S-ar putea să vă placă și
- Hydrogen and Syngas Production and Purification TechnologiesDe la EverandHydrogen and Syngas Production and Purification TechnologiesÎncă nu există evaluări
- Neste NexbtlDocument16 paginiNeste NexbtljonathanÎncă nu există evaluări
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationDe la EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosÎncă nu există evaluări
- Petroleum and PetrochemicalDocument7 paginiPetroleum and PetrochemicalAbhishek GondÎncă nu există evaluări
- Cracking TutorialDocument1 paginăCracking TutorialPassmore Dube0% (1)
- Full Paper No 37 M 2Document11 paginiFull Paper No 37 M 2Anonymous 8qUHG4SlÎncă nu există evaluări
- 4 AspenPlus Modeling Petroleum Processes 2006 StartDocument90 pagini4 AspenPlus Modeling Petroleum Processes 2006 StartTito CastromanÎncă nu există evaluări
- Refinery Configuration (With Figures)Document9 paginiRefinery Configuration (With Figures)kumar007Încă nu există evaluări
- Preflash DrumDocument27 paginiPreflash DrumGarry David100% (1)
- North West Shelf Condensate Feb 2012Document3 paginiNorth West Shelf Condensate Feb 2012hbatesÎncă nu există evaluări
- A Primer On The Technology of Biofuel ProductionDocument28 paginiA Primer On The Technology of Biofuel ProductionAnkit MehraÎncă nu există evaluări
- Exxonmobil Olefins Process DescriptionDocument5 paginiExxonmobil Olefins Process Descriptionamiramirimehr100% (1)
- Vacuum, Steam Ejectors, Atmospheric Air Ejectors PDFDocument13 paginiVacuum, Steam Ejectors, Atmospheric Air Ejectors PDFRichard ObinnaÎncă nu există evaluări
- Viscosity IndexDocument3 paginiViscosity Indexdassi99Încă nu există evaluări
- Crude Oil Assay (Assignment 1) (FINAL)Document12 paginiCrude Oil Assay (Assignment 1) (FINAL)Fabliha KhanÎncă nu există evaluări
- Index - 2017 - Integrated Gasification Combined Cycle IGCC Technologies PDFDocument23 paginiIndex - 2017 - Integrated Gasification Combined Cycle IGCC Technologies PDFrusdanadityaÎncă nu există evaluări
- Energy Optimization of Crude Oil Distillation Using Different Designs of Pre-Flash Drums PDFDocument7 paginiEnergy Optimization of Crude Oil Distillation Using Different Designs of Pre-Flash Drums PDFGabriela Urdaneta100% (1)
- Report On Summer Vocational Training: Indian Oil Corporation LimitedDocument22 paginiReport On Summer Vocational Training: Indian Oil Corporation LimitedAditya SharmaÎncă nu există evaluări
- Trainning Report Iocl MathuraDocument19 paginiTrainning Report Iocl MathuraDheeraj ShuklaÎncă nu există evaluări
- Fuel Upgrading IIDocument64 paginiFuel Upgrading IIJoannaJamesÎncă nu există evaluări
- Ostra Crude Oil (70 - 30)Document1 paginăOstra Crude Oil (70 - 30)coolwet90Încă nu există evaluări
- Heavy Oil UpgradingDocument6 paginiHeavy Oil UpgradingpiovioÎncă nu există evaluări
- OhcuDocument11 paginiOhcuDheeraj ShuklaÎncă nu există evaluări
- Indian RefineriesDocument21 paginiIndian RefineriesDeep ChaudhariÎncă nu există evaluări
- Effect of Heavy Metals in Crude OilDocument6 paginiEffect of Heavy Metals in Crude OilDarl NwokomaÎncă nu există evaluări
- Study of Selected Petroleum Refining Residuals Industry StudyDocument160 paginiStudy of Selected Petroleum Refining Residuals Industry StudychaitanyaÎncă nu există evaluări
- Reactors RefineryDocument12 paginiReactors RefineryMartin SzijjartoÎncă nu există evaluări
- Notes On Petroleum ProcessingDocument94 paginiNotes On Petroleum ProcessingVânia CunhaÎncă nu există evaluări
- Fundamentals of Refining and Petrochemicals ProcessesDocument240 paginiFundamentals of Refining and Petrochemicals ProcessesMshelia M.Încă nu există evaluări
- ECAT Analysis GuideDocument12 paginiECAT Analysis GuideElder RuizÎncă nu există evaluări
- MRPLDocument44 paginiMRPLNeha IsaacÎncă nu există evaluări
- Krane1959 PDFDocument16 paginiKrane1959 PDFjaquelinegondimÎncă nu există evaluări
- Training Report HeritageDocument65 paginiTraining Report HeritageSurya Kanta SenÎncă nu există evaluări
- Understanding O&G-MDSO 801 (2nd Vol)Document156 paginiUnderstanding O&G-MDSO 801 (2nd Vol)Anonymous IwqK1Nl100% (1)
- Optimizing Bitumen Upgrading SchemeDocument38 paginiOptimizing Bitumen Upgrading SchemeATUL SONAWANEÎncă nu există evaluări
- Valero Energy, Benicia: - Onkar Kotpalliwar Shivam SinghDocument53 paginiValero Energy, Benicia: - Onkar Kotpalliwar Shivam SinghNikhil GargÎncă nu există evaluări
- Modelling and SimulationDocument109 paginiModelling and SimulationReya RaghunathanÎncă nu există evaluări
- The Structure of The Indian Petrochemical IndustryDocument56 paginiThe Structure of The Indian Petrochemical IndustryAshwin RamayyagariÎncă nu există evaluări
- HydrocrackingDocument25 paginiHydrocrackingJoprince PrincipioÎncă nu există evaluări
- 112 Refinery Overview ChevronDocument2 pagini112 Refinery Overview Chevronupender345Încă nu există evaluări
- Manoj InternshipReport MRPLDocument128 paginiManoj InternshipReport MRPLManoj100% (1)
- Petroleum Technology-Part Iii: The Process & Technology of CrackingDocument23 paginiPetroleum Technology-Part Iii: The Process & Technology of CrackingSrikrishnan KrishÎncă nu există evaluări
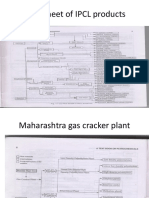
- Petrochemical Industry Flow SheetDocument51 paginiPetrochemical Industry Flow SheetDeekshith KodumuruÎncă nu există evaluări
- The Theory and Practice of Steam Reforming: By: Gerard B. Hawkins Managing Director, CEODocument0 paginiThe Theory and Practice of Steam Reforming: By: Gerard B. Hawkins Managing Director, CEOBalaji RamanÎncă nu există evaluări
- B.E. Semester-I Engineering Chemistry Unit (Fuel: Dr. R. M. KharateDocument68 paginiB.E. Semester-I Engineering Chemistry Unit (Fuel: Dr. R. M. KharateKrushna DeoreÎncă nu există evaluări
- Catalytic Reforming PDFDocument3 paginiCatalytic Reforming PDFAbey SamuelÎncă nu există evaluări
- Iocl ReportDocument172 paginiIocl ReportHemantÎncă nu există evaluări
- Optimization of Crude Oil DistillationDocument8 paginiOptimization of Crude Oil DistillationJar RSÎncă nu există evaluări
- Industrial ReportDocument89 paginiIndustrial ReportArnab DasÎncă nu există evaluări
- Khor2016Khor, C. S., & Varvarezos, D. (2016) - Petroleum Refinery Optimization. Optimization and EngineeringDocument47 paginiKhor2016Khor, C. S., & Varvarezos, D. (2016) - Petroleum Refinery Optimization. Optimization and EngineeringKhaled BeheryÎncă nu există evaluări
- RP153E Toc PDFDocument12 paginiRP153E Toc PDFAshwani KumarÎncă nu există evaluări
- Catalytic ConversionDocument27 paginiCatalytic ConversionKuldeep singh ChandelÎncă nu există evaluări
- Valero Energy Benicia RefineryDocument34 paginiValero Energy Benicia RefineryonkarÎncă nu există evaluări
- Composition Gas OilDocument14 paginiComposition Gas OilRavikant KumarÎncă nu există evaluări
- Chemistry of Crudes - DR y K SharmaDocument48 paginiChemistry of Crudes - DR y K Sharmasuprateem100% (1)
- Oil Price Trends in India and Its DeterminentsDocument16 paginiOil Price Trends in India and Its DeterminentsDeepthi Priya BejjamÎncă nu există evaluări
- New Methods For Bottom of The Barrel ProcessingDocument8 paginiNew Methods For Bottom of The Barrel ProcessingKannanGKÎncă nu există evaluări
- NSNSNSN SNJSJDocument53 paginiNSNSNSN SNJSJMayank VisalparaÎncă nu există evaluări
- Iocl Training ReportDocument10 paginiIocl Training ReportAbhishek GautamÎncă nu există evaluări
- Lec 4Document7 paginiLec 4اسامه عمر عثمانÎncă nu există evaluări
- Flare SystemsDocument93 paginiFlare SystemsEduardo Paulini Villanueva100% (1)
- Alltemp Refrigeration Air Conditioning CatalogueDocument376 paginiAlltemp Refrigeration Air Conditioning CatalogueOvo BabaAzizi OvoÎncă nu există evaluări
- Manual Técnico de Despiece A.A. Serie MUZ-GEDocument12 paginiManual Técnico de Despiece A.A. Serie MUZ-GEesteban andres olivaÎncă nu există evaluări
- LPP-Fluid Mechanics: FiitjeeDocument5 paginiLPP-Fluid Mechanics: FiitjeeYash TandonÎncă nu există evaluări
- L2 Transmission of Power by PipelineDocument15 paginiL2 Transmission of Power by PipelineOPOÎncă nu există evaluări
- 141022.TGT-HWL-G-H05-DS-7109 Pump Datasheet - Rev 0 - AttachedDocument4 pagini141022.TGT-HWL-G-H05-DS-7109 Pump Datasheet - Rev 0 - AttachedocanhthuÎncă nu există evaluări
- Department of Education: Water CycleDocument3 paginiDepartment of Education: Water CycleNiño Lorenz NoÎncă nu există evaluări
- Instruction Anweisung Instructions Instructie Instruções IstruzioniDocument16 paginiInstruction Anweisung Instructions Instructie Instruções IstruzioniAdel MercadejasÎncă nu există evaluări
- Roto Synthetic Fluid XTEND DUTY enDocument2 paginiRoto Synthetic Fluid XTEND DUTY enCompre ServiceÎncă nu există evaluări
- Project Report - Vapor AbsorptionDocument71 paginiProject Report - Vapor AbsorptionSuraj Shinde100% (2)
- How Snubbing Units WorkDocument6 paginiHow Snubbing Units Workrajasekharbo100% (1)
- Pump Head ExampleDocument3 paginiPump Head Examplesulaiman_dme40% (5)
- Ensc26 Lecture02 PressureDocument44 paginiEnsc26 Lecture02 PressureCassandra AyadÎncă nu există evaluări
- Safety Valve Sizing Calculations As Per IBR 1950Document2 paginiSafety Valve Sizing Calculations As Per IBR 1950santoshmane2389% (9)
- Co 2 Flow Meters Vs RegulatorsDocument2 paginiCo 2 Flow Meters Vs RegulatorswentropremÎncă nu există evaluări
- LNG VS GTLDocument1 paginăLNG VS GTLdishankmpatelÎncă nu există evaluări
- D10 10Document1 paginăD10 10mohamedÎncă nu există evaluări
- The Electrolysis of Acidified Water Using A Hofmann VoltameterDocument1 paginăThe Electrolysis of Acidified Water Using A Hofmann VoltameterSadhanshyhan ShyhanÎncă nu există evaluări
- Vacuum Engineering FundamentalsDocument33 paginiVacuum Engineering FundamentalsChristian Vargas100% (3)
- Coke Prevention During Steam Cracking For Ethylene Production. - Kurita ENDocument2 paginiCoke Prevention During Steam Cracking For Ethylene Production. - Kurita ENvaraduÎncă nu există evaluări
- Pressure Changes Gas LawsDocument6 paginiPressure Changes Gas LawstyytrdgÎncă nu există evaluări
- Coal-Bed MethaneDocument28 paginiCoal-Bed Methaneakgupta1946100% (2)
- PER MicroprojectDocument8 paginiPER MicroprojectHARSHAL SONARÎncă nu există evaluări
- Refrigeration & Air Conditioning: ME 170: Fundamentals of Mechanical Engineering (Model Lab)Document52 paginiRefrigeration & Air Conditioning: ME 170: Fundamentals of Mechanical Engineering (Model Lab)Umair MueedÎncă nu există evaluări
- DNG CompressorDocument4 paginiDNG CompressorsirtmxÎncă nu există evaluări
- Low Pressure Effusion of GasesDocument10 paginiLow Pressure Effusion of Gasesglen-576661Încă nu există evaluări
- MSLD ProcedureDocument3 paginiMSLD Procedureniraj_hwbÎncă nu există evaluări
- FKQ640-6 - BopDocument1 paginăFKQ640-6 - BopLucasÎncă nu există evaluări
- Active Learning Power Actuated Safety Relief ValveDocument2 paginiActive Learning Power Actuated Safety Relief ValveNur Syazwani KhalidÎncă nu există evaluări
- Properties of Natural GasDocument21 paginiProperties of Natural GasHarish RajÎncă nu există evaluări