S-ar putea să vă placă și
- Self-healing Ceramic Matrix Composites: A MonographDe la EverandSelf-healing Ceramic Matrix Composites: A MonographÎncă nu există evaluări
- A seminar report on portable structureDocument18 paginiA seminar report on portable structurevandalv526Încă nu există evaluări
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)De la EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)Încă nu există evaluări
- Mini Project WorkDocument33 paginiMini Project WorkGuru Samy100% (1)
- Corrosion and its Consequences for Reinforced Concrete StructuresDe la EverandCorrosion and its Consequences for Reinforced Concrete StructuresÎncă nu există evaluări
- " Control of Corrosion On Underwater Piles ": A Seminar Report OnDocument26 pagini" Control of Corrosion On Underwater Piles ": A Seminar Report OnVimlesh KumarÎncă nu există evaluări
- Chromium Plating ProcessDocument7 paginiChromium Plating ProcessAdelÎncă nu există evaluări
- Improving Corrosion Resistance of Magnesium Alloy For Aerospace ApplicationsDocument6 paginiImproving Corrosion Resistance of Magnesium Alloy For Aerospace ApplicationsTJPRC PublicationsÎncă nu există evaluări
- Minor Project ReoprtDocument35 paginiMinor Project ReoprtGopal MehraÎncă nu există evaluări
- Review 52 RustofMachinesDocument6 paginiReview 52 RustofMachineslonaab33Încă nu există evaluări
- Wear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueDocument12 paginiWear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueIJRASETPublicationsÎncă nu există evaluări
- DAFLOU BATIS VpCI - 2Document6 paginiDAFLOU BATIS VpCI - 2Wr ArÎncă nu există evaluări
- Shivakumar S.P., Sharan A.S. and Sadashivappa KDocument5 paginiShivakumar S.P., Sharan A.S. and Sadashivappa KDevaraj AstroÎncă nu există evaluări
- Effect of Steel Fiber Corrosion On Mechanical Properties of Steel Fiber Reinforced ConcreteDocument13 paginiEffect of Steel Fiber Corrosion On Mechanical Properties of Steel Fiber Reinforced ConcreteMatthewzki FerrerasÎncă nu există evaluări
- Prevention of Hydrogen Embrittlement of High Strength Alloy Steel Using Surface Coating TechniquesDocument14 paginiPrevention of Hydrogen Embrittlement of High Strength Alloy Steel Using Surface Coating TechniquesTJPRC PublicationsÎncă nu există evaluări
- Prevention of Hydrogen Embrittlement of High Strength Alloy Steel Using Surface Coating TechniquesDocument14 paginiPrevention of Hydrogen Embrittlement of High Strength Alloy Steel Using Surface Coating TechniquesTJPRC PublicationsÎncă nu există evaluări
- Corten Steel 1Document3 paginiCorten Steel 1Gurjeet Singh LallÎncă nu există evaluări
- Evaluation of Mechanical Properties of Aluminium and Silicone Carbide With Red MudDocument5 paginiEvaluation of Mechanical Properties of Aluminium and Silicone Carbide With Red MudIJRASETPublicationsÎncă nu există evaluări
- Applied Surface Science Advances: P.N. Belkin, S.A. Kusmanov, E.V. ParfenovDocument30 paginiApplied Surface Science Advances: P.N. Belkin, S.A. Kusmanov, E.V. ParfenovKaren AnnÎncă nu există evaluări
- Rehabilitation and Maintenance of Rusted Reinforcement Bar in RCC BeamDocument3 paginiRehabilitation and Maintenance of Rusted Reinforcement Bar in RCC BeamkelmazodroÎncă nu există evaluări
- Influence of Paint On Steel Corrosion For Marine ApplicationsDocument8 paginiInfluence of Paint On Steel Corrosion For Marine ApplicationsHose Gamaliel100% (1)
- 5 CorrosionDocument10 pagini5 CorrosionDiego AranibarÎncă nu există evaluări
- Electrochemical Protection of Steel in Concrete To Enhance The Service Life of Concrete Structures 2014 Procedia EngineeringDocument8 paginiElectrochemical Protection of Steel in Concrete To Enhance The Service Life of Concrete Structures 2014 Procedia EngineeringalkhiatÎncă nu există evaluări
- Corrosion Prevention in Railway Coaches PDFDocument7 paginiCorrosion Prevention in Railway Coaches PDFnaveenjoy84Încă nu există evaluări
- Rail CorrosionDocument71 paginiRail CorrosionkishanrwtÎncă nu există evaluări
- MMC Project Review-1Document12 paginiMMC Project Review-1musthakmechÎncă nu există evaluări
- Evaluation of Mechanical Properties of AL 2024 Based Hybrid Metal CompositesDocument15 paginiEvaluation of Mechanical Properties of AL 2024 Based Hybrid Metal CompositesIOSRjournalÎncă nu există evaluări
- Paper Darabi 2003Document8 paginiPaper Darabi 2003Siddharth VibhuteÎncă nu există evaluări
- Anticorrosive Effect of Electrochemical Manganese Dioxide By-Products in Reinforced ConcreteDocument13 paginiAnticorrosive Effect of Electrochemical Manganese Dioxide By-Products in Reinforced Concreteselvi1056Încă nu există evaluări
- Development and Analysis of Fly Ash Reinforced Aluminum Alloy Matrix CompositesDocument6 paginiDevelopment and Analysis of Fly Ash Reinforced Aluminum Alloy Matrix CompositesLuisÎncă nu există evaluări
- 1114 Msej 02Document9 pagini1114 Msej 02Amrul KaishÎncă nu există evaluări
- 196 203 JMTR Jul16Document8 pagini196 203 JMTR Jul16Liviu BadeaÎncă nu există evaluări
- Control of Corrosion On Underwater Piles: J Santhosh Kumar CH Kusuma KeerthiDocument7 paginiControl of Corrosion On Underwater Piles: J Santhosh Kumar CH Kusuma KeerthiSaurav Patil100% (1)
- Dry Sliding WearDocument22 paginiDry Sliding WearNishithÎncă nu există evaluări
- Corrosion Science: SciencedirectDocument13 paginiCorrosion Science: SciencedirectMAÎncă nu există evaluări
- Experimental Investigations On Mechanical BehaviorDocument13 paginiExperimental Investigations On Mechanical BehaviorMaulana Fajar BaharrudinÎncă nu există evaluări
- Friction and Wear Behavior of Laser-Sintered Iron Silicon Carbide Composites J Mat Proc Tech PDFDocument8 paginiFriction and Wear Behavior of Laser-Sintered Iron Silicon Carbide Composites J Mat Proc Tech PDFBalu BhsÎncă nu există evaluări
- Microstructure and Corrosion Behaviour of Aluminum Fly Ash CompositesDocument10 paginiMicrostructure and Corrosion Behaviour of Aluminum Fly Ash CompositesbalajigandhirajanÎncă nu există evaluări
- Steel Structure - CorrosionDocument10 paginiSteel Structure - CorrosionVibhor YadavÎncă nu există evaluări
- Wear Test of Aluminium Introduction (Roll No13,44,47,59) Guided by Dr. Anirudhan PDocument3 paginiWear Test of Aluminium Introduction (Roll No13,44,47,59) Guided by Dr. Anirudhan PSachin SukumaranÎncă nu există evaluări
- Anti-Corrosion Coatings For Different Service Exposures: Shivananda PrabhuDocument10 paginiAnti-Corrosion Coatings For Different Service Exposures: Shivananda Prabhurohit yadavÎncă nu există evaluări
- Properties and Characterization of Al-Al2O3 Composites PDFDocument11 paginiProperties and Characterization of Al-Al2O3 Composites PDFudaypattelaÎncă nu există evaluări
- Preventing and Inhibiting (Corrosion)Document2 paginiPreventing and Inhibiting (Corrosion)LuisÎncă nu există evaluări
- Assessments Lesson 7 Unit 4 Batteries and CorrosionDocument3 paginiAssessments Lesson 7 Unit 4 Batteries and CorrosionCRUZ, Rochelle Joy V.Încă nu există evaluări
- Effect Of Α‑Al And Si Precipitates On Microstructural Evaluation And Corrosion Behavior Of Laser Powder Bed Fusion Printed Alsi10Mg Plates In Seawater EnvironmentDocument18 paginiEffect Of Α‑Al And Si Precipitates On Microstructural Evaluation And Corrosion Behavior Of Laser Powder Bed Fusion Printed Alsi10Mg Plates In Seawater Environmentsai charanÎncă nu există evaluări
- Alternatif Pencegahan Korosi Platform'S Steel-Pipe Pier Di Selat MaduraDocument6 paginiAlternatif Pencegahan Korosi Platform'S Steel-Pipe Pier Di Selat MaduraBegin Bahrum SianturiÎncă nu există evaluări
- Green Ocean EngineeringDocument2 paginiGreen Ocean EngineeringFarida Tania0% (1)
- Materials Today: Proceedings: V. Preethi, A. Daniel Das, C. NithyapathiDocument5 paginiMaterials Today: Proceedings: V. Preethi, A. Daniel Das, C. NithyapathiDaniel DasÎncă nu există evaluări
- Study on Preventing Rebar Corrosion with Sacrificial AnodesDocument8 paginiStudy on Preventing Rebar Corrosion with Sacrificial AnodesNew NSskinÎncă nu există evaluări
- Design and Programming of Cathodic Protection For SHIPSDocument5 paginiDesign and Programming of Cathodic Protection For SHIPSAnonymous mv84nhzÎncă nu există evaluări
- Hakeem Babatunde PHD Research ProposalDocument7 paginiHakeem Babatunde PHD Research ProposalNwachukwu Obi100% (2)
- A Practical Application of Substation Insulator Maintenance at A Steel Mill Factory in South of Iran 2 KEYWORDS Maintenance Strategy - Substation - Magnetite Pollution - Industrial..Document9 paginiA Practical Application of Substation Insulator Maintenance at A Steel Mill Factory in South of Iran 2 KEYWORDS Maintenance Strategy - Substation - Magnetite Pollution - Industrial..BOIMÎncă nu există evaluări
- Barrier-Adhesion Principle For Corrosion PrtotectionDocument10 paginiBarrier-Adhesion Principle For Corrosion PrtotectionINRO Ingeníeria100% (1)
- Research ArticleDocument11 paginiResearch Articlezaman ahmadÎncă nu există evaluări
- 2 ND Proposal With RamiDocument9 pagini2 ND Proposal With Ramiyunus_mohammed1641Încă nu există evaluări
- Selection of MaterialDocument16 paginiSelection of MaterialRiyaÎncă nu există evaluări
- Plasma Spray Deposition Process ExplainedDocument28 paginiPlasma Spray Deposition Process Explainedvijay9994Încă nu există evaluări
- Surface Treatments for Magnesium Alloys in Aerospace DefenceDocument16 paginiSurface Treatments for Magnesium Alloys in Aerospace DefenceJinsoo KimÎncă nu există evaluări
- External and Internal Cathodic Protection of Storage Oil TanksDocument15 paginiExternal and Internal Cathodic Protection of Storage Oil TanksAl-sadek HadjabÎncă nu există evaluări
- Wear and AbbrassionDocument5 paginiWear and AbbrassionNikhilÎncă nu există evaluări
- Fms 1Document32 paginiFms 1saisenthÎncă nu există evaluări
- MRP Material Requirements PlanningDocument2 paginiMRP Material Requirements PlanningsaisenthÎncă nu există evaluări
- Request To Send PapersDocument1 paginăRequest To Send PaperssaisenthÎncă nu există evaluări
- 12 WorkstationdesignDocument31 pagini12 WorkstationdesignsaisenthÎncă nu există evaluări
- 5.2 Notes On Production CycleDocument2 pagini5.2 Notes On Production CyclesaisenthÎncă nu există evaluări
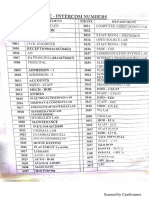
- Intercom Numbers PDFDocument1 paginăIntercom Numbers PDFsaisenthÎncă nu există evaluări
- Mechanical Department Overview and Future PlansDocument2 paginiMechanical Department Overview and Future PlanssaisenthÎncă nu există evaluări
- 5,5 Notes On Routing in ManufacturingDocument2 pagini5,5 Notes On Routing in ManufacturingsaisenthÎncă nu există evaluări
- PhilosophyDocument1 paginăPhilosophysaisenthÎncă nu există evaluări
- Application of Low Cost Inhibitors To Reduce Rate of Corrosion in Rail Passenger CoachesDocument9 paginiApplication of Low Cost Inhibitors To Reduce Rate of Corrosion in Rail Passenger CoachessaisenthÎncă nu există evaluări
- CH 1 and 2 Product Design and Development (#1)Document12 paginiCH 1 and 2 Product Design and Development (#1)VinodVermaÎncă nu există evaluări
- 8 Assignment QP Key Sample ScriptDocument10 pagini8 Assignment QP Key Sample ScriptsaisenthÎncă nu există evaluări
- 12 WorkstationdesignDocument31 pagini12 WorkstationdesignsaisenthÎncă nu există evaluări
- Academic Calender 2018-19-To Hods (6484)Document10 paginiAcademic Calender 2018-19-To Hods (6484)saisenthÎncă nu există evaluări
- Asper School of Business 9.613 Using Information Technology Part-Time MBA, December 2001 Instructor: Bob TravicaDocument13 paginiAsper School of Business 9.613 Using Information Technology Part-Time MBA, December 2001 Instructor: Bob TravicasaisenthÎncă nu există evaluări
- Saveetha School of Engineering Automobile Engineering Credit SystemDocument112 paginiSaveetha School of Engineering Automobile Engineering Credit SystemsaisenthÎncă nu există evaluări
- Me2252 MT1 Unit1Document23 paginiMe2252 MT1 Unit1saisenthÎncă nu există evaluări
- CamScanner App Scans Documents EasilyDocument2 paginiCamScanner App Scans Documents EasilysaisenthÎncă nu există evaluări
- 2 Casting FormingDocument56 pagini2 Casting FormingMohana KrishnanÎncă nu există evaluări
- Electrical Notes - PvsDocument84 paginiElectrical Notes - PvssaisenthÎncă nu există evaluări
- Cim Syl SpuDocument2 paginiCim Syl SpusaisenthÎncă nu există evaluări
- Electrical Notes - PvsDocument84 paginiElectrical Notes - PvssaisenthÎncă nu există evaluări
- Cellular Manufacturing Systems - Lecture Series 8: Ie 3265 Pom R. R. Lindeke, PHD Spring 2005Document42 paginiCellular Manufacturing Systems - Lecture Series 8: Ie 3265 Pom R. R. Lindeke, PHD Spring 2005saisenthÎncă nu există evaluări
- Group Technology in MFG SystemsDocument14 paginiGroup Technology in MFG SystemssanoojsiddikhÎncă nu există evaluări
- Coding and ClassificationDocument6 paginiCoding and ClassificationsaisenthÎncă nu există evaluări
- 7 Production Planning ControlDocument20 pagini7 Production Planning Controlmaanish000Încă nu există evaluări
- Cellular Manufacturing Systems - Lecture Series 8: Ie 3265 Pom R. R. Lindeke, PHD Spring 2005Document42 paginiCellular Manufacturing Systems - Lecture Series 8: Ie 3265 Pom R. R. Lindeke, PHD Spring 2005saisenthÎncă nu există evaluări
- Cim Two Mark Que With AnsDocument7 paginiCim Two Mark Que With AnssaisenthÎncă nu există evaluări
- Ppcunit1 1Document1 paginăPpcunit1 1saisenthÎncă nu există evaluări
- Experiment 3: Temperature Measurement MethodDocument12 paginiExperiment 3: Temperature Measurement Methodmohamad munzirÎncă nu există evaluări
- BS 1400 - 1973Document38 paginiBS 1400 - 1973Metal dept100% (1)
- EZ-THUMP™ Series: Portable Fault Location SystemsDocument2 paginiEZ-THUMP™ Series: Portable Fault Location Systemsriyad abdulhafeedÎncă nu există evaluări
- January2016page1to36 Layout 1Document36 paginiJanuary2016page1to36 Layout 1c737Încă nu există evaluări
- Manage Safety Changes (MOCDocument5 paginiManage Safety Changes (MOCWirawan Adi Setya RÎncă nu există evaluări
- SDCK CD Ies 01 (Rev B)Document125 paginiSDCK CD Ies 01 (Rev B)Narada HerathÎncă nu există evaluări
- Procedure Installation of Lighting - LABUAN BAJO PDFDocument6 paginiProcedure Installation of Lighting - LABUAN BAJO PDFWika Djoko OÎncă nu există evaluări
- Strength and Insulating Properties of Building Blocks Made From Waste MaterialsDocument7 paginiStrength and Insulating Properties of Building Blocks Made From Waste Materialsmjrobust05Încă nu există evaluări
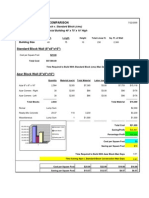
- AZAR Block CostcomparisonDocument8 paginiAZAR Block CostcomparisontckittuÎncă nu există evaluări
- UI Sample ResumeDocument6 paginiUI Sample ResumenazeerÎncă nu există evaluări
- 6GK52160BA002AA3 Datasheet en PDFDocument6 pagini6GK52160BA002AA3 Datasheet en PDFgrace lordiÎncă nu există evaluări
- Civil 3 8sem PDFDocument43 paginiCivil 3 8sem PDFG0utham100% (1)
- Townsend DischargeDocument6 paginiTownsend DischargeGordon DuffÎncă nu există evaluări
- Acsomega 9b01541Document9 paginiAcsomega 9b01541Benedictus EduardoÎncă nu există evaluări
- ZXONE Quick Installation Guide - V1.0Document56 paginiZXONE Quick Installation Guide - V1.0kmad100% (2)
- Cs 180 Notes UCLADocument3 paginiCs 180 Notes UCLAnattaq12345Încă nu există evaluări
- Grounding Vs BondingDocument2 paginiGrounding Vs BondingVictor HutahaeanÎncă nu există evaluări
- ETN2A ElectromechanicsDocument64 paginiETN2A ElectromechanicsEinstein's VanderbijlparkÎncă nu există evaluări
- Application of PLC and SCADA in Auto-Control Systems For Silo Grain HandlingDocument4 paginiApplication of PLC and SCADA in Auto-Control Systems For Silo Grain Handlingshahid_scribdÎncă nu există evaluări
- VisiLogic Software Manual-LadderDocument158 paginiVisiLogic Software Manual-LadderEduardo Vasquez CastroÎncă nu există evaluări
- Huawei EHuawei - Erelay - Solution - OverviewRelay Solution OverviewDocument31 paginiHuawei EHuawei - Erelay - Solution - OverviewRelay Solution Overviewtariq8283% (6)
- Ice-Lined Refrigerator ManualDocument8 paginiIce-Lined Refrigerator ManualEmilioPerezBallesterosÎncă nu există evaluări
- VGS 8.1.2 Rev.20 - UTDocument29 paginiVGS 8.1.2 Rev.20 - UTPaul-Petrus MogosÎncă nu există evaluări
- Conventional and Non-Conventional Energy Resources of India: Present and FutureDocument8 paginiConventional and Non-Conventional Energy Resources of India: Present and FutureAnkit SharmaÎncă nu există evaluări
- Assign4 RANSDocument2 paginiAssign4 RANSankitsaneetÎncă nu există evaluări
- Calgon Tech SpecDocument4 paginiCalgon Tech SpecDanStratoÎncă nu există evaluări
- YZ250 Off-Road Bike Parts CatalogDocument55 paginiYZ250 Off-Road Bike Parts Catalogdwiyanti20Încă nu există evaluări
- Lec 958975Document19 paginiLec 958975Rajasekar PichaimuthuÎncă nu există evaluări
- QADocument170 paginiQASudama KhatriÎncă nu există evaluări
- DEA R ScriptsDocument3 paginiDEA R ScriptsFrancisco SilvaÎncă nu există evaluări
- The Martha Manual: How to Do (Almost) EverythingDe la EverandThe Martha Manual: How to Do (Almost) EverythingEvaluare: 4 din 5 stele4/5 (11)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiDe la Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiEvaluare: 5 din 5 stele5/5 (2)
- Too Cute Amigurumi: 30 Crochet Patterns for Adorable Animals, Playful Plants, Sweet Treats and MoreDe la EverandToo Cute Amigurumi: 30 Crochet Patterns for Adorable Animals, Playful Plants, Sweet Treats and MoreEvaluare: 5 din 5 stele5/5 (2)
- Crochet: Fun & Easy Patterns For BeginnersDe la EverandCrochet: Fun & Easy Patterns For BeginnersEvaluare: 5 din 5 stele5/5 (3)
- Crafts For Adults Basics - The Ultimate Starting Guide For All Craft Beginners To Master The Knowledge & Basics Of Different CraftsDe la EverandCrafts For Adults Basics - The Ultimate Starting Guide For All Craft Beginners To Master The Knowledge & Basics Of Different CraftsEvaluare: 1.5 din 5 stele1.5/5 (3)
- Crochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastDe la EverandCrochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastEvaluare: 5 din 5 stele5/5 (1)
- 100 Crochet Tiles: Charts and patterns for crochet motifs inspired by decorative tilesDe la Everand100 Crochet Tiles: Charts and patterns for crochet motifs inspired by decorative tilesÎncă nu există evaluări
- A Life in Stitches: Knitting My Way Through Love, Loss, and Laughter - Tenth Anniversary EditionDe la EverandA Life in Stitches: Knitting My Way Through Love, Loss, and Laughter - Tenth Anniversary EditionEvaluare: 4.5 din 5 stele4.5/5 (23)
- Crochet Impkins: Over a million possible combinations! Yes, really!De la EverandCrochet Impkins: Over a million possible combinations! Yes, really!Evaluare: 4.5 din 5 stele4.5/5 (9)
- Martha Stewart's Very Good Things: Clever Tips & Genius Ideas for an Easier, More Enjoyable LifeDe la EverandMartha Stewart's Very Good Things: Clever Tips & Genius Ideas for an Easier, More Enjoyable LifeÎncă nu există evaluări
- Edward's Menagerie: The New Collection: 50 animal patterns to learn to crochetDe la EverandEdward's Menagerie: The New Collection: 50 animal patterns to learn to crochetEvaluare: 3.5 din 5 stele3.5/5 (4)
- Knit a Box of Socks: 24 sock knitting patterns for your dream box of socksDe la EverandKnit a Box of Socks: 24 sock knitting patterns for your dream box of socksÎncă nu există evaluări
- Knitting for Anarchists: The What, Why and How of KnittingDe la EverandKnitting for Anarchists: The What, Why and How of KnittingEvaluare: 4 din 5 stele4/5 (51)
- Handmade: Creative Focus in the Age of DistractionDe la EverandHandmade: Creative Focus in the Age of DistractionEvaluare: 4.5 din 5 stele4.5/5 (25)
- Irene Strange's Curious Crochet Creatures: Amazing amigurumi patterns for wonderfully weird animalsDe la EverandIrene Strange's Curious Crochet Creatures: Amazing amigurumi patterns for wonderfully weird animalsEvaluare: 5 din 5 stele5/5 (2)
- Coloring Book for Adults & Grown Ups : An Easy & Quick Guide to Mastering Coloring for Stress Relieving Relaxation & Health Today!: The Stress Relieving Adult Coloring PagesDe la EverandColoring Book for Adults & Grown Ups : An Easy & Quick Guide to Mastering Coloring for Stress Relieving Relaxation & Health Today!: The Stress Relieving Adult Coloring PagesEvaluare: 2 din 5 stele2/5 (12)
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiDe la EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiEvaluare: 4 din 5 stele4/5 (3)
- The Basics of Corset Building: A Handbook for BeginnersDe la EverandThe Basics of Corset Building: A Handbook for BeginnersEvaluare: 4.5 din 5 stele4.5/5 (17)
- Sew Bags: The Practical Guide to Making Purses, Totes, Clutches & More; 13 Skill-Building ProjectsDe la EverandSew Bags: The Practical Guide to Making Purses, Totes, Clutches & More; 13 Skill-Building ProjectsEvaluare: 5 din 5 stele5/5 (3)
- Sri Yantra with Golden Ratio Triangle and InscriptionsDe la EverandSri Yantra with Golden Ratio Triangle and InscriptionsEvaluare: 5 din 5 stele5/5 (1)
- Sharpie Art Workshop: Techniques & Ideas for Transforming Your WorldDe la EverandSharpie Art Workshop: Techniques & Ideas for Transforming Your WorldEvaluare: 3 din 5 stele3/5 (16)
- Crochet Collage Garden: 100 patterns for crochet flowers, plants and petalsDe la EverandCrochet Collage Garden: 100 patterns for crochet flowers, plants and petalsEvaluare: 5 din 5 stele5/5 (1)
- Handmade for the Garden: 75 Ingenious Ways to Enhance Your Outdoor Space with DIY Tools, Pots, Supports, Embellishments, and MoreDe la EverandHandmade for the Garden: 75 Ingenious Ways to Enhance Your Outdoor Space with DIY Tools, Pots, Supports, Embellishments, and MoreEvaluare: 3.5 din 5 stele3.5/5 (5)
- Creative Stitches for Contemporary Embroidery: Visual Guide to 120 Essential Stitches for Stunning DesignsDe la EverandCreative Stitches for Contemporary Embroidery: Visual Guide to 120 Essential Stitches for Stunning DesignsEvaluare: 4.5 din 5 stele4.5/5 (2)
- Edward's Menagerie: Dogs: 50 canine crochet patternsDe la EverandEdward's Menagerie: Dogs: 50 canine crochet patternsEvaluare: 3 din 5 stele3/5 (5)
- Ceramics: Contemporary Artists Working in ClayDe la EverandCeramics: Contemporary Artists Working in ClayEvaluare: 5 din 5 stele5/5 (3)
- Celestial Watercolor: Learn to Paint the Zodiac Constellations and Seasonal Night SkiesDe la EverandCelestial Watercolor: Learn to Paint the Zodiac Constellations and Seasonal Night SkiesEvaluare: 3.5 din 5 stele3.5/5 (6)
- Learn to Crochet Granny Squares and Flower Motifs: 26 projects to get you startedDe la EverandLearn to Crochet Granny Squares and Flower Motifs: 26 projects to get you startedÎncă nu există evaluări
- How to Crochet Animals: Farm: 25 mini menagerie patternsDe la EverandHow to Crochet Animals: Farm: 25 mini menagerie patternsÎncă nu există evaluări
- Granny Square Crochet for Beginners US VersionDe la EverandGranny Square Crochet for Beginners US VersionEvaluare: 5 din 5 stele5/5 (4)