S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- E CommerceDocument24 paginiE CommerceShefali RathiÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Ethical HackingDocument28 paginiEthical Hackingfunkisanju1Încă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Working Capital Aanalysis IciciDocument114 paginiWorking Capital Aanalysis Icicifunkisanju1Încă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- ResonanceDocument11 paginiResonancefunkisanju1Încă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Presentation On Drugs Free India: Presented By: Ishaan Tandon 401806005Document31 paginiPresentation On Drugs Free India: Presented By: Ishaan Tandon 401806005funkisanju1Încă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Create Company in Tally ERP 9Document23 paginiCreate Company in Tally ERP 9funkisanju1Încă nu există evaluări
- What Is Sarva Shiksha Abhiyan?Document7 paginiWhat Is Sarva Shiksha Abhiyan?funkisanju1Încă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Language As A School SubjectDocument7 paginiLanguage As A School Subjectfunkisanju1Încă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Customer Buying Behaviour in Bikes ReportDocument78 paginiCustomer Buying Behaviour in Bikes ReportSahil Arora75% (16)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Acknowledgement: Bridge Rectifier), Which Also Helped Me in Doing A Lot ofDocument12 paginiAcknowledgement: Bridge Rectifier), Which Also Helped Me in Doing A Lot offunkisanju1Încă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Jyoti Project Reporlot Monte CarloDocument66 paginiJyoti Project Reporlot Monte Carlofunkisanju1Încă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Presented By:-Jannat Shahi Roll No. 2373Document20 paginiPresented By:-Jannat Shahi Roll No. 2373funkisanju1Încă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Tvs Motors ProjectDocument77 paginiTvs Motors ProjectAshish Sinha72% (65)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- Chap 09Document32 paginiChap 09funkisanju1Încă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Central IslamicLandsDocument19 paginiThe Central IslamicLandsfunkisanju1Încă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Number Systems: Location in Course TextbookDocument64 paginiNumber Systems: Location in Course Textbookhaboooooosh1188Încă nu există evaluări
- Physical ExerciseDocument4 paginiPhysical Exercisefunkisanju1Încă nu există evaluări
- Digital IndiaDocument16 paginiDigital Indiafunkisanju1Încă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Kartar Agro's Guide to Combines Under 40 CharactersDocument14 paginiKartar Agro's Guide to Combines Under 40 Charactersfunkisanju1Încă nu există evaluări
- Futuregrid Image Management and Rain: Presenters: Javier Diaz Gregor Von LaszewskiDocument30 paginiFuturegrid Image Management and Rain: Presenters: Javier Diaz Gregor Von Laszewskifunkisanju1Încă nu există evaluări
- EARTHQUKEDocument10 paginiEARTHQUKEfunkisanju1Încă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- EntrepreneurshipDocument11 paginiEntrepreneurshipfunkisanju1100% (1)
- Dowry FinalDocument46 paginiDowry Finalfunkisanju1Încă nu există evaluări
- Regenta Hotel Kitchen SectionsDocument14 paginiRegenta Hotel Kitchen Sectionsfunkisanju1Încă nu există evaluări
- Coke PepsiDocument10 paginiCoke Pepsifunkisanju1Încă nu există evaluări
- Working of TelegraphDocument2 paginiWorking of Telegraphfunkisanju1Încă nu există evaluări
- Ethicalhacking 130906120356Document14 paginiEthicalhacking 130906120356funkisanju1Încă nu există evaluări
- EASTMAN Final Project1Document76 paginiEASTMAN Final Project1funkisanju1Încă nu există evaluări
- Duplax PaintDocument51 paginiDuplax Paintfunkisanju1Încă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- A Summer Training Project Report OnDocument85 paginiA Summer Training Project Report Onrajancomes33% (3)
- Coursebook 1Document84 paginiCoursebook 1houetofirmin2021Încă nu există evaluări
- History of Philippine Sports PDFDocument48 paginiHistory of Philippine Sports PDFGerlie SaripaÎncă nu există evaluări
- A COIN FOR A BETTER WILDLIFEDocument8 paginiA COIN FOR A BETTER WILDLIFEDragomir DanielÎncă nu există evaluări
- IC 4060 Design NoteDocument2 paginiIC 4060 Design Notemano012Încă nu există evaluări
- Final DSL Under Wire - FinalDocument44 paginiFinal DSL Under Wire - Finalelect trsÎncă nu există evaluări
- English: Quarter 1 - Module 1Document16 paginiEnglish: Quarter 1 - Module 1Ryze100% (1)
- Bias in TurnoutDocument2 paginiBias in TurnoutDardo CurtiÎncă nu există evaluări
- Lucy Wang Signature Cocktail List: 1. Passion Martini (Old Card)Document5 paginiLucy Wang Signature Cocktail List: 1. Passion Martini (Old Card)Daca KloseÎncă nu există evaluări
- 3 People v. Caritativo 256 SCRA 1 PDFDocument6 pagini3 People v. Caritativo 256 SCRA 1 PDFChescaSeñeresÎncă nu există evaluări
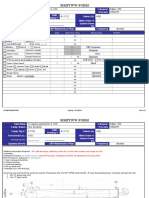
- Simptww S-1105Document3 paginiSimptww S-1105Vijay RajaindranÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Tentative Seat Vacancy For CSAB Special Rounds-202Document92 paginiTentative Seat Vacancy For CSAB Special Rounds-202Praveen KumarÎncă nu există evaluări
- Dealer DirectoryDocument83 paginiDealer DirectorySportivoÎncă nu există evaluări
- What Is Innovation and Its Characteristics of InnovationDocument4 paginiWhat Is Innovation and Its Characteristics of InnovationMohd TauqeerÎncă nu există evaluări
- Zsoka PDFDocument13 paginiZsoka PDFMasliana SahadÎncă nu există evaluări
- DODAR Analyse DiagramDocument2 paginiDODAR Analyse DiagramDavidÎncă nu există evaluări
- Spiritual Warfare - Mystery Babylon The GreatDocument275 paginiSpiritual Warfare - Mystery Babylon The GreatBornAgainChristian100% (7)
- Lesson Plan Maam MyleenDocument7 paginiLesson Plan Maam MyleenRochelle RevadeneraÎncă nu există evaluări
- Surrender Deed FormDocument2 paginiSurrender Deed FormADVOCATE SHIVAM GARGÎncă nu există evaluări
- Villadolid, Thea Marie J - 1st CENTURY SKILLS CATEGORIESDocument4 paginiVilladolid, Thea Marie J - 1st CENTURY SKILLS CATEGORIESThea Marie Villadolid100% (1)
- Kargil Untold StoriesDocument214 paginiKargil Untold StoriesSONALI KUMARIÎncă nu există evaluări
- FIITJEE Talent Reward Exam 2020: Proctored Online Test - Guidelines For StudentsDocument3 paginiFIITJEE Talent Reward Exam 2020: Proctored Online Test - Guidelines For StudentsShivesh PANDEYÎncă nu există evaluări
- The Best Chess BooksDocument3 paginiThe Best Chess BooksJames Warren100% (1)
- Written Test Unit 7 & 8 - Set ADocument4 paginiWritten Test Unit 7 & 8 - Set ALaura FarinaÎncă nu există evaluări
- Category Theory For Programmers by Bartosz MilewskiDocument565 paginiCategory Theory For Programmers by Bartosz MilewskiJohn DowÎncă nu există evaluări
- Theories of LeadershipDocument24 paginiTheories of Leadershipsija-ekÎncă nu există evaluări
- School of Architecture, Building and Design Foundation in Natural Build EnvironmentDocument33 paginiSchool of Architecture, Building and Design Foundation in Natural Build Environmentapi-291031287Încă nu există evaluări
- MAY-2006 International Business Paper - Mumbai UniversityDocument2 paginiMAY-2006 International Business Paper - Mumbai UniversityMAHENDRA SHIVAJI DHENAKÎncă nu există evaluări
- MID Term VivaDocument4 paginiMID Term VivaGirik BhandoriaÎncă nu există evaluări
- Group Assignment Topics - BEO6500 Economics For ManagementDocument3 paginiGroup Assignment Topics - BEO6500 Economics For ManagementnoylupÎncă nu există evaluări
- Motivation and Emotion FinalDocument4 paginiMotivation and Emotion Finalapi-644942653Încă nu există evaluări