S-ar putea să vă placă și
- Questions on the Brewhouse in the Beer Brewing ProcessDe la EverandQuestions on the Brewhouse in the Beer Brewing ProcessÎncă nu există evaluări
- Extraction of Oil From Seed PDFDocument6 paginiExtraction of Oil From Seed PDFNahid Akhter KathaÎncă nu există evaluări
- Solvent ExtractionDocument4 paginiSolvent ExtractiongeethikanayanaprabhaÎncă nu există evaluări
- Chapter 2.2 Soybean Oil Rev1Document35 paginiChapter 2.2 Soybean Oil Rev1Rathish RagooÎncă nu există evaluări
- Cottondelinting ProcessDocument19 paginiCottondelinting ProcessfaiselrahimÎncă nu există evaluări
- Solvent Extraction: HexaneDocument3 paginiSolvent Extraction: HexaneArslan KhanÎncă nu există evaluări
- Rice Bran Oil Production Cost 3Document44 paginiRice Bran Oil Production Cost 3Sai Krishna100% (3)
- Palm Kernel Oil ExtractionDocument4 paginiPalm Kernel Oil Extractionnoel.manroeÎncă nu există evaluări
- Grain Distillery ProcessDocument7 paginiGrain Distillery Processkem_engr7682Încă nu există evaluări
- Abrar Rasool 2015-Ag-6288: MSC (Hons) Plant Breeding & Genetics 2 SemesterDocument37 paginiAbrar Rasool 2015-Ag-6288: MSC (Hons) Plant Breeding & Genetics 2 SemesterHamza Bin SajidÎncă nu există evaluări
- RRLDocument9 paginiRRLLourdes CagungunÎncă nu există evaluări
- Oils ProcessingDocument6 paginiOils ProcessingAlexÎncă nu există evaluări
- Presentation 1Document30 paginiPresentation 1munna_bhai8260% (1)
- CPTDocument7 paginiCPTAli RazaÎncă nu există evaluări
- OIL AND FAT Technology Lectures III - Crude Oil ProductionDocument55 paginiOIL AND FAT Technology Lectures III - Crude Oil ProductionDavid Flores MolinaÎncă nu există evaluări
- Palm Oil ProcessingDocument22 paginiPalm Oil ProcessingNurul Amelia Mustaffa75% (4)
- Planta de ExtracciónDocument14 paginiPlanta de Extracciónel viajantexÎncă nu există evaluări
- Soybean Oil ExtractionDocument22 paginiSoybean Oil ExtractionMuhammad Irfan MalikÎncă nu există evaluări
- L.N. OilsDocument10 paginiL.N. OilsSachin UmbarajeÎncă nu există evaluări
- Manual Corn OilDocument22 paginiManual Corn OilFernando CálixÎncă nu există evaluări
- Oil Refining ProcessDocument16 paginiOil Refining Processruman ahmadÎncă nu există evaluări
- Assignment 2 Group10 Report PDFDocument11 paginiAssignment 2 Group10 Report PDFnurul syamimieÎncă nu există evaluări
- Oil Extraction ProcessDocument8 paginiOil Extraction ProcessMansoor Ali100% (1)
- Oilseed Processing - PPSXDocument29 paginiOilseed Processing - PPSXBethmi JayawardenaÎncă nu există evaluări
- Palm Oil Manufacturing and Effluent TreatmentDocument13 paginiPalm Oil Manufacturing and Effluent Treatmentnp27031990100% (1)
- Solvent Extraction PresentationDocument5 paginiSolvent Extraction PresentationBartwell TazvingaÎncă nu există evaluări
- Oil PalmDocument27 paginiOil PalmParveen Parveen0% (1)
- Visit Report For KHAMGAONDocument8 paginiVisit Report For KHAMGAONSanket Koyate SpeedsterÎncă nu există evaluări
- CantileverDocument8 paginiCantileverIbrahim umarÎncă nu există evaluări
- Operation PlanDocument7 paginiOperation Plangoabaone kgopaÎncă nu există evaluări
- Final PurifierDocument6 paginiFinal Purifierreyalene gallegosÎncă nu există evaluări
- Chapter 3 Wax Processing and PurificationDocument40 paginiChapter 3 Wax Processing and Purificationjiva100% (8)
- Process For Refining of Used Lubricating OilDocument8 paginiProcess For Refining of Used Lubricating OilSubrata Banerjee100% (2)
- Oil and Fat Technology Lectures IIIDocument42 paginiOil and Fat Technology Lectures IIIaulger100% (1)
- Coconut Value Added Products Processing TechnologyDocument9 paginiCoconut Value Added Products Processing TechnologyjsphemilÎncă nu există evaluări
- Distillation Unit NNIDocument17 paginiDistillation Unit NNISoham RajmaneÎncă nu există evaluări
- Oil and Fat IndustroyDocument29 paginiOil and Fat IndustroyM AbdullahÎncă nu există evaluări
- Solvent DewaxingDocument14 paginiSolvent Dewaxingابوالحروف العربي ابوالحروفÎncă nu există evaluări
- Oil ExtractionDocument10 paginiOil ExtractionRavenyam Valerio100% (1)
- Cooking OilDocument6 paginiCooking OilMAGOMU DAN DAVIDÎncă nu există evaluări
- Scouring: Scouring Is The Process by Which All Natural andDocument27 paginiScouring: Scouring Is The Process by Which All Natural andTuan Nguyen MinhÎncă nu există evaluări
- Fats and OilsDocument23 paginiFats and OilsErole Mission100% (1)
- How To Make Cooking OilsDocument7 paginiHow To Make Cooking OilsnightclownÎncă nu există evaluări
- Re-Refining of Used Lube OilsDocument23 paginiRe-Refining of Used Lube OilsJaydeep TayadeÎncă nu există evaluări
- Working Principle of Purifier and ClarifierDocument17 paginiWorking Principle of Purifier and Clarifiershin deiruÎncă nu există evaluări
- Refinery OperationsDocument16 paginiRefinery OperationsHendraWanÎncă nu există evaluări
- Palm OilDocument39 paginiPalm OildaabgchiÎncă nu există evaluări
- Palm Oil RefiningDocument10 paginiPalm Oil Refiningharrison_sÎncă nu există evaluări
- Soxhlet Extraction: By-Shewarega HabtamuDocument12 paginiSoxhlet Extraction: By-Shewarega HabtamuAbdisa GemechuÎncă nu există evaluări
- GondokDocument16 paginiGondokRismaAjhaÎncă nu există evaluări
- Recycling of Waste Oil, Waste Oil Manufacturer, Waste Oil Processors - Jawrawala PetroleumDocument2 paginiRecycling of Waste Oil, Waste Oil Manufacturer, Waste Oil Processors - Jawrawala PetroleumJawrawala PetroleumÎncă nu există evaluări
- 2.2 Proses Pengolahan Minyak Kelapa SawitDocument7 pagini2.2 Proses Pengolahan Minyak Kelapa SawitBrilyanÎncă nu există evaluări
- A Study On Process Optimization and Refinery Operations at A Petroleum IndustryDocument23 paginiA Study On Process Optimization and Refinery Operations at A Petroleum Industryvinothvinoth272002Încă nu există evaluări
- Oil ExtractionDocument30 paginiOil Extractionraisameh23Încă nu există evaluări
- Crude DistillationDocument22 paginiCrude DistillationKritagyaÎncă nu există evaluări
- A Primer On Oils Processing Technology Part 1Document26 paginiA Primer On Oils Processing Technology Part 18sh4g9rt7xÎncă nu există evaluări
- Lec - 6Document9 paginiLec - 6warekarÎncă nu există evaluări
- Extraction of Oil From Algae by Solvent Extraction and Oil Expeller MethodDocument5 paginiExtraction of Oil From Algae by Solvent Extraction and Oil Expeller MethodIan AsÎncă nu există evaluări
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingDe la EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingEvaluare: 5 din 5 stele5/5 (3)
- Technical Manual Metsec Mezzanine FloorsDocument23 paginiTechnical Manual Metsec Mezzanine FloorsMusheer BashaÎncă nu există evaluări
- Instruction Manual: Compact Vibrating Fork Level SwitchDocument13 paginiInstruction Manual: Compact Vibrating Fork Level SwitchMusheer BashaÎncă nu există evaluări
- Knife Edge Gate Valve O&m ManualDocument6 paginiKnife Edge Gate Valve O&m ManualMusheer BashaÎncă nu există evaluări
- Soybean Oil Specific Heat PDFDocument5 paginiSoybean Oil Specific Heat PDFMusheer BashaÎncă nu există evaluări
- ENG List of Entry Point ProjectsDocument11 paginiENG List of Entry Point ProjectsKhoonShihHsienÎncă nu există evaluări
- Ecoware Brochure 07 2020Document35 paginiEcoware Brochure 07 2020Musheer BashaÎncă nu există evaluări
- Ladakh Road Map Vargis KhanDocument1 paginăLadakh Road Map Vargis KhanMusheer BashaÎncă nu există evaluări
- Mimic of Solvent Extraction PlantDocument1 paginăMimic of Solvent Extraction PlantMusheer BashaÎncă nu există evaluări
- Hammermill Hi-ResDocument4 paginiHammermill Hi-ResMusheer BashaÎncă nu există evaluări
- BOQDocument3 paginiBOQMusheer BashaÎncă nu există evaluări
- Centrifugal FanDocument1 paginăCentrifugal FanMusheer BashaÎncă nu există evaluări
- 10 TPH BoilerDocument1 pagină10 TPH BoilerMusheer BashaÎncă nu există evaluări
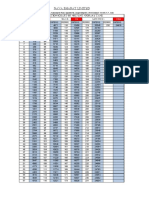
- Hexane Tank Calibration ChartDocument1 paginăHexane Tank Calibration ChartMusheer BashaÎncă nu există evaluări
- MG HectorDocument13 paginiMG Hectordheeraj tanejaÎncă nu există evaluări
- Rice Bran Healthy OilDocument25 paginiRice Bran Healthy OilMusheer BashaÎncă nu există evaluări
- Model Sp4 Grain Spreaders: AttentionDocument14 paginiModel Sp4 Grain Spreaders: AttentionMusheer BashaÎncă nu există evaluări
- Alphatech Steels FlyerDocument4 paginiAlphatech Steels FlyerMusheer BashaÎncă nu există evaluări
- SSI Units - Exemption Under Central Excise - Excise ArticlesDocument10 paginiSSI Units - Exemption Under Central Excise - Excise ArticlesMusheer BashaÎncă nu există evaluări
- Pellet Cooling and CrumblingDocument37 paginiPellet Cooling and CrumblingMusheer Basha50% (2)
- CNC Profile Cutting MachineDocument2 paginiCNC Profile Cutting MachineMusheer BashaÎncă nu există evaluări
- Blade DevelopmentDocument1 paginăBlade DevelopmentMusheer BashaÎncă nu există evaluări
- WER Buying A Wind TurbineDocument13 paginiWER Buying A Wind TurbineMusheer BashaÎncă nu există evaluări
- Pneumatic Grain ConveyingDocument16 paginiPneumatic Grain ConveyingMusheer BashaÎncă nu există evaluări
- Complete Haj GuideDocument79 paginiComplete Haj GuideMusheer BashaÎncă nu există evaluări
- DB Pump CurvesDocument70 paginiDB Pump CurvesMusheer Basha75% (12)
- Malay InterimDocument36 paginiMalay InterimMusheer BashaÎncă nu există evaluări
- Rising Film Evaporator TimeDocument2 paginiRising Film Evaporator TimeMusheer BashaÎncă nu există evaluări
- Analysis and Design of Air-Jet Pumps For Pneumatic TransportationDocument302 paginiAnalysis and Design of Air-Jet Pumps For Pneumatic TransportationMusheer BashaÎncă nu există evaluări
- Vibrating ConveyorsDocument28 paginiVibrating ConveyorsMusheer BashaÎncă nu există evaluări
- Tuirum Adhaar Update Tur ListDocument4 paginiTuirum Adhaar Update Tur ListLalthlamuana MuanaÎncă nu există evaluări
- Technics Su-7200 SMDocument21 paginiTechnics Su-7200 SMF_E_TermanÎncă nu există evaluări
- Final Drive Transmission Assembly - Prior To SN Dac0202754 (1) 9030Document3 paginiFinal Drive Transmission Assembly - Prior To SN Dac0202754 (1) 9030Caroline RosaÎncă nu există evaluări
- Heat Load Computation Sheet: Phil. Setting DB 92°F WB 81°F RH 60% + 5%Document2 paginiHeat Load Computation Sheet: Phil. Setting DB 92°F WB 81°F RH 60% + 5%Zubenel MaicongÎncă nu există evaluări
- YUI 2.7 Cheat Sheets ConcatenatedDocument41 paginiYUI 2.7 Cheat Sheets Concatenatedcron112Încă nu există evaluări
- 01 - Rigid Pavement ManualDocument24 pagini01 - Rigid Pavement ManualTsegawbeztoÎncă nu există evaluări
- Drainage Service GuidelinesDocument15 paginiDrainage Service GuidelinesMarllon LobatoÎncă nu există evaluări
- Synposis FPGA Synthesis User GuideDocument484 paginiSynposis FPGA Synthesis User GuideVijendraKumarÎncă nu există evaluări
- Datasheet F404 FamilyDocument2 paginiDatasheet F404 FamilyhÎncă nu există evaluări
- CMM 25-11-466529430584234180428Document288 paginiCMM 25-11-466529430584234180428Radmanovic Uros MrmyÎncă nu există evaluări
- Inslution ComaritveDocument8 paginiInslution Comaritvemusaad AlasbliÎncă nu există evaluări
- Final Report - Submitted - ExactspaceDocument118 paginiFinal Report - Submitted - ExactspaceParasuram PadmanabhanÎncă nu există evaluări
- Ogm 25Document1 paginăOgm 25azimsabudinÎncă nu există evaluări
- EVSDocument7 paginiEVSsubhas9804009247Încă nu există evaluări
- Urea ProjectDocument17 paginiUrea ProjectAbdo Shaaban100% (2)
- Accreditation ScopeDocument19 paginiAccreditation ScopeTrainer 01Încă nu există evaluări
- District Revised HMIS Manual UpdatedDocument289 paginiDistrict Revised HMIS Manual UpdatedWaqar Asmat0% (1)
- Orbital Rendezvous Using An Augmented Lambert Guidance SchemeDocument0 paginiOrbital Rendezvous Using An Augmented Lambert Guidance Schemegirithik14Încă nu există evaluări
- School: Leadstar University College of Graduate Studies MBA Transformational LeadershipDocument13 paginiSchool: Leadstar University College of Graduate Studies MBA Transformational Leadershipaddisu zewde100% (1)
- ANSI-IEEE, NEMA and UL Requirements For SwitchgearDocument4 paginiANSI-IEEE, NEMA and UL Requirements For Switchgearefmartin21Încă nu există evaluări
- Welding Select BrochureDocument32 paginiWelding Select BrochureBalluff SensorsÎncă nu există evaluări
- 17 - Defining Service Level Agreement (SLA) For E-Gov ProjectsDocument9 pagini17 - Defining Service Level Agreement (SLA) For E-Gov ProjectsdevÎncă nu există evaluări
- Check Mode Procedure: Hand-Held TesterDocument1 paginăCheck Mode Procedure: Hand-Held TesterClodoaldo BiassioÎncă nu există evaluări
- Greenhouse Project Interim ReportDocument26 paginiGreenhouse Project Interim ReportMuneek ShahÎncă nu există evaluări
- Security Audit Technology Training Report To PresentDocument1 paginăSecurity Audit Technology Training Report To PresentLewis Kang'araÎncă nu există evaluări
- Nift Panchkula Thesis Gaurav Bajaj 2009 Uar 646Document10 paginiNift Panchkula Thesis Gaurav Bajaj 2009 Uar 646vedahiÎncă nu există evaluări
- The Power of Slope SpectrosDocument2 paginiThe Power of Slope SpectrosJohn SiricoÎncă nu există evaluări
- Test AND Measurement: Eagle PhotonicsDocument90 paginiTest AND Measurement: Eagle PhotonicsPankaj SharmaÎncă nu există evaluări
- EL3020 Data PDFDocument24 paginiEL3020 Data PDFichrakÎncă nu există evaluări
- IP10G-CLI User Guide Version 6.7 March2011Document124 paginiIP10G-CLI User Guide Version 6.7 March2011JorgIVariuS100% (1)