S-ar putea să vă placă și
- Industrial radiography A Complete Guide - 2019 EditionDe la EverandIndustrial radiography A Complete Guide - 2019 EditionÎncă nu există evaluări
- UT Inspection For Plate Lamination On Sample Supplied From Maui Pipeline FailureDocument2 paginiUT Inspection For Plate Lamination On Sample Supplied From Maui Pipeline FailurebacabacabacaÎncă nu există evaluări
- Ultrasonic Testing: by Geetanjali Sharma Devendra Singh Amit Kumar JhaDocument43 paginiUltrasonic Testing: by Geetanjali Sharma Devendra Singh Amit Kumar Jhajohn power100% (1)
- Welds Written ReportDocument4 paginiWelds Written ReportChris Paulo100% (1)
- Formed Metal - Al Plate UT1 PictorialDocument3 paginiFormed Metal - Al Plate UT1 PictorialSiggy LaiÎncă nu există evaluări
- CSWIP Day 1Document71 paginiCSWIP Day 1rarwinthÎncă nu există evaluări
- P 14 Cover Sheets 10 07Document4 paginiP 14 Cover Sheets 10 07carlos100% (1)
- Formed Metal - Round Bar UT2Document4 paginiFormed Metal - Round Bar UT2Siggy LaiÎncă nu există evaluări
- Ultrasonic 4Document3 paginiUltrasonic 4nsbirwalÎncă nu există evaluări
- Introduction To Magnetic Particle TestingDocument58 paginiIntroduction To Magnetic Particle TestingjerryceppyÎncă nu există evaluări
- Basics: UT Study Guide. Questions and Answers Fill In, Choose The Right Answer or Write Required Equations or AnswersDocument5 paginiBasics: UT Study Guide. Questions and Answers Fill In, Choose The Right Answer or Write Required Equations or AnswersWahEedÎncă nu există evaluări
- Pana USDocument52 paginiPana USflorin100% (1)
- 23 GinzelDocument12 pagini23 Ginzelmusaismail8863Încă nu există evaluări
- Ut Ravi Book NewDocument171 paginiUt Ravi Book NewPrakasa Spectro CastÎncă nu există evaluări
- Weld Scanning ProcedureDocument5 paginiWeld Scanning ProcedureLutfi IsmailÎncă nu există evaluări
- Ultrasonic Test Procedure1Document8 paginiUltrasonic Test Procedure1MHDÎncă nu există evaluări
- UT3Document115 paginiUT3Nikhil KashyapÎncă nu există evaluări
- Lecture 18-UTDocument50 paginiLecture 18-UTsamrn850% (2)
- Nondestructive Examination (NDE) Technology and Codes Student Manual Introduction To Ultrasonic ExaminationDocument78 paginiNondestructive Examination (NDE) Technology and Codes Student Manual Introduction To Ultrasonic ExaminationRaj KumarÎncă nu există evaluări
- Ultrasonic Testing 2Document19 paginiUltrasonic Testing 2Vijayakumar ChandranÎncă nu există evaluări
- NDT Xl-Ut-05.1 Babbit QualityDocument7 paginiNDT Xl-Ut-05.1 Babbit QualityRon KentÎncă nu există evaluări
- Ultrasonic Testing (Ut) : Level IiDocument24 paginiUltrasonic Testing (Ut) : Level IiAhmed El MorsyÎncă nu există evaluări
- M.E.Forge Tech: Ultrasonic Inspection ReportDocument1 paginăM.E.Forge Tech: Ultrasonic Inspection ReportK.s. Raghavendra KumarÎncă nu există evaluări
- Ultrasonic Inspection of Welds in Tubes & Pipes: Educational NoteDocument13 paginiUltrasonic Inspection of Welds in Tubes & Pipes: Educational NoteleonciomavarezÎncă nu există evaluări
- TOFD and PAUT For Weld Root CorrosionDocument38 paginiTOFD and PAUT For Weld Root CorrosionMuthumonickamÎncă nu există evaluări
- ASNTDocument5 paginiASNTshifaÎncă nu există evaluări
- NDT RT NDS1Document46 paginiNDT RT NDS1naganathanÎncă nu există evaluări
- Ultrasonic TestingDocument4 paginiUltrasonic TestingSyahmie AzreeÎncă nu există evaluări
- Radiography Part 2 - TWIDocument8 paginiRadiography Part 2 - TWIKolusu SivakumarÎncă nu există evaluări
- Ultrasonic Testing (UT) : The Engineers Edge Institute of NDTDocument83 paginiUltrasonic Testing (UT) : The Engineers Edge Institute of NDTThe Engineers EDGE, CoimbatoreÎncă nu există evaluări
- BLOQUEDocument1 paginăBLOQUEAlvaro Alexis Mendoza PradaÎncă nu există evaluări
- NDT Basic PresentationDocument207 paginiNDT Basic PresentationIvan AgurtoÎncă nu există evaluări
- NDT 2019Document32 paginiNDT 2019Muhammad OsamaÎncă nu există evaluări
- Lecture 3, Eddy Current NDEDocument49 paginiLecture 3, Eddy Current NDEMirza Safeer AhmadÎncă nu există evaluări
- Basic Principles of Ultrasonic TestingDocument101 paginiBasic Principles of Ultrasonic TestingJohn Eric OliverÎncă nu există evaluări
- UT Outline Training LV IIIDocument4 paginiUT Outline Training LV IIITrung Tinh HoÎncă nu există evaluări
- Ultrasonic Flaw DetectionDocument15 paginiUltrasonic Flaw DetectionLeonardo.martinezÎncă nu există evaluări
- Magnetic Particle TestingDocument1 paginăMagnetic Particle TestingGulfnde Industrial ServicesÎncă nu există evaluări
- Ut Contact Ultrasonics Angle BeamDocument47 paginiUt Contact Ultrasonics Angle Beamtony blas cristobalÎncă nu există evaluări
- Formed Metal - Al Extrusion UT1Document3 paginiFormed Metal - Al Extrusion UT1Siggy LaiÎncă nu există evaluări
- Introduction To UT Flaw DetectorDocument26 paginiIntroduction To UT Flaw DetectorNail Widya Satya100% (1)
- Hashemite University - NDT Overview PDFDocument7 paginiHashemite University - NDT Overview PDFgeorgescribd1103Încă nu există evaluări
- Ut Job Knowledge - TwiDocument10 paginiUt Job Knowledge - TwiBhanu Pratap ChoudhuryÎncă nu există evaluări
- Ut Scanning Step For ExaminationDocument3 paginiUt Scanning Step For ExaminationMohdHuzairiRusliÎncă nu există evaluări
- Steps For Carrying Out Radiographic Testing On Weld: 5. Calculate Exposure Time For Actual SOD (SOD-A)Document7 paginiSteps For Carrying Out Radiographic Testing On Weld: 5. Calculate Exposure Time For Actual SOD (SOD-A)CheeragÎncă nu există evaluări
- Ruukki Hot Rolled Steels Ultrasonic Testing 2011 PDFDocument5 paginiRuukki Hot Rolled Steels Ultrasonic Testing 2011 PDFpvdang8453Încă nu există evaluări
- EuroIncon Master Ut NotesDocument95 paginiEuroIncon Master Ut NotesmohamedÎncă nu există evaluări
- Ultra Sound Testing: Opic:-Test Methods and TechniquesDocument23 paginiUltra Sound Testing: Opic:-Test Methods and TechniquesVarun MalanÎncă nu există evaluări
- UT Lesson5 08 12Document27 paginiUT Lesson5 08 12Gulfam HussainÎncă nu există evaluări
- Ue Evaluation & InterpretationDocument39 paginiUe Evaluation & InterpretationVaraGoudÎncă nu există evaluări
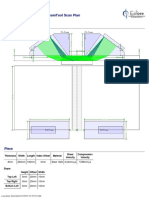
- Beamtool Scan Plan: Inspection LayoutDocument4 paginiBeamtool Scan Plan: Inspection LayoutMohan RajÎncă nu există evaluări
- Sample of UT InstructionDocument4 paginiSample of UT InstructionIkeÎncă nu există evaluări
- Sample of UT InstructionDocument4 paginiSample of UT InstructionNitesh SrivastavaÎncă nu există evaluări
- Instruction Writing - (For Single Vee)Document4 paginiInstruction Writing - (For Single Vee)Hoang Diep PhanÎncă nu există evaluări
- ARAMCO考试题(79页)Document59 paginiARAMCO考试题(79页)Yanqiang GongÎncă nu există evaluări
- 7.2 Radiaographic Testing ProcedureDocument14 pagini7.2 Radiaographic Testing ProcedureMd Anamul HoqueÎncă nu există evaluări
- CT InspectionDocument41 paginiCT InspectionedgarÎncă nu există evaluări
- Chip Evacuation of PCB Micro-Drilling and High-Speed PhotographyDocument7 paginiChip Evacuation of PCB Micro-Drilling and High-Speed PhotographyChethan GowdaÎncă nu există evaluări
- MEC4801 AssignmentDocument5 paginiMEC4801 AssignmentVincent WongÎncă nu există evaluări
- De Jure: Legitimasi Pemilihan Kepala/Wakil Kepala Daerah Dalam Sistem Pemerintahan Otonomi DaerahDocument22 paginiDe Jure: Legitimasi Pemilihan Kepala/Wakil Kepala Daerah Dalam Sistem Pemerintahan Otonomi DaerahkinglordofatoÎncă nu există evaluări
- Bhel UtDocument14 paginiBhel UtAnonymous 6k4VeeRÎncă nu există evaluări
- Global Steel Engineer Forum-NDTDocument5 paginiGlobal Steel Engineer Forum-NDTkinglordofatoÎncă nu există evaluări
- BS 5950 Part 1 Structural Use of Steelwork in Building1 PDFDocument224 paginiBS 5950 Part 1 Structural Use of Steelwork in Building1 PDFHlineÎncă nu există evaluări
- Forgings NDE Guide PDFDocument26 paginiForgings NDE Guide PDFSathia Seelan100% (1)
- Ultrasonic Testing of Austenitic and Austenitic Ferritic Stainless Steel ForgingsDocument17 paginiUltrasonic Testing of Austenitic and Austenitic Ferritic Stainless Steel ForgingsAlvice Max100% (1)
- Use of Dgs Method For Ultrasonic TestiingDocument3 paginiUse of Dgs Method For Ultrasonic Testiingarunpawar_cet9462Încă nu există evaluări
- Use of Dgs Method For Ultrasonic TestiingDocument3 paginiUse of Dgs Method For Ultrasonic Testiingarunpawar_cet9462Încă nu există evaluări
- Bearing (Mechanical)Document9 paginiBearing (Mechanical)kinglordofatoÎncă nu există evaluări
- Asme NDT MethodDocument1 paginăAsme NDT Methodkinglordofato100% (1)
- Grasses Their Use in BuildingDocument8 paginiGrasses Their Use in BuildingpitufitoÎncă nu există evaluări
- PC700-8 Uess15301 1208Document24 paginiPC700-8 Uess15301 1208LTATECNICOÎncă nu există evaluări
- Se MeterDataProcessingDocument83 paginiSe MeterDataProcessingbzkxtÎncă nu există evaluări
- Batteries and Primitive Survival Ebook 2008+ PDFDocument333 paginiBatteries and Primitive Survival Ebook 2008+ PDFOceanÎncă nu există evaluări
- Babies of 2010Document16 paginiBabies of 2010Sierra Nevada Media GroupÎncă nu există evaluări
- ASTM Data and ControlDocument141 paginiASTM Data and ControlYohanes Ronny100% (1)
- 3000w Inverter Parts ListDocument6 pagini3000w Inverter Parts ListayoowuyeÎncă nu există evaluări
- Catálogo EC200DDocument912 paginiCatálogo EC200DCasa da Madeira100% (1)
- Centrifugal PumpDocument56 paginiCentrifugal Pumpchandraa2208Încă nu există evaluări
- Brilliance - 64 - (ct101) - Site - Guidefor TrailerDocument19 paginiBrilliance - 64 - (ct101) - Site - Guidefor Trailerbody2030Încă nu există evaluări
- Cryptographic Systems Tend To Involve Both Algorithm and ADocument6 paginiCryptographic Systems Tend To Involve Both Algorithm and APawan Kumar ThakurÎncă nu există evaluări
- Electroplating of Silver, Zinc and IronDocument13 paginiElectroplating of Silver, Zinc and IronTahira AzamÎncă nu există evaluări
- Contra Dam, SwissDocument31 paginiContra Dam, SwissSudheekar ReddyÎncă nu există evaluări
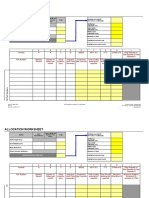
- ICE Annex A Methodologies For RecyclingDocument17 paginiICE Annex A Methodologies For RecyclingChai Lin NyokÎncă nu există evaluări
- Plastic Coatings: Advanced Polymer Technologies ForDocument13 paginiPlastic Coatings: Advanced Polymer Technologies ForFazlul HoqueÎncă nu există evaluări
- Differential Calculus Assignment No.3Document20 paginiDifferential Calculus Assignment No.3Agerico FunelasÎncă nu există evaluări
- GAPS Guidelines: Deep Fat FryersDocument4 paginiGAPS Guidelines: Deep Fat FryersAsad KhanÎncă nu există evaluări
- 13 Ijee2962nsDocument15 pagini13 Ijee2962nspurvakul10Încă nu există evaluări
- Tech. Specs. For 11 KV DP StructureDocument7 paginiTech. Specs. For 11 KV DP StructureSaraswatapalitÎncă nu există evaluări
- California Bearing Ratio, Evaluation and Estimation: A Study On ComparisonsDocument4 paginiCalifornia Bearing Ratio, Evaluation and Estimation: A Study On ComparisonsAmyra MiaÎncă nu există evaluări
- Fabshield Offshore 71ni-1Document2 paginiFabshield Offshore 71ni-1Anonymous ejnktktkY7Încă nu există evaluări
- Production Support ProcessDocument15 paginiProduction Support ProcesssantoshÎncă nu există evaluări
- Material Characterization of Sugarcane Bagasseepoxy Composites For - 2022Document5 paginiMaterial Characterization of Sugarcane Bagasseepoxy Composites For - 2022bakhrul ilmiÎncă nu există evaluări
- ABM Chain HoistDocument14 paginiABM Chain HoistZuwairi NawawiÎncă nu există evaluări
- WaterproofingDocument29 paginiWaterproofingAakansha DÎncă nu există evaluări
- PSD Installation Manual Moore IndustriesDocument16 paginiPSD Installation Manual Moore IndustriesnohjadÎncă nu există evaluări
- Excel 2010 Cheatsheet PDFDocument2 paginiExcel 2010 Cheatsheet PDFVinith VimalÎncă nu există evaluări
- Clevo d900c Sager Np9260 Np9261Document100 paginiClevo d900c Sager Np9260 Np9261Doru RazvanÎncă nu există evaluări
- Supplier Run Rate CalculatorDocument9 paginiSupplier Run Rate CalculatordcevipinÎncă nu există evaluări
- Nauticus 3D BeamDocument114 paginiNauticus 3D BeamMinca AndreiÎncă nu există evaluări