S-ar putea să vă placă și
- Lecture 20 Sodium ThiosulfateDocument5 paginiLecture 20 Sodium ThiosulfateVarsha Kankani100% (1)
- Lecture 20 Sodium Thiosulfate PDFDocument5 paginiLecture 20 Sodium Thiosulfate PDFPutri AzzahraÎncă nu există evaluări
- Acid Sulfate & Pyrophosphate Copper Plating: Allen C. Hamilton JR., CEF-SEDocument3 paginiAcid Sulfate & Pyrophosphate Copper Plating: Allen C. Hamilton JR., CEF-SEArvin OrayeÎncă nu există evaluări
- Acid Sulfate & Pyrophosphate Copper Plating: Allen C. Hamilton JR., CEF-SEDocument3 paginiAcid Sulfate & Pyrophosphate Copper Plating: Allen C. Hamilton JR., CEF-SEAbbey Frosty'Knight Dawn MortaleÎncă nu există evaluări
- Vdocuments - MX - The Solubility of Sodium and Potassium Soaps and The Phase Diagrams of AqueousDocument5 paginiVdocuments - MX - The Solubility of Sodium and Potassium Soaps and The Phase Diagrams of AqueousTeodor BoianovÎncă nu există evaluări
- Temp 00jul59Document5 paginiTemp 00jul59avgpaulÎncă nu există evaluări
- Cianyde WasteDocument4 paginiCianyde WasteFrancisco BocanegraÎncă nu există evaluări
- United States Patent Office: Production of Disopum PhosphateDocument2 paginiUnited States Patent Office: Production of Disopum PhosphatefredyÎncă nu există evaluări
- Phosphate Hideout PDFDocument4 paginiPhosphate Hideout PDFUsama JawaidÎncă nu există evaluări
- Phosphate Hideout PDFDocument4 paginiPhosphate Hideout PDFAHMAD DZAKYÎncă nu există evaluări
- Photometric Determination of Available Phosphorus Pentoxide in FertilizersDocument2 paginiPhotometric Determination of Available Phosphorus Pentoxide in FertilizersYunkai DayÎncă nu există evaluări
- Us 1961127Document6 paginiUs 1961127fredyÎncă nu există evaluări
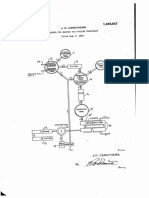
- J. N. CarothersDocument4 paginiJ. N. CarothershaviedÎncă nu există evaluări
- Liquid TreteDocument2 paginiLiquid TreteErick CruzÎncă nu există evaluări
- The Journal of Iivdcstriiil and Engineering Chemistry: COOLB.4L?G IDocument3 paginiThe Journal of Iivdcstriiil and Engineering Chemistry: COOLB.4L?G IarlynanÎncă nu există evaluări
- Us 2375054Document3 paginiUs 2375054haviedÎncă nu există evaluări
- Phosphate Fertilizer Plants: Industry Description and PracticesDocument4 paginiPhosphate Fertilizer Plants: Industry Description and PracticesGbl BplÎncă nu există evaluări
- CHAPTER 5 HydrotreatingDocument41 paginiCHAPTER 5 HydrotreatingNurfarhana JelenÎncă nu există evaluări
- Formula: H-O4-P.2Na: Sodium PhosphateDocument3 paginiFormula: H-O4-P.2Na: Sodium PhosphateKeiffer Ann LopezÎncă nu există evaluări
- Purification of Sulfur: Raymond F. Bacon Rocco FanelliDocument6 paginiPurification of Sulfur: Raymond F. Bacon Rocco Fanelliاحمد الدلالÎncă nu există evaluări
- 1912 Process of Making Precipitated Barium SulphateDocument2 pagini1912 Process of Making Precipitated Barium SulphateDeluxe pÎncă nu există evaluări
- Us 3109732Document4 paginiUs 3109732Ahmed RabeaÎncă nu există evaluări
- Phosphate ConditioningDocument16 paginiPhosphate ConditioningKarla Joy P. SucgangÎncă nu există evaluări
- United States: Patent OfficeDocument3 paginiUnited States: Patent OfficefredyÎncă nu există evaluări
- Seyer 2001Document4 paginiSeyer 2001malcolmclark224Încă nu există evaluări
- US2321218Document3 paginiUS2321218shirazizadehsinaÎncă nu există evaluări
- Us 2846430Document4 paginiUs 2846430afriantoagusÎncă nu există evaluări
- Chemical and Electrochemical Assessment of Tannins and Aqueous Primers Contanining TanninsDocument7 paginiChemical and Electrochemical Assessment of Tannins and Aqueous Primers Contanining TanninsOmar MorteoÎncă nu există evaluări
- Is 12308-8 - 1997 - 3Document1 paginăIs 12308-8 - 1997 - 3Svapnesh ParikhÎncă nu există evaluări
- Screenshot 2022-10-09 at 11.37.54 PMDocument6 paginiScreenshot 2022-10-09 at 11.37.54 PMpsyxs4tsv9Încă nu există evaluări
- Ad Anainst 002-En Rev. ADocument2 paginiAd Anainst 002-En Rev. AwilsonÎncă nu există evaluări
- United States: Patent OfficeDocument3 paginiUnited States: Patent OfficedyahnuritaÎncă nu există evaluări
- United States Patent Office: Patented Jan. I9, 1954Document2 paginiUnited States Patent Office: Patented Jan. I9, 1954JavierÎncă nu există evaluări
- Is 228 Part 9 - 1989Document5 paginiIs 228 Part 9 - 1989ferozÎncă nu există evaluări
- About Methyl OrangeDocument3 paginiAbout Methyl OrangeMerrene Bright Divino JudanÎncă nu există evaluări
- Lecture 7 Formic AcidDocument5 paginiLecture 7 Formic Acidhamzamaher.boy123Încă nu există evaluări
- Reaction Between Calcium Phosphate and Fluoride in PhosphogypsumDocument4 paginiReaction Between Calcium Phosphate and Fluoride in PhosphogypsumDivya DeenuÎncă nu există evaluări
- Zinc Phosphating - Zinc Phosphate Coating - Zinc PhosphatizingDocument2 paginiZinc Phosphating - Zinc Phosphate Coating - Zinc Phosphatizingpuri16Încă nu există evaluări
- Solubility of Paraffin Wax in Pure HydrocarbonsDocument2 paginiSolubility of Paraffin Wax in Pure Hydrocarbonsbogushack100% (2)
- Palladium and Platinum From Gold Electrolyte: For The Recovery ofDocument2 paginiPalladium and Platinum From Gold Electrolyte: For The Recovery ofCarlos BarzaÎncă nu există evaluări
- Soda Ash: Product Data Sheet (PDS)Document1 paginăSoda Ash: Product Data Sheet (PDS)Mannar1Încă nu există evaluări
- Recovery of Uranium From Wet-Process Phosphoric: J. David J. and BDocument7 paginiRecovery of Uranium From Wet-Process Phosphoric: J. David J. and Bراشد اليوسفÎncă nu există evaluări
- (1996) Placid-A Clean Process For Recycling Lead From BaterriesDocument3 pagini(1996) Placid-A Clean Process For Recycling Lead From BaterriesYeimy Vivar LobosÎncă nu există evaluări
- Manufacture of Hyposulfite': SodiumDocument2 paginiManufacture of Hyposulfite': SodiumAravind KumarÎncă nu există evaluări
- Single Supephosphate: Agricultural UseDocument4 paginiSingle Supephosphate: Agricultural UseRida akhtarÎncă nu există evaluări
- United States Patent (19) : PistoriusDocument5 paginiUnited States Patent (19) : Pistoriusmasood kblÎncă nu există evaluări
- Processing Rare-Earth Element Concentrate Obtained From PhosphogypsumDocument6 paginiProcessing Rare-Earth Element Concentrate Obtained From PhosphogypsumGyan PrameswaraÎncă nu există evaluări
- Sodium Carbonate - Wikipedia, The Free EncyclopediaDocument8 paginiSodium Carbonate - Wikipedia, The Free Encyclopediad_richard_dÎncă nu există evaluări
- Modified Rosin Ester PreparationDocument17 paginiModified Rosin Ester PreparationRian Pratama AkbaÎncă nu există evaluări
- Us 3607021Document4 paginiUs 3607021haviedÎncă nu există evaluări
- United States: Patent OfficeDocument3 paginiUnited States: Patent OfficesaulmamaniÎncă nu există evaluări
- US3689216Document5 paginiUS3689216PABLO URIZ CEREZOÎncă nu există evaluări
- 6 - Phosphoric AcidDocument17 pagini6 - Phosphoric AcidRohan GohilÎncă nu există evaluări
- Direct Blue 86 PatentDocument3 paginiDirect Blue 86 Patenthvk7f7n6gyÎncă nu există evaluări
- Boiler Water TreatmentDocument7 paginiBoiler Water TreatmentJAY PARIKH100% (1)
- Daligdig & Dibartun - Salt and Miscellaneous Compounds PDFDocument66 paginiDaligdig & Dibartun - Salt and Miscellaneous Compounds PDFsidick dibaratunÎncă nu există evaluări
- Preparation of Boric Acid From Low-Grade Ascharite and Recovery of Magnesium SulfateDocument5 paginiPreparation of Boric Acid From Low-Grade Ascharite and Recovery of Magnesium SulfateSaumya JainÎncă nu există evaluări
- Kinetics of Wastewater Treatment: Proceedings of a Post-Conference Seminar Held at the Technical University of Denmark, Copenhagen, 1978De la EverandKinetics of Wastewater Treatment: Proceedings of a Post-Conference Seminar Held at the Technical University of Denmark, Copenhagen, 1978S. H. JenkinsÎncă nu există evaluări
- The Chemistry of Fertilisers and Manure - Including Information on the Chemical Constituents and Types of Fertilisers and ManuresDe la EverandThe Chemistry of Fertilisers and Manure - Including Information on the Chemical Constituents and Types of Fertilisers and ManuresEvaluare: 5 din 5 stele5/5 (1)
- Legal Chemistry: A Guide to the Detection of Poisons, Examination of Tea, Stains, Etc., as Applied to Chemical JurisprudenceDe la EverandLegal Chemistry: A Guide to the Detection of Poisons, Examination of Tea, Stains, Etc., as Applied to Chemical JurisprudenceÎncă nu există evaluări
- Medicinal Plants of AssamDocument21 paginiMedicinal Plants of AssamPartha Pratim MahantaÎncă nu există evaluări
- Life Is A Journey H Sengi-1Document264 paginiLife Is A Journey H Sengi-1Kaycee MasiyaÎncă nu există evaluări
- Quiz On Hypertension-22March2013Document5 paginiQuiz On Hypertension-22March2013MEÎncă nu există evaluări
- Metabolic Assessment FormDocument2 paginiMetabolic Assessment Formbigkenny66100% (1)
- Geography - Elective - 101 FoodDocument5 paginiGeography - Elective - 101 FoodAbdus SayemÎncă nu există evaluări
- End-Of-Course Test - NEF - IntermediateDocument7 paginiEnd-Of-Course Test - NEF - IntermediateLucian Podaru50% (2)
- Heirloom non-GMO Organic Seed SuppliersDocument3 paginiHeirloom non-GMO Organic Seed SuppliersSteve HamiltonÎncă nu există evaluări
- Get swole cụ thểDocument34 paginiGet swole cụ thểVi Khuu NguyenÎncă nu există evaluări
- False Advertising - Outline and EssayDocument6 paginiFalse Advertising - Outline and Essayellen maharani100% (1)
- Module 1 Food and BeverageDocument9 paginiModule 1 Food and BeverageAlysa Erl Julienne N. MandapÎncă nu există evaluări
- BBQ Cajun ShrimpDocument5 paginiBBQ Cajun ShrimpHoàng Hạnh PhươngÎncă nu există evaluări
- Posisi Jabatan Job FairDocument12 paginiPosisi Jabatan Job Faireva setiarini damanikÎncă nu există evaluări
- Auraiya Table Menu (8.5 × 14 In)Document5 paginiAuraiya Table Menu (8.5 × 14 In)LaraÎncă nu există evaluări
- Bread and Pastry Production 12 - WEEK 3Document5 paginiBread and Pastry Production 12 - WEEK 3Armie Joy ValdezÎncă nu există evaluări
- CUESTIONARIO A4 - Past Simple vs. Past ContinuousDocument2 paginiCUESTIONARIO A4 - Past Simple vs. Past ContinuousGustavo PatiñoÎncă nu există evaluări
- Early Childhood CariesDocument35 paginiEarly Childhood Cariessandsiramesh100% (1)
- English E QuizDocument7 paginiEnglish E QuizGrace Amparado UrbanoÎncă nu există evaluări
- Spices - A Global History (PDFDrive)Document178 paginiSpices - A Global History (PDFDrive)Abhishek Kumar Khantwal100% (2)
- Cheese Pre FeasibilityDocument29 paginiCheese Pre FeasibilityAhmed Saad Qureshi100% (10)
- Food and Beverage Documentation Form PDFDocument2 paginiFood and Beverage Documentation Form PDFAnonymous N4hkyVo5faÎncă nu există evaluări
- Import Procedures of Republic of Indonesia: A Guide Line For Pakistani CompaniesDocument22 paginiImport Procedures of Republic of Indonesia: A Guide Line For Pakistani Companiesgalih purwasaputraÎncă nu există evaluări
- Ejercicios de Presente Continuo InglesDocument5 paginiEjercicios de Presente Continuo InglestxikienaÎncă nu există evaluări
- Production Constraints and Marketing of Cut Flower (Gerbera) Under Poly-House Cultivation in Satara Region (Maharashtra)Document64 paginiProduction Constraints and Marketing of Cut Flower (Gerbera) Under Poly-House Cultivation in Satara Region (Maharashtra)tanya sharmaÎncă nu există evaluări
- Communication BoardsDocument31 paginiCommunication BoardsLejla MujkicÎncă nu există evaluări
- Experilab Breinwave: Bubble BlowersDocument4 paginiExperilab Breinwave: Bubble BlowersHirenkumarÎncă nu există evaluări
- Unit 6 PastryDocument29 paginiUnit 6 PastryRicardo HarveyÎncă nu există evaluări
- The 20 Questions For Couples GameDocument2 paginiThe 20 Questions For Couples GameHomo Cyberneticus100% (3)
- Jollibee Advertisement ProposalDocument2 paginiJollibee Advertisement ProposalROWWNINÎncă nu există evaluări
- Bartender HandbookDocument44 paginiBartender HandbookMousaX67% (6)