezÎncă nu există evaluări
- PracticaDocument2 paginiPracticaJairArmandoGomezPerezÎncă nu există evaluări
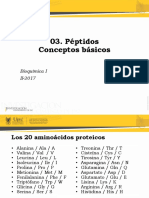
- PéptidosDocument12 paginiPéptidosJairArmandoGomezPerezÎncă nu există evaluări
- Dpag Wed SolidosDocument1 paginăDpag Wed SolidosJairArmandoGomezPerezÎncă nu există evaluări
- FotosintesisDocument9 paginiFotosintesisMaritza yadira Mojica avilaÎncă nu există evaluări
- Dpag Wed SolidosDocument1 paginăDpag Wed SolidosJairArmandoGomezPerezÎncă nu există evaluări
- As PDFDocument27 paginiAs PDFCarlos RodriguezÎncă nu există evaluări
- Actividad 2Document1 paginăActividad 2JairArmandoGomezPerezÎncă nu există evaluări
- Toxicología de AlimentosDocument267 paginiToxicología de AlimentosOscar VG97% (33)
- Material de Formacion 2Document12 paginiMaterial de Formacion 2fdfaÎncă nu există evaluări
- El Frío en Enología I. Fundamentos Básicos.Document52 paginiEl Frío en Enología I. Fundamentos Básicos.Manu San Clemente100% (1)
- Automatización Banco de Pruebas Aire AcondicionadosDocument38 paginiAutomatización Banco de Pruebas Aire AcondicionadosAndres Aman CuadradoÎncă nu există evaluări
- Diseño de Planta Nitrato de AmonioDocument341 paginiDiseño de Planta Nitrato de AmoniokaelÎncă nu există evaluări
- Caldera vapor UNC Bogotá informe 11 eficienciaDocument18 paginiCaldera vapor UNC Bogotá informe 11 eficienciaAndrés Esteban Granada ZapataÎncă nu există evaluări
- Manual Inspeccion Contenedores Furgones y ChasisDocument21 paginiManual Inspeccion Contenedores Furgones y ChasisAnderson joao muñozÎncă nu există evaluări
- Procedimiento Mantenimiento Preventivo A.A.Document3 paginiProcedimiento Mantenimiento Preventivo A.A.Juan Gómez100% (1)
- Instalaciones Frigorificas - Cuaderno de PrácticasDocument17 paginiInstalaciones Frigorificas - Cuaderno de PrácticasbrunomirandasantosÎncă nu există evaluări
- Manual de Unidades Condensadoras Enfriadas por Agua ECCUW Serie ADocument76 paginiManual de Unidades Condensadoras Enfriadas por Agua ECCUW Serie AAlejandroÎncă nu există evaluări
- Texto6 Tecsup PDFDocument19 paginiTexto6 Tecsup PDFJunior Montalvo cruzÎncă nu există evaluări
- Calculo de Instalaciones FrigoríficasDocument3 paginiCalculo de Instalaciones FrigoríficasGenesis OrtizÎncă nu există evaluări
- PRACTICA 1 Refrigeración y Congelación de Los AlimentosDocument7 paginiPRACTICA 1 Refrigeración y Congelación de Los AlimentosANA LUZ MAMANI QUISPEÎncă nu există evaluări
- Diseño de Una Maquina Lavadora de Zanahorias MejoradoDocument21 paginiDiseño de Una Maquina Lavadora de Zanahorias MejoradoOSWOALDO100% (3)
- Ma0400xmcx Manualdeproducto PDFDocument2 paginiMa0400xmcx Manualdeproducto PDFZuñiga Arias AnaileÎncă nu există evaluări
- Indice de MateriasDocument28 paginiIndice de MateriasHarriÎncă nu există evaluări
- El Ciclo de Refrigeración Por Compresion de VaporDocument9 paginiEl Ciclo de Refrigeración Por Compresion de VaporKSpeak44Încă nu există evaluări
- PDX - Manual de UsuarioDocument132 paginiPDX - Manual de UsuariojuanÎncă nu există evaluări
- Examen Final-MantenimientoDocument50 paginiExamen Final-MantenimientoJosé Alejandro LandaveryÎncă nu există evaluări
- Evaporador, Homogeneizador y Descremador EstandarizadoDocument4 paginiEvaporador, Homogeneizador y Descremador EstandarizadoBill AlarcònÎncă nu există evaluări
- Problemas Del Primer Principio de La Termodinamica para Sistemas AbiertosDocument19 paginiProblemas Del Primer Principio de La Termodinamica para Sistemas AbiertosNicanor Kana Gamarra100% (1)
- RefrigeracionDocument14 paginiRefrigeracionCHUQUIMBALQUI RUBIO CESAR IVANÎncă nu există evaluări
- EvaporadoresDocument4 paginiEvaporadoresLucas Flamarique100% (1)
- Intercambiadores, Evaporadores y SecadoresDocument7 paginiIntercambiadores, Evaporadores y Secadoresadrianes_84Încă nu există evaluări
- Aire Acondicionado INTER 7600Document90 paginiAire Acondicionado INTER 7600GUSTAVO100% (1)
- Diseño y Cálculo de Instalaciones Frigoríficas Comerciales e Industriales - Completa PDFDocument4 paginiDiseño y Cálculo de Instalaciones Frigoríficas Comerciales e Industriales - Completa PDFValentín GómezÎncă nu există evaluări
- Controlador de Evaporador para Enfriadoreas de Agua: EKC 316ADocument16 paginiControlador de Evaporador para Enfriadoreas de Agua: EKC 316AJose Luis HoraÎncă nu există evaluări
- Laboratorio Integral 3. - Práctica 4. - Elaboración de Leche CondensadaDocument7 paginiLaboratorio Integral 3. - Práctica 4. - Elaboración de Leche CondensadaDavidHerreraÎncă nu există evaluări
- Sistemas de Refrigeración Por Compresión de Vapor.Document22 paginiSistemas de Refrigeración Por Compresión de Vapor.Milagros RemaycunaÎncă nu există evaluări
- Diseño de EvaporadorDocument7 paginiDiseño de EvaporadorSalvador UribeÎncă nu există evaluări
- Refrigeracion y Congelado Ejercicios deDocument27 paginiRefrigeracion y Congelado Ejercicios deTOMAS MONSALVE PARDOÎncă nu există evaluări
- Tema 7 - Maquinarias y Equipos Empleados para La Elaboracion de Productos CarnicosDocument22 paginiTema 7 - Maquinarias y Equipos Empleados para La Elaboracion de Productos CarnicosOlenka Pastor AmorettiÎncă nu există evaluări