S-ar putea să vă placă și
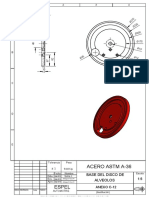
- Acero Astm A-36: Base Del Disco de AlveolosDocument3 paginiAcero Astm A-36: Base Del Disco de AlveolosMichelle Camacho HerediaÎncă nu există evaluări
- Acero Astm A-36: Base de La RuedaDocument3 paginiAcero Astm A-36: Base de La RuedaMichelle Camacho HerediaÎncă nu există evaluări
- Acero Astm A-36: ChasisDocument1 paginăAcero Astm A-36: ChasisMichelle Camacho HerediaÎncă nu există evaluări
- TraccionDocument2 paginiTraccionMichelle Camacho HerediaÎncă nu există evaluări
- The High Performance CompanyDocument5 paginiThe High Performance CompanyMichelle Camacho HerediaÎncă nu există evaluări
- Curvas Cavitacion Ok PDFDocument9 paginiCurvas Cavitacion Ok PDFMichelle Camacho HerediaÎncă nu există evaluări
- Nasm1312-13 Double Shear TestDocument7 paginiNasm1312-13 Double Shear TestMichelle Camacho HerediaÎncă nu există evaluări
- Your First Meeting - SBG - SP - NODocument5 paginiYour First Meeting - SBG - SP - NOMichelle Camacho HerediaÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Kinder DLL Week 8Document15 paginiKinder DLL Week 8Jainab Pula SaiyadiÎncă nu există evaluări
- Project ReportDocument14 paginiProject ReportNoah100% (7)
- Rachel Joyce - A Snow Garden and Other Stories PDFDocument118 paginiRachel Joyce - A Snow Garden and Other Stories PDFИгорь ЯковлевÎncă nu există evaluări
- Prevailing Torque Locknut Technical SpecificationsDocument3 paginiPrevailing Torque Locknut Technical SpecificationsLiu YangtzeÎncă nu există evaluări
- Hevi-Bar II and Safe-Lec 2Document68 paginiHevi-Bar II and Safe-Lec 2elkabongscribdÎncă nu există evaluări
- Science Magazine February 2020Document133 paginiScience Magazine February 2020Elena González GonzálezÎncă nu există evaluări
- Management of DredgedExcavated SedimentDocument17 paginiManagement of DredgedExcavated SedimentMan Ho LamÎncă nu există evaluări
- Paper-Czechowski-Slow-strain-rate Stress Corrosion Testing of Welded Joints of Al-Mg AlloysDocument4 paginiPaper-Czechowski-Slow-strain-rate Stress Corrosion Testing of Welded Joints of Al-Mg Alloysjavo0128Încă nu există evaluări
- Daftar PustakaDocument3 paginiDaftar PustakaMel DaÎncă nu există evaluări
- Carrefour-SA Shopping Center TurkeyDocument2 paginiCarrefour-SA Shopping Center TurkeyVineet JogalekarÎncă nu există evaluări
- GSD Puppy Training Essentials PDFDocument2 paginiGSD Puppy Training Essentials PDFseja saulÎncă nu există evaluări
- Haldex-Barnes 2-Stage Pump For Log SplittersDocument2 paginiHaldex-Barnes 2-Stage Pump For Log SplittersPer Akkamaan AgessonÎncă nu există evaluări
- 1.1.3.12 Lab - Diagram A Real-World ProcessDocument3 pagini1.1.3.12 Lab - Diagram A Real-World ProcessHalima AqraaÎncă nu există evaluări
- Assessment of Diabetic FootDocument7 paginiAssessment of Diabetic FootChathiya Banu KrishenanÎncă nu există evaluări
- Tips For A Healthy PregnancyDocument2 paginiTips For A Healthy PregnancyLizaÎncă nu există evaluări
- Chapter 7 Dopant Diffusion - IDocument32 paginiChapter 7 Dopant Diffusion - I강준호Încă nu există evaluări
- W0L0XCF0866101640 (2006 Opel Corsa) PDFDocument7 paginiW0L0XCF0866101640 (2006 Opel Corsa) PDFgianyÎncă nu există evaluări
- IBM BladeCenter S RedBookDocument36 paginiIBM BladeCenter S RedBookGuillermo García GándaraÎncă nu există evaluări
- G10Mapeh Exam First QuaterDocument8 paginiG10Mapeh Exam First QuaterJonas LamcisÎncă nu există evaluări
- 988611457NK448908 Vehicle Scan ReportDocument5 pagini988611457NK448908 Vehicle Scan ReportVictor Daniel Piñeros ZubietaÎncă nu există evaluări
- TheBasicsofBrainWaves - RS PDFDocument4 paginiTheBasicsofBrainWaves - RS PDFOnutu Adriana-LilianaÎncă nu există evaluări
- Practice For Mounting Buses & Joints-374561Document11 paginiPractice For Mounting Buses & Joints-374561a_sengar1Încă nu există evaluări
- SOPDocument16 paginiSOPjerome marquezÎncă nu există evaluări
- End of Summer Course Test August 2021Document16 paginiEnd of Summer Course Test August 2021Thanh Nguyen vanÎncă nu există evaluări
- Sample Appellant BriefDocument6 paginiSample Appellant BriefKaye Pascual89% (9)
- Manuscript FsDocument76 paginiManuscript FsRalph HumpaÎncă nu există evaluări
- Nomenclatura SKFDocument1 paginăNomenclatura SKFJuan José MeroÎncă nu există evaluări
- Comparative Study On Serial and Parallel Manipulators - ReviewDocument23 paginiComparative Study On Serial and Parallel Manipulators - ReviewShaik Himam SahebÎncă nu există evaluări
- Basics of Population EducationDocument4 paginiBasics of Population EducationLAILANIE DELA PENAÎncă nu există evaluări
- Pitot/Static Systems: Flight InstrumentsDocument11 paginiPitot/Static Systems: Flight InstrumentsRoel MendozaÎncă nu există evaluări