S-ar putea să vă placă și
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De la EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Încă nu există evaluări
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De la EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Evaluare: 5 din 5 stele5/5 (1)
- Unidad 2 MC 118 2019 2 Aceros AleadosDocument58 paginiUnidad 2 MC 118 2019 2 Aceros AleadosSebastian GamarraÎncă nu există evaluări
- Aleaciones MetalicasDocument9 paginiAleaciones MetalicasSebastian Montoya Cordoba100% (1)
- Reparación de elementos metálicos. TMVL0309De la EverandReparación de elementos metálicos. TMVL0309Evaluare: 5 din 5 stele5/5 (1)
- Soldadura en el montaje de tuberías. FMEC0108De la EverandSoldadura en el montaje de tuberías. FMEC0108Încă nu există evaluări
- Catalogo KupferDocument62 paginiCatalogo KupferJuan Pablo CirizaÎncă nu există evaluări
- CIGÜEÑALDocument4 paginiCIGÜEÑALDELIAÎncă nu există evaluări
- Acero AISI O1Document7 paginiAcero AISI O1Alexis BarolinÎncă nu există evaluări
- Trabajo de Tecnologia Mecanica Forjado de LlaveDocument32 paginiTrabajo de Tecnologia Mecanica Forjado de LlaveCristhianMauricioAguilar100% (1)
- Clasificacion de Aceros PDFDocument46 paginiClasificacion de Aceros PDFCarlos Mendoza PalominoÎncă nu există evaluări
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe la EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoEvaluare: 5 din 5 stele5/5 (1)
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe la EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosÎncă nu există evaluări
- Inves FinalDocument46 paginiInves FinalDeyvi Aguilar100% (1)
- Inves FinalDocument46 paginiInves FinalDeyvi Aguilar100% (1)
- Aceros de PerforaciónDocument15 paginiAceros de PerforaciónJUAN CARLOS BRAVO VALENTIN100% (1)
- Aceros 1010-1045Document6 paginiAceros 1010-1045Cristian EverthÎncă nu există evaluări
- Aceros aleados SAE 4135 propiedades y aplicacionesDocument17 paginiAceros aleados SAE 4135 propiedades y aplicacionesjoaqkinÎncă nu există evaluări
- Propiedades y tratamientos térmicos de los aceros AISI 4140 y 4340Document3 paginiPropiedades y tratamientos térmicos de los aceros AISI 4140 y 4340Alx González100% (2)
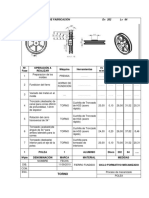
- Hoja de Procesos 1Document2 paginiHoja de Procesos 1Julio AlmanzaÎncă nu există evaluări
- Examen Final - Semana 8 - Inv - Primer Bloque-Procesos Industriales - (Grupo4)Document10 paginiExamen Final - Semana 8 - Inv - Primer Bloque-Procesos Industriales - (Grupo4)ricardoÎncă nu există evaluări
- Trabajo TerminadoDocument36 paginiTrabajo TerminadoDeyvi AguilarÎncă nu există evaluări
- Acero 4150Document4 paginiAcero 4150Adrian Marcelo Jimenez HuancaÎncă nu există evaluări
- Hacha BorradorDocument18 paginiHacha BorradorJosé Mollo ValdezÎncă nu există evaluări
- Proceso de Prod-WPS OfficeDocument17 paginiProceso de Prod-WPS Officeronilso ibarraÎncă nu există evaluări
- Que Es El Proceso de RoladoDocument12 paginiQue Es El Proceso de RoladoGei PolÎncă nu există evaluări
- Prueba de ChispaDocument15 paginiPrueba de ChispaMANUEL ALEJANDRO HERNANDEZ LUNAÎncă nu există evaluări
- Elaboración de Hacha Multipropósito Por FundiciónDocument28 paginiElaboración de Hacha Multipropósito Por FundiciónAlex VeizagaÎncă nu există evaluări
- Aplicacion de Los Diferentes AcerosDocument17 paginiAplicacion de Los Diferentes AcerosRoger HernandezÎncă nu există evaluări
- Fabricacion CigueñalDocument8 paginiFabricacion CigueñalBryan OrtizÎncă nu există evaluări
- Repote Practica Acero 1080Document11 paginiRepote Practica Acero 1080David Vazquez Rojas100% (1)
- Taller Numero 3Document7 paginiTaller Numero 3domingo diazÎncă nu există evaluări
- Unidad 2 - MC 115 - 2020-2-Aceros AleadosDocument78 paginiUnidad 2 - MC 115 - 2020-2-Aceros AleadosCristian Junior Incacutipa PerezÎncă nu există evaluări
- Principios Fundamentales para El Trabajo, Seleccion AEDocument89 paginiPrincipios Fundamentales para El Trabajo, Seleccion AERossell Abarca QuispeÎncă nu există evaluări
- Cuestionario de Metalurgia Segundo ParcialDocument7 paginiCuestionario de Metalurgia Segundo ParcialJose Mariano Sandoval Banzer100% (1)
- La Norma SAEDocument10 paginiLa Norma SAEVictor MisaiCoÎncă nu există evaluări
- Grupo 07-Tipos y Caracteristicas de AcerosDocument15 paginiGrupo 07-Tipos y Caracteristicas de AcerosJCANELO ANTONÎncă nu există evaluări
- Unidad 2 - MC 118 - 2020-2-Aceros AleadosDocument71 paginiUnidad 2 - MC 118 - 2020-2-Aceros Aleadosdani_mariluzÎncă nu există evaluări
- Acero 1040Document16 paginiAcero 1040Ramón Navas50% (2)
- HACHA DE BOMBERO Mejorado para El MadrugeDocument23 paginiHACHA DE BOMBERO Mejorado para El MadrugeHuascar Fernandez100% (1)
- Acero M42Document6 paginiAcero M42Alexis BarolinÎncă nu există evaluări
- Aceros CaracteristicasDocument6 paginiAceros CaracteristicasFranco PalaciosÎncă nu există evaluări
- Acero M2Document4 paginiAcero M2Alexis BarolinÎncă nu există evaluări
- Capitulo 2Document42 paginiCapitulo 2yonnyÎncă nu există evaluări
- Acero 1025 y Aluminio 356 t6Document12 paginiAcero 1025 y Aluminio 356 t6JUAN DAVID YEPES ZULUAGAÎncă nu există evaluări
- CaracterísticasDocument52 paginiCaracterísticasAbraham Vizalla AucaÎncă nu există evaluări
- Tesis 17Document9 paginiTesis 17Gonzalo Escobar CainaÎncă nu există evaluări
- Aceros Especiales 9840 PDFDocument11 paginiAceros Especiales 9840 PDFOrlandoRiosÎncă nu există evaluări
- Tesis 4Document8 paginiTesis 4Gonzalo Escobar CainaÎncă nu există evaluări
- Diseño de elementos mecánicos: Propiedades y tratamientos térmicos de los aceros AISI 4140 y 4340Document3 paginiDiseño de elementos mecánicos: Propiedades y tratamientos térmicos de los aceros AISI 4140 y 4340Mario GarciaÎncă nu există evaluări
- Tipos y Caracteristicas de AcerosDocument15 paginiTipos y Caracteristicas de AcerosCANELO ANTON JHON ALFREDOÎncă nu există evaluări
- Detalle AcerosDocument28 paginiDetalle Acerosalefeli26Încă nu există evaluări
- Acero en Concreto ArmadoDocument9 paginiAcero en Concreto ArmadoSandro PongoÎncă nu există evaluări
- Clasificación de aceros según la norma SAEDocument25 paginiClasificación de aceros según la norma SAELarisa FerreiraÎncă nu există evaluări
- Aceros aleados: clasificación, propiedades y aplicacionesDocument6 paginiAceros aleados: clasificación, propiedades y aplicacionesRocio RolonÎncă nu există evaluări
- Ensayo de ProcesosDocument5 paginiEnsayo de ProcesosJaime Paredes HerreraÎncă nu există evaluări
- Acero 1045 Zamudio FinalDocument26 paginiAcero 1045 Zamudio FinalMiguel Angel LòpezÎncă nu există evaluări
- Manual Soldabilidad Aceros Carbono Determinacion Tipos Eleccion Materiales Siglas Normas Procesos Soldadura TecsupDocument20 paginiManual Soldabilidad Aceros Carbono Determinacion Tipos Eleccion Materiales Siglas Normas Procesos Soldadura TecsupAndres GalleguillosÎncă nu există evaluări
- Qué Es El Proceso de RoladoDocument12 paginiQué Es El Proceso de RoladoRigo Atoccsa25% (4)
- Cigüeñal Forjado TECHDocument12 paginiCigüeñal Forjado TECHXarit00% (1)
- Biomateriales MetalicosDocument34 paginiBiomateriales MetalicosRoslyn Fedra Cruz CastroÎncă nu există evaluări
- Ensayo de impacto: Determinar la tenacidad de los materialesDocument18 paginiEnsayo de impacto: Determinar la tenacidad de los materialesDiana Vanessa GuerreroÎncă nu există evaluări
- AcerosDocument9 paginiAcerosJuan Jo GalarzaÎncă nu există evaluări
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe la EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAÎncă nu există evaluări
- Equipamiento y especificaciones del Changan CS35Document2 paginiEquipamiento y especificaciones del Changan CS35Deyvi AguilarÎncă nu există evaluări
- CV Alison Villarroel Garcia PDFDocument3 paginiCV Alison Villarroel Garcia PDFDeyvi AguilarÎncă nu există evaluări
- Aguilar Medina Cristhian Mauricio - Cuestionario Capitulo 14-Grupo 1 - Ingenieria IndustrialDocument6 paginiAguilar Medina Cristhian Mauricio - Cuestionario Capitulo 14-Grupo 1 - Ingenieria IndustrialDeyvi AguilarÎncă nu există evaluări
- Santivañez AlcaldiaDocument1 paginăSantivañez AlcaldiaDeyvi AguilarÎncă nu există evaluări
- Aguilar Medina Cristhian Mauricio - Cuestionario Capitulo 15 - Gripo 1 - Ing IndustrialDocument5 paginiAguilar Medina Cristhian Mauricio - Cuestionario Capitulo 15 - Gripo 1 - Ing IndustrialDeyvi AguilarÎncă nu există evaluări
- Cuestionario 14 EntregaDocument7 paginiCuestionario 14 EntregaDeyvi AguilarÎncă nu există evaluări
- Aguilar Medina Cristhian Mauricio-Cuestionario Capitulo 12 Evaluacion-Grupo1 IndustrialDocument2 paginiAguilar Medina Cristhian Mauricio-Cuestionario Capitulo 12 Evaluacion-Grupo1 IndustrialDeyvi AguilarÎncă nu există evaluări
- AGUILAR MEDINA CRISTHIAN MAURICIO - Capítulo 12-GRUPO1-INGENIERIA INDUSTRIALDocument11 paginiAGUILAR MEDINA CRISTHIAN MAURICIO - Capítulo 12-GRUPO1-INGENIERIA INDUSTRIALDeyvi AguilarÎncă nu există evaluări
- Cap 14Document12 paginiCap 14Deyvi AguilarÎncă nu există evaluări
- Aguilar Medina Cristhian Mauricio - Cuestionario Capitulo 16 - Gripo 1 - Ing IndustrialDocument3 paginiAguilar Medina Cristhian Mauricio - Cuestionario Capitulo 16 - Gripo 1 - Ing IndustrialDeyvi AguilarÎncă nu există evaluări
- Proceso de Elaboración de Helados de LicorDocument7 paginiProceso de Elaboración de Helados de LicorDeyvi AguilarÎncă nu există evaluări
- Chacareras simple, doble y gato - Zamba argentina: pasos de baileDocument2 paginiChacareras simple, doble y gato - Zamba argentina: pasos de baileDeyvi AguilarÎncă nu există evaluări
- Capitulo 11Document12 paginiCapitulo 11Deyvi AguilarÎncă nu există evaluări
- Labo fisIII CIRCUITOS ELÉCTRICOSDocument4 paginiLabo fisIII CIRCUITOS ELÉCTRICOSDeyvi AguilarÎncă nu există evaluări
- Fuentes de Tension Continua CorregidoDocument10 paginiFuentes de Tension Continua CorregidoDeyvi AguilarÎncă nu există evaluări
- Balanza Comercial de Bolivia-1Document6 paginiBalanza Comercial de Bolivia-1Deyvi AguilarÎncă nu există evaluări
- El Aluminio Es Un Metal Muy PuroDocument8 paginiEl Aluminio Es Un Metal Muy PuroDeyvi AguilarÎncă nu există evaluări
- Cap 14Document22 paginiCap 14Deyvi AguilarÎncă nu există evaluări
- 40Document4 pagini40Deyvi AguilarÎncă nu există evaluări
- Fuentes de Tension Continua CorregidoDocument10 paginiFuentes de Tension Continua CorregidoDeyvi AguilarÎncă nu există evaluări
- Campo y Potencial EléctricoDocument11 paginiCampo y Potencial EléctricoDeyvi AguilarÎncă nu există evaluări
- Presentación 2Document8 paginiPresentación 2Deyvi AguilarÎncă nu există evaluări
- Tecnología Mecánica IiDocument2 paginiTecnología Mecánica IiDeyvi AguilarÎncă nu există evaluări
- Manufactura casi neta deseadaDocument65 paginiManufactura casi neta deseadaDeyvi Aguilar100% (1)
- Variación de la resistencia eléctrica con la temperaturaDocument4 paginiVariación de la resistencia eléctrica con la temperaturaDeyvi AguilarÎncă nu există evaluări
- Material engrapadora aceroDocument7 paginiMaterial engrapadora aceroDeyvi AguilarÎncă nu există evaluări
- Proceso de Elaboración de Helados de LicorDocument7 paginiProceso de Elaboración de Helados de LicorDeyvi AguilarÎncă nu există evaluări
- Tipo de BombasDocument4 paginiTipo de BombasJesus VilchisÎncă nu există evaluări
- Temario PP2 2018 V01Document6 paginiTemario PP2 2018 V01Florencia RamirezÎncă nu există evaluări
- 11 Diseno y Fabricacion de Partes FundidasDocument13 pagini11 Diseno y Fabricacion de Partes FundidasWilmer Francisco Idrogo CruzadoÎncă nu există evaluări
- Fundamentos de La Fundicion de MetalesDocument7 paginiFundamentos de La Fundicion de MetalesTeit RomeroÎncă nu există evaluări
- Costos de PistónDocument4 paginiCostos de PistónBeth Cntnoh100% (2)
- Moldeo y FundicionDocument7 paginiMoldeo y Fundiciongenesia1234Încă nu există evaluări
- Empresa Generadora de Contaminantes Atmosféricos y Equipo de Control Que Utiliza Caso Nacobre PDFDocument22 paginiEmpresa Generadora de Contaminantes Atmosféricos y Equipo de Control Que Utiliza Caso Nacobre PDFCésar RenteríaÎncă nu există evaluări
- FUNDIFORMASDocument17 paginiFUNDIFORMASMateo RincónÎncă nu există evaluări
- Transportador vibratorio según carga y aplicaciónDocument5 paginiTransportador vibratorio según carga y aplicaciónAlejandro SánchezÎncă nu există evaluări
- Influencia de La Mezcla Resina-ArenaDocument0 paginiInfluencia de La Mezcla Resina-Arenasantiago_vayasÎncă nu există evaluări
- S5. Fundición A Presión, Tipos 21-1Document13 paginiS5. Fundición A Presión, Tipos 21-1Victor CaceresÎncă nu există evaluări
- Parámetros Importantes en El Proceso de FundiciónDocument6 paginiParámetros Importantes en El Proceso de FundiciónJason Gonzales HerreraÎncă nu există evaluări
- Moldeo Con ResinasDocument20 paginiMoldeo Con ResinasMau BarahonaÎncă nu există evaluări
- Estándares para reducir anomalías en proceso de fundiciónDocument6 paginiEstándares para reducir anomalías en proceso de fundiciónarlyÎncă nu există evaluări
- Practica Fundición 2017-1Document20 paginiPractica Fundición 2017-1jesus joseÎncă nu există evaluări
- Cuestionario Kalpakjian 11.. 35 y 49Document4 paginiCuestionario Kalpakjian 11.. 35 y 49Oliver Mauricio MauÎncă nu există evaluări
- FundicionDocument26 paginiFundicionTatiana PadillaÎncă nu există evaluări
- Laboratorio 02Document18 paginiLaboratorio 02MIGUEL ANGEL HUAMAN MAMANIÎncă nu există evaluări
- Formulario FabricaciónDocument30 paginiFormulario FabricaciónfrannvrroÎncă nu există evaluări
- Control de CalidadDocument6 paginiControl de CalidadUlises Barrientos SánchezÎncă nu există evaluări
- Diferentes Procesos de Cambio de Forma de Los MaterialesDocument6 paginiDiferentes Procesos de Cambio de Forma de Los MaterialesFL Erick F100% (1)
- Resumen Alarcon Huaman AnthonyDocument6 paginiResumen Alarcon Huaman AnthonyANTHONY DAVID ALARCON HUAMANÎncă nu există evaluări
- Tarea 1Document12 paginiTarea 1Daniela Yunda0% (1)
- Estudio de TiemposDocument4 paginiEstudio de TiemposIsrael M. Condori RochaÎncă nu există evaluări
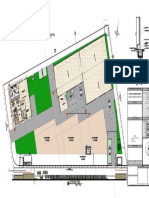
- Planta de FundiciónDocument12 paginiPlanta de FundiciónMilena HernandezÎncă nu există evaluări
- Factores que afectan la calidad de piezas de aluminio fundidoDocument2 paginiFactores que afectan la calidad de piezas de aluminio fundidoRamon Gil100% (1)
- Cuestionario 1Document14 paginiCuestionario 1Ivan GuarnizoÎncă nu există evaluări
- Aleaciones y diagrama de fases en fundición y deformación plásticaDocument4 paginiAleaciones y diagrama de fases en fundición y deformación plásticaDiego Cesar Florez PeraltillaÎncă nu există evaluări
- Ensayo de Moldeo y ColadaDocument14 paginiEnsayo de Moldeo y ColadaJeanGutierrezÎncă nu există evaluări