S-ar putea să vă placă și
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsDe la EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsÎncă nu există evaluări
- ESAB Repair and Maintenance Welding HandbookDocument130 paginiESAB Repair and Maintenance Welding Handbookmalikscribd100% (3)
- Heat Treatment of SSDocument20 paginiHeat Treatment of SSNamye YelusÎncă nu există evaluări
- Hardfacing PDFDocument56 paginiHardfacing PDFIrshad HussainÎncă nu există evaluări
- Bolting BinderDocument30 paginiBolting BinderDeni DeniÎncă nu există evaluări
- Duplex Stainless Steel - Welding-TwiDocument4 paginiDuplex Stainless Steel - Welding-TwiNatrajj SivakumarÎncă nu există evaluări
- Oxy Gas Cutting TechniquesDocument15 paginiOxy Gas Cutting Techniqueskhwanta-bta100% (2)
- WSS Welding Handbook 2013 Full LowresDocument552 paginiWSS Welding Handbook 2013 Full LowresdadaÎncă nu există evaluări
- Welding Guidelines CuNiDocument8 paginiWelding Guidelines CuNiRadu-Gabriel GhergheÎncă nu există evaluări
- Lecture 1-Fundamentals of Welding MetallurgyDocument46 paginiLecture 1-Fundamentals of Welding MetallurgyHamiduÎncă nu există evaluări
- ASME B16.47 Ser. A, Ser. B Industry Standard and AWWA Flanges Robert-James Sales, IncDocument25 paginiASME B16.47 Ser. A, Ser. B Industry Standard and AWWA Flanges Robert-James Sales, IncChairul AnwarÎncă nu există evaluări
- Lincoln Submerged ArcDocument54 paginiLincoln Submerged ArcjdÎncă nu există evaluări
- Sae FlangesDocument11 paginiSae FlangesAriel BlankenshipÎncă nu există evaluări
- ESAB Puls Mig Welding Hand BookDocument20 paginiESAB Puls Mig Welding Hand BookLeonardo De La HudiÎncă nu există evaluări
- Application Notes Welding (English)Document8 paginiApplication Notes Welding (English)metallurgist100% (6)
- PFB - WI 004 - Material-Weld Repair & Buttering Procedure - R1 PDFDocument6 paginiPFB - WI 004 - Material-Weld Repair & Buttering Procedure - R1 PDFJeffri Malau100% (1)
- Weldclad WLDC 3Document1 paginăWeldclad WLDC 3furiousgaulÎncă nu există evaluări
- P91 Welding ProcedureDocument1 paginăP91 Welding ProcedureJaymin100% (2)
- Painting Procedure For PPDocument14 paginiPainting Procedure For PPbehzad mohammadiÎncă nu există evaluări
- Welding BisplateDocument12 paginiWelding BisplateLim Senglin100% (1)
- Welding Inspection - Defects.Repairs... Course Reference WIS 5-SignedDocument55 paginiWelding Inspection - Defects.Repairs... Course Reference WIS 5-SignedBadr MoutassarefÎncă nu există evaluări
- Esab DublexDocument8 paginiEsab DublexSuphi YükselÎncă nu există evaluări
- Module3 - Welding ProcessesDocument155 paginiModule3 - Welding ProcessesPurvesh NanavatiÎncă nu există evaluări
- WeldingDocument23 paginiWeldingBilal TayyabÎncă nu există evaluări
- Welding Process and ConsumableDocument64 paginiWelding Process and Consumablenizar_ikmps100% (1)
- Heat Treatment ManualDocument25 paginiHeat Treatment Manualraj101086100% (1)
- Tank WeldingDocument36 paginiTank Weldingdarkhorse1981100% (2)
- Technology WeldingDocument925 paginiTechnology Weldingdonnyars1979Încă nu există evaluări
- Flange Finish and Gasket PerformanceDocument8 paginiFlange Finish and Gasket PerformanceVenkateswaran venkateswaranÎncă nu există evaluări
- Welding Electrode Classifications WallchartDocument1 paginăWelding Electrode Classifications Wallchartask101100% (1)
- Unitor Maintenance and Repair Welding: The Solutions GuideDocument1 paginăUnitor Maintenance and Repair Welding: The Solutions GuideNuzhat Ali100% (1)
- Welding Types and Their Applications - 1Document18 paginiWelding Types and Their Applications - 1tgu1eramos100% (3)
- Repairing A Crack in CastingDocument2 paginiRepairing A Crack in CastingpriaÎncă nu există evaluări
- 10 Ns 00 MokjiDocument20 pagini10 Ns 00 MokjiCarlos PadillaÎncă nu există evaluări
- Welding in Armco PDFDocument62 paginiWelding in Armco PDFAnand RaoÎncă nu există evaluări
- Failure in PVC Pipe ReportDocument6 paginiFailure in PVC Pipe ReportHAJEYY100% (1)
- Welding Duplex Stainless SteelDocument44 paginiWelding Duplex Stainless SteelTran Thanh HaoÎncă nu există evaluări
- Summary of EN10204 Inspection DocumentsDocument4 paginiSummary of EN10204 Inspection DocumentsSanith Kalapurayil George100% (1)
- Weldability of MaterialsDocument5 paginiWeldability of MaterialsclnÎncă nu există evaluări
- Parameters Submerged Arc Welding HandbookDocument4 paginiParameters Submerged Arc Welding HandbookOur SalahEddine100% (1)
- Cast Iron Welding AlloysDocument4 paginiCast Iron Welding AlloysKhin Aung ShweÎncă nu există evaluări
- OxyfuelDocument103 paginiOxyfuelNiranjan khatuaÎncă nu există evaluări
- Pickling (Metal)Document2 paginiPickling (Metal)alphadingÎncă nu există evaluări
- Welding Inspector: Weld Repairs Section 16Document20 paginiWelding Inspector: Weld Repairs Section 16manojballaÎncă nu există evaluări
- Box For Vacuum TestDocument1 paginăBox For Vacuum TestVăn Trường Lê0% (1)
- Welding Solutions For Oil & Gas Downstream (EN)Document32 paginiWelding Solutions For Oil & Gas Downstream (EN)Kara WhiteÎncă nu există evaluări
- Meelker Harm Welding of X80 Base Material-final-HA (Compatibility Mode)Document31 paginiMeelker Harm Welding of X80 Base Material-final-HA (Compatibility Mode)Jim GrayÎncă nu există evaluări
- Welding - Inspection (TWI BOOK)Document134 paginiWelding - Inspection (TWI BOOK)Iyappan BaluÎncă nu există evaluări
- Vibrating Screen QAP-17Document8 paginiVibrating Screen QAP-17Mohammad AdilÎncă nu există evaluări
- T-MCE-STD-001 Rev 0 - Welding and Inspection of Process and Utility Pipework Vessels and EquipmentDocument59 paginiT-MCE-STD-001 Rev 0 - Welding and Inspection of Process and Utility Pipework Vessels and EquipmentMichael CovillÎncă nu există evaluări
- Nicrobraz S BinderDocument3 paginiNicrobraz S BinderPixels MauricioÎncă nu există evaluări
- WPS & PQR Training PDFDocument316 paginiWPS & PQR Training PDFamini_mohiÎncă nu există evaluări
- Defects in MaterialsDocument89 paginiDefects in MaterialsSumedh Singh67% (3)
- Welding TrainingDocument87 paginiWelding Trainingeswar100% (1)
- Welding & Joining Processes 26 September 2023Document30 paginiWelding & Joining Processes 26 September 2023Osaid AhmadÎncă nu există evaluări
- Welding For Sour ServiceDocument20 paginiWelding For Sour Serviceأحمد حسن100% (4)
- Welding PresentationDocument33 paginiWelding PresentationHosam Ahmed100% (1)
- Weld AbilityDocument34 paginiWeld AbilityMuzaffarÎncă nu există evaluări
- Welding Processes & InspectionDocument52 paginiWelding Processes & InspectionKaung Htet Cho100% (1)
- Stoody - Hardfacing GuideDocument3 paginiStoody - Hardfacing GuideDayanaÎncă nu există evaluări
- Special Provision To Specal Specification Marine StructuresDocument47 paginiSpecial Provision To Specal Specification Marine StructuresRodolfoMarínÎncă nu există evaluări
- International Standard: Metallic Materials - Brinell Hardness TestDocument8 paginiInternational Standard: Metallic Materials - Brinell Hardness TestFilipe AlmeidaÎncă nu există evaluări
- Materials 12 01325 PDFDocument21 paginiMaterials 12 01325 PDFRodolfoMarínÎncă nu există evaluări
- Ultralok Construction Tooth System: vs. Cat K Series™ SystemDocument1 paginăUltralok Construction Tooth System: vs. Cat K Series™ SystemRodolfoMarínÎncă nu există evaluări
- 602 Ssab Toolox Machining Rec 6 PDFDocument20 pagini602 Ssab Toolox Machining Rec 6 PDFRodolfoMarín100% (1)
- IALA Model Course L2.1.10 Maintenance of Plastic Buoys Ed.2Document10 paginiIALA Model Course L2.1.10 Maintenance of Plastic Buoys Ed.2RodolfoMarínÎncă nu există evaluări
- IALA Model Course L2.1.11 Maintenance of Steel Buoys Ed.2Document11 paginiIALA Model Course L2.1.11 Maintenance of Steel Buoys Ed.2RodolfoMarínÎncă nu există evaluări
- Owner'S Manual Manual Del Usuario: DelanceyDocument32 paginiOwner'S Manual Manual Del Usuario: DelanceyRodolfoMarínÎncă nu există evaluări
- Echnical Pecification: Ersion AnuaryDocument42 paginiEchnical Pecification: Ersion AnuaryRodolfoMarínÎncă nu există evaluări
- Iala Guideline: 1015 Painting Aids To Navigation BuoysDocument9 paginiIala Guideline: 1015 Painting Aids To Navigation BuoysRodolfoMarín100% (1)
- 1111 Ed.1 Preparation of Operational and Technical Performance Requirements For VTS Systems May2015Document114 pagini1111 Ed.1 Preparation of Operational and Technical Performance Requirements For VTS Systems May2015RodolfoMarínÎncă nu există evaluări
- Pala CAT 6050 Bucket PDFDocument12 paginiPala CAT 6050 Bucket PDFRodolfoMarínÎncă nu există evaluări
- Welcomes: Protecting The World From WearDocument30 paginiWelcomes: Protecting The World From WearRodolfoMarínÎncă nu există evaluări
- Tecnicas de SoldaduraDocument96 paginiTecnicas de SoldaduraRodolfoMarínÎncă nu există evaluări
- Vautid 100: Wear Plate For Highly Wear Resistant HardfacingDocument1 paginăVautid 100: Wear Plate For Highly Wear Resistant HardfacingRodolfoMarínÎncă nu există evaluări
- P6003CON01LDocument28 paginiP6003CON01LRodolfoMarínÎncă nu există evaluări
- Scrap MGT - Optimization SolutionsDocument25 paginiScrap MGT - Optimization SolutionsRodolfoMarínÎncă nu există evaluări
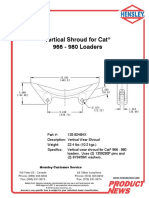
- Vertical Shroud For Cat 966 - 980 LoadersDocument1 paginăVertical Shroud For Cat 966 - 980 LoadersRodolfoMarínÎncă nu există evaluări
- 966 & 966GDocument1 pagină966 & 966GRodolfoMarínÎncă nu există evaluări
- Mining Tooth SystemDocument5 paginiMining Tooth SystemRodolfoMarínÎncă nu există evaluări
- 290 SeriesDocument4 pagini290 SeriesRodolfoMarínÎncă nu există evaluări
- QT-3 ASME QPM 8th Edition Rev 1 Quality Manual PDFDocument71 paginiQT-3 ASME QPM 8th Edition Rev 1 Quality Manual PDFRodolfoMarínÎncă nu există evaluări
- Hensley Hensley': Features of The 370 Series PARABOLIC Teeth & AdaptersDocument4 paginiHensley Hensley': Features of The 370 Series PARABOLIC Teeth & AdaptersRodolfoMarínÎncă nu există evaluări
- Sidecutter Protector For Cat® Excavators: Cat® & Caterpillar® Are Registered Trademarks of Caterpillar, IncDocument1 paginăSidecutter Protector For Cat® Excavators: Cat® & Caterpillar® Are Registered Trademarks of Caterpillar, IncRodolfoMarínÎncă nu există evaluări
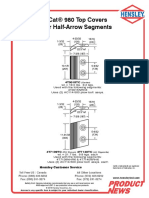
- Cat® 980 Top Covers For Half-Arrow SegmentsDocument1 paginăCat® 980 Top Covers For Half-Arrow SegmentsRodolfoMarínÎncă nu există evaluări
- Hensley AdaptersDocument8 paginiHensley AdaptersRodolfoMarínÎncă nu există evaluări
- ASTM A514 GR H Data Sheet 2012 04 02 PDFDocument2 paginiASTM A514 GR H Data Sheet 2012 04 02 PDFRodolfoMarínÎncă nu există evaluări
- 330 SeriesDocument4 pagini330 SeriesRodolfoMarínÎncă nu există evaluări
- BS en 440-95 PDFDocument14 paginiBS en 440-95 PDFAhmet Memiş100% (2)
- Analysis of High Contact Resistance in SIG ContactsDocument9 paginiAnalysis of High Contact Resistance in SIG ContactsA.K.SINGHÎncă nu există evaluări
- Unit V-Production Cost Estimation: Session 1 RecapDocument34 paginiUnit V-Production Cost Estimation: Session 1 RecapvengadeshÎncă nu există evaluări
- Advanced Welding Solutions Overview 030717 01Document16 paginiAdvanced Welding Solutions Overview 030717 01syafiq firdausÎncă nu există evaluări
- E190.29610 AstmDocument4 paginiE190.29610 AstmMassab JunaidÎncă nu există evaluări
- Resume of Zahid Ahmed PDFDocument5 paginiResume of Zahid Ahmed PDFzas_ayeshaÎncă nu există evaluări
- Aws - The Practical Welding Engineer PDFDocument154 paginiAws - The Practical Welding Engineer PDFSEGO4EVER100% (5)
- Edgar E. Garcia Deped-BataanDocument46 paginiEdgar E. Garcia Deped-BataanJohnson SungaÎncă nu există evaluări
- API 570 in Service Inspection Piping System 1643295114Document32 paginiAPI 570 in Service Inspection Piping System 1643295114DeepakÎncă nu există evaluări
- ASME IX QuestionsDocument20 paginiASME IX QuestionsAshish PatelÎncă nu există evaluări
- Types of Welding DefectsDocument7 paginiTypes of Welding DefectsPradip Erande100% (1)
- Astm B148 09 PDFDocument5 paginiAstm B148 09 PDFRamana NatesanÎncă nu există evaluări
- AES BIW Fixture SimulationDocument28 paginiAES BIW Fixture Simulationbinhlee0% (1)
- Kuwait 20" Pipeline: OilstoneDocument3 paginiKuwait 20" Pipeline: OilstoneShravan ThangallapalliÎncă nu există evaluări
- Technische Beschreibung Seecontainer PDFDocument27 paginiTechnische Beschreibung Seecontainer PDFsandy riadiÎncă nu există evaluări
- Kiem Tra NDTDocument189 paginiKiem Tra NDTnkvon100% (5)
- Norsok M 120 Material Data Sheets For Structural Steel EdDocument47 paginiNorsok M 120 Material Data Sheets For Structural Steel EdOlanrewaju OkunolaÎncă nu există evaluări
- Mechanical Testing: Notched Bar or Impact Testing. Part IIDocument4 paginiMechanical Testing: Notched Bar or Impact Testing. Part IIMehmet Soysal100% (1)
- Isye 4256 Supplemental Material: Fall, 1999Document14 paginiIsye 4256 Supplemental Material: Fall, 1999Ram Prasad YadavÎncă nu există evaluări
- Asme Pressure Vessel Joint EfficiencyDocument4 paginiAsme Pressure Vessel Joint EfficiencynasrpkÎncă nu există evaluări
- B31.3 InterpretationsDocument338 paginiB31.3 InterpretationsRamdasÎncă nu există evaluări
- Control Valve Selection PDFDocument218 paginiControl Valve Selection PDFSyed Ali100% (2)
- 2a1 Physics Spot WeldDocument25 pagini2a1 Physics Spot WeldVikas SinghalÎncă nu există evaluări
- Inspection and Test Plan For Pressure Vessel Repair, Modification, AlterationDocument5 paginiInspection and Test Plan For Pressure Vessel Repair, Modification, AlterationMuhammed Abo-Fandood50% (2)
- Welding Visual Inspection and Tools PDFDocument21 paginiWelding Visual Inspection and Tools PDFtoby100% (3)
- Welding Inspection: Duties/TermsDocument27 paginiWelding Inspection: Duties/Termsadeoye_okunoyeÎncă nu există evaluări
- PQR 3G Fcaw SF71Document3 paginiPQR 3G Fcaw SF71long phamÎncă nu există evaluări
- NF en 12534-EnglishDocument13 paginiNF en 12534-Englishmostafa aliÎncă nu există evaluări
- 1 4571 PDFDocument7 pagini1 4571 PDFSiis IngenieriaÎncă nu există evaluări
- Testing and Inspection of Welding (Compatibility Mode)Document186 paginiTesting and Inspection of Welding (Compatibility Mode)Wahyu Tirta Nugraha100% (1)