S-ar putea să vă placă și
- Mapa de ProcesosDocument9 paginiMapa de ProcesosJaider CarvajalÎncă nu există evaluări
- 3.4 Procedimiento de Inspeccion Visual de Soldadura EcsDocument12 pagini3.4 Procedimiento de Inspeccion Visual de Soldadura Ecsjorge villaÎncă nu există evaluări
- Css - Manual - CssDocument227 paginiCss - Manual - CssDiego CabralÎncă nu există evaluări
- NMP 008-1999Document90 paginiNMP 008-1999Jorge Kovach AlvaradoÎncă nu există evaluări
- Aplicación de la tecnología de filtración en múltiples etapas con sistemas de riego localizado de alta frecuenciaDe la EverandAplicación de la tecnología de filtración en múltiples etapas con sistemas de riego localizado de alta frecuenciaÎncă nu există evaluări
- Modelos de DispersiónDocument20 paginiModelos de DispersiónAlejandro MolinaÎncă nu există evaluări
- K CC4 153a1 Qa Pie 062 - RD - EawDocument27 paginiK CC4 153a1 Qa Pie 062 - RD - EawVALERYÎncă nu există evaluări
- Mantenimiento de centros de transformación. ELEE0209De la EverandMantenimiento de centros de transformación. ELEE0209Încă nu există evaluări
- Sistema de Gestión Constructora MaestraDocument35 paginiSistema de Gestión Constructora MaestraAlejandro Molina0% (1)
- Sistema de Gestión Constructora MaestraDocument35 paginiSistema de Gestión Constructora MaestraAlejandro Molina0% (1)
- NC-As-IL02-07 Cambio de Nivel Inferior en Camaras de Inspeccion ExistenteDocument6 paginiNC-As-IL02-07 Cambio de Nivel Inferior en Camaras de Inspeccion ExistenteAndrey MalaveraÎncă nu există evaluări
- Catalogo Actuador Electrico Bray S70 PDFDocument16 paginiCatalogo Actuador Electrico Bray S70 PDFDRAKULLKILLERÎncă nu există evaluări
- K CC3 178 Qa Pie 0010 - RB - EvDocument25 paginiK CC3 178 Qa Pie 0010 - RB - Evmiguel angel aleluya PalaciosÎncă nu există evaluări
- Sistemas PropulsivosDocument223 paginiSistemas PropulsivosGeorge Bastida67% (3)
- Calibracion de Valvula de Seguridad y AlivioDocument9 paginiCalibracion de Valvula de Seguridad y Aliviocbromero100% (1)
- Calidad XDocument6 paginiCalidad XAbigail GarnicaÎncă nu există evaluări
- Evaluación de Riesgos Naturales y Antrópicos de La Región Del MauleDocument15 paginiEvaluación de Riesgos Naturales y Antrópicos de La Región Del MauleAlejandro MolinaÎncă nu există evaluări
- K-Cc2-170-Qa-Dcc-053 - RC Eb PDFDocument245 paginiK-Cc2-170-Qa-Dcc-053 - RC Eb PDFGrover LuzaÎncă nu există evaluări
- CCA-PPI-CONC-002 (PPI Concreto)Document1 paginăCCA-PPI-CONC-002 (PPI Concreto)Brayan MateoÎncă nu există evaluări
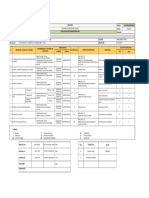
- Anexo 7 Peig-Sgc-M-F-0 Plan de Inspeccion y EnsayoDocument16 paginiAnexo 7 Peig-Sgc-M-F-0 Plan de Inspeccion y EnsayoNeomar Velasquez100% (1)
- CCA-PPI-ARQ-007 (PPI Arquitectura)Document1 paginăCCA-PPI-ARQ-007 (PPI Arquitectura)Brayan MateoÎncă nu există evaluări
- Informe ManómetroDocument7 paginiInforme ManómetroWilliam CepedaÎncă nu există evaluări
- Procedimiento de Inspeccion Visual Vil-Reg-Qua-011-Vt. (1) - FinalDocument11 paginiProcedimiento de Inspeccion Visual Vil-Reg-Qua-011-Vt. (1) - FinalAnthony Velasquez SanchezÎncă nu există evaluări
- Commisioning 793D - FDB01179Document26 paginiCommisioning 793D - FDB01179Luis rosas XDÎncă nu există evaluări
- Procedimiento de Tanque 653Document18 paginiProcedimiento de Tanque 653José Angel Torrealba100% (1)
- LIN-C.20.004-1212-QPR-7501 Rev. 01 PROCEDIMIENTO DE CONTROL DIMENSIONALDocument5 paginiLIN-C.20.004-1212-QPR-7501 Rev. 01 PROCEDIMIENTO DE CONTROL DIMENSIONALKevin GonzalesÎncă nu există evaluări
- CCA-PPI-CIV-001 (PPI Relleno, Excavación y Compactación)Document1 paginăCCA-PPI-CIV-001 (PPI Relleno, Excavación y Compactación)Brayan MateoÎncă nu există evaluări
- Dossier de Calidad - Rev de 30 CiclowashDocument21 paginiDossier de Calidad - Rev de 30 CiclowashEDDY ZEA UMIÑAÎncă nu există evaluări
- K062-BVP-CVPUE-CQ-N-PR-007 Procedimiento NDE MÎ Todo LÏ Quidos PenetrantesDocument39 paginiK062-BVP-CVPUE-CQ-N-PR-007 Procedimiento NDE MÎ Todo LÏ Quidos PenetrantesDarwin EnriqueÎncă nu există evaluări
- Prevencion de Riesgos en Mantencion de Areas VerdesDocument121 paginiPrevencion de Riesgos en Mantencion de Areas VerdesAlejandro MolinaÎncă nu există evaluări
- CCA-PPI-AR-003 (PPI Acero de Refuerzo)Document1 paginăCCA-PPI-AR-003 (PPI Acero de Refuerzo)Brayan MateoÎncă nu există evaluări
- Sistema de Pintado y RevestimientoDocument9 paginiSistema de Pintado y RevestimientoMaritza LimaÎncă nu există evaluări
- Proyecto Quellaveco Epcm Services: Proyecto #Q1CO-K-CC3-178Document33 paginiProyecto Quellaveco Epcm Services: Proyecto #Q1CO-K-CC3-178miguel angel aleluya PalaciosÎncă nu există evaluări
- PS7495-011 Procedimiento Inspección y Purga de Cilindro Rev1Document14 paginiPS7495-011 Procedimiento Inspección y Purga de Cilindro Rev1victor carvalloÎncă nu există evaluări
- 30.09.21. Mapa de Proceso Taller de ManttoDocument5 pagini30.09.21. Mapa de Proceso Taller de ManttoOmar UntiverosÎncă nu există evaluări
- JuanBautistaGodoy Presentacion Taller Gases Medicinales SEFH V3Document36 paginiJuanBautistaGodoy Presentacion Taller Gases Medicinales SEFH V3Irma Galego PazÎncă nu există evaluări
- Temario de Curso CCIDocument1 paginăTemario de Curso CCIagustin_eliasÎncă nu există evaluări
- Corte y BiseladoDocument6 paginiCorte y BiseladoMaritza LimaÎncă nu există evaluări
- Guia - de - Aprendizaje 1134089-2016 CFA 1-1Document17 paginiGuia - de - Aprendizaje 1134089-2016 CFA 1-1EGGARVEGA VEGA CANTILLOÎncă nu există evaluări
- Cal-Pr-04 Inspeccion Visual de SoldaduraDocument6 paginiCal-Pr-04 Inspeccion Visual de SoldaduraMaxx Ccoñas RamosÎncă nu există evaluări
- Alcance de La Acreditación Organismos de Inspección: TÜV Rheinland Perú S.A.CDocument7 paginiAlcance de La Acreditación Organismos de Inspección: TÜV Rheinland Perú S.A.Cjorge LaupaÎncă nu există evaluări
- P-QM-01 Auditorias de Calidad y M.A.Document15 paginiP-QM-01 Auditorias de Calidad y M.A.ErosOdalCancerveroÎncă nu există evaluări
- Prueba HidrosticaDocument14 paginiPrueba HidrosticaMaritza LimaÎncă nu există evaluări
- Api 653-1Document1 paginăApi 653-1luischico0% (1)
- PLA - 0201719-0-0000-720-002 - Rev.C Plan de Puntos de InspecciónDocument5 paginiPLA - 0201719-0-0000-720-002 - Rev.C Plan de Puntos de InspecciónAlejandro CastroÎncă nu există evaluări
- De-Doc-12 Reglas Del Servicio - Reglas Del Servicio de Inspeccion y CertificacionDocument11 paginiDe-Doc-12 Reglas Del Servicio - Reglas Del Servicio de Inspeccion y CertificacionYPEREZCÎncă nu există evaluări
- Trabajo Grupal #1Document23 paginiTrabajo Grupal #1FREDY CHIRE GUTIERREZÎncă nu există evaluări
- PROC. CABLEADO Y CONEXIONADO. Listo SGC-SYNER-CC-PE-001Document12 paginiPROC. CABLEADO Y CONEXIONADO. Listo SGC-SYNER-CC-PE-001JUANÎncă nu există evaluări
- Contratista Cliente: Inspection and Test Plan Plan de Inspección y Pruebas Recepción en CampoDocument1 paginăContratista Cliente: Inspection and Test Plan Plan de Inspección y Pruebas Recepción en CampoGuillermo Antonio Piña CurielÎncă nu există evaluări
- Certif Fabricacion Tanques CL PDFDocument15 paginiCertif Fabricacion Tanques CL PDFDOCUMENTACION ARÎncă nu există evaluări
- 4501195778-PLN-CA-001 R0 - Plan de CalidadDocument14 pagini4501195778-PLN-CA-001 R0 - Plan de CalidadroroÎncă nu există evaluări
- SSK-PC-MPD003 Rev. ADocument24 paginiSSK-PC-MPD003 Rev. AJuan TorresÎncă nu există evaluări
- IndicepipingDocument1 paginăIndicepipingjuniuni18Încă nu există evaluări
- Dureza Calcica DRDocument3 paginiDureza Calcica DRErick Michael GarciaÎncă nu există evaluări
- Proc para La Calibración de Probadores Bidireccionales 04-P-15 v-02 Opia No Contr - PDFDocument9 paginiProc para La Calibración de Probadores Bidireccionales 04-P-15 v-02 Opia No Contr - PDFSerrano Ballesteros Luis JavierÎncă nu există evaluări
- Unidad de Aprendizaje - Reparacion de Motores IIDocument3 paginiUnidad de Aprendizaje - Reparacion de Motores IIJORGE QUIQUIJANAÎncă nu există evaluări
- Reparacion de GalvanizadoDocument5 paginiReparacion de GalvanizadoMaritza LimaÎncă nu există evaluări
- ET AS ME08 22 Cilindro de Concreto para Camaras de Inspeccion de AlcantarilladoDocument9 paginiET AS ME08 22 Cilindro de Concreto para Camaras de Inspeccion de AlcantarilladoHarol Edson Barragan MendozaÎncă nu există evaluări
- Copia de SERVICIOS Y CALIBRACIONES DEL GOLFO S.A. DE C.V.Document12 paginiCopia de SERVICIOS Y CALIBRACIONES DEL GOLFO S.A. DE C.V.jhony GaleraÎncă nu există evaluări
- Alcance Top Overhaul RecetorDocument9 paginiAlcance Top Overhaul RecetorSaidbid Duran DuranÎncă nu există evaluări
- S-TAL-EG1-WSA-QUA-PRD-0005 Procedimiento de TorqueDocument10 paginiS-TAL-EG1-WSA-QUA-PRD-0005 Procedimiento de Torqueefren martinez guillenÎncă nu există evaluări
- P.I.E CMEI-01-03 Estructuras MetalicasDocument3 paginiP.I.E CMEI-01-03 Estructuras MetalicasCarmen HidalgoÎncă nu există evaluări
- Planeación Del MantenimientoDocument6 paginiPlaneación Del MantenimientoAldair RochaÎncă nu există evaluări
- Itp Plataforma Rev CDocument2 paginiItp Plataforma Rev CEdgar Bladimir Aimara NinacuriÎncă nu există evaluări
- Iron-Ca-Ci-001 Plan de Inspección y Ensayo de PinturaDocument13 paginiIron-Ca-Ci-001 Plan de Inspección y Ensayo de PinturaCarlos GilÎncă nu există evaluări
- Plan de Calidad Montaje de Estructuras Metálicas Rev.00Document3 paginiPlan de Calidad Montaje de Estructuras Metálicas Rev.00XAVIER AUCAYÎncă nu există evaluări
- Lista de Chequeo DiarioDocument7 paginiLista de Chequeo DiarioJcea EAÎncă nu există evaluări
- 4manual de Operacion y Mantenimiento CompressDocument6 pagini4manual de Operacion y Mantenimiento CompressCuna EssenceÎncă nu există evaluări
- Pie01-2011-Cc5205 Rev.00Document1 paginăPie01-2011-Cc5205 Rev.00Denis FajardoÎncă nu există evaluări
- Plan Tubing y CasingDocument15 paginiPlan Tubing y CasingCarlosr CaraballopÎncă nu există evaluări
- Amef 2Document14 paginiAmef 2Alejandro MolinaÎncă nu există evaluări
- Aclaracion o Explicacion Del Capitulo 9Document3 paginiAclaracion o Explicacion Del Capitulo 9Alejandro MolinaÎncă nu există evaluări
- Clase 3Document26 paginiClase 3Alejandro MolinaÎncă nu există evaluări
- Efectos de La Contaminación Atmosférica Por Material Particulado en Las Enfermedades Respiratorias Agudas en Menores de 5 Años PDFDocument9 paginiEfectos de La Contaminación Atmosférica Por Material Particulado en Las Enfermedades Respiratorias Agudas en Menores de 5 Años PDFAlejandro MolinaÎncă nu există evaluări
- Unidad 1 Sistemas de Gestion (Ambiente)Document58 paginiUnidad 1 Sistemas de Gestion (Ambiente)Alejandro MolinaÎncă nu există evaluări
- Riesgos Naturales y AntropicoDocument9 paginiRiesgos Naturales y AntropicoAlejandro MolinaÎncă nu există evaluări
- Pauta Informe Entrevista de TrabajoDocument2 paginiPauta Informe Entrevista de TrabajoAlejandro MolinaÎncă nu există evaluări
- Pauta Informe Entrevista de TrabajoDocument2 paginiPauta Informe Entrevista de TrabajoAlejandro MolinaÎncă nu există evaluări
- Guia #4 - Fenómenos OndulatorioDocument11 paginiGuia #4 - Fenómenos OndulatorioCarola AparicioÎncă nu există evaluări
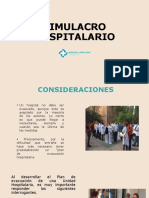
- Simulacro HospitalarioDocument16 paginiSimulacro HospitalarioJosselyn SortoÎncă nu există evaluări
- 6-La Máquina de Dibujar 3.0 - Scratch-ActividadDocument2 pagini6-La Máquina de Dibujar 3.0 - Scratch-ActividadÁlvaro LópezÎncă nu există evaluări
- Elementos Activos ElectronicaDocument5 paginiElementos Activos ElectronicaM̳a̳c̳e̳l̳o̳ S̳a̳n̳Încă nu există evaluări
- El Juego Del Gato - Axel Leonel Lopez - Actividad - SeminarioDocument3 paginiEl Juego Del Gato - Axel Leonel Lopez - Actividad - SeminarioMaria MoyanoÎncă nu există evaluări
- Entrada Temporal de Personas de NegociosDocument2 paginiEntrada Temporal de Personas de NegociosAristegui NoticiasÎncă nu există evaluări
- Termodinámica en La Ingeniería Química.Document7 paginiTermodinámica en La Ingeniería Química.Ortiz FelipeÎncă nu există evaluări
- f7.p31.gth Formato Informe Trimestral Comite de Convivencia Laboral v2Document1 paginăf7.p31.gth Formato Informe Trimestral Comite de Convivencia Laboral v2Mauricio Reyes VargasÎncă nu există evaluări
- Leccion 6Document3 paginiLeccion 6Sergio SanchezÎncă nu există evaluări
- Sintesis de La Unidad III Diseño y Analisis de Propuestas de Investigacion.Document5 paginiSintesis de La Unidad III Diseño y Analisis de Propuestas de Investigacion.Ronald CaviÎncă nu există evaluări
- Cuaderno de ObraDocument4 paginiCuaderno de ObraCarlos Verde BasilioÎncă nu există evaluări
- Maquinas Lab 05Document12 paginiMaquinas Lab 05Alexandra ZamataÎncă nu există evaluări
- Destilacion SencillaDocument3 paginiDestilacion SencillaJohn PadillaÎncă nu există evaluări
- CLasificacion de ExtintoresDocument11 paginiCLasificacion de ExtintoresCristian RafaelÎncă nu există evaluări
- Vocabulario Ingles Tecnico UhDocument7 paginiVocabulario Ingles Tecnico UhJuan Carlos RomeroÎncă nu există evaluări
- Acta de Inspeccion y Pruebas MT 065.Document3 paginiActa de Inspeccion y Pruebas MT 065.Anonymous ffmsPLEQÎncă nu există evaluări
- Informe TransitoDocument9 paginiInforme TransitoArnaldo Coila OrochiÎncă nu există evaluări
- Xvii Curso de Extension Universitaria en RegulacionDocument10 paginiXvii Curso de Extension Universitaria en RegulacionAlexanderRiveraÎncă nu există evaluări
- 3GO User ManualDocument35 pagini3GO User ManualAntonio Romero RodriguezÎncă nu există evaluări
- Voladuras Camaras de Aire PDFDocument3 paginiVoladuras Camaras de Aire PDFLuis Peña MogrovejoÎncă nu există evaluări
- Presupuesto ValtekDocument4 paginiPresupuesto ValtekHernan YanezÎncă nu există evaluări
- Guia de Ejercicios P&idsDocument2 paginiGuia de Ejercicios P&idsmancolmoÎncă nu există evaluări
- 06 Pet - K9Document12 pagini06 Pet - K9José Oswaldo Atalaya SánchezÎncă nu există evaluări
- Resumen Tema 2 SOMDocument4 paginiResumen Tema 2 SOMpepetronic60% (5)
- Resolución 0256 de 2016Document28 paginiResolución 0256 de 2016C J Ballesteros MontalbánÎncă nu există evaluări