S-ar putea să vă placă și
- Type CMR, Instalacion.Document4 paginiType CMR, Instalacion.Mario MarquezÎncă nu există evaluări
- Bearing Mounting Procedure: (Page 1 of 6)Document6 paginiBearing Mounting Procedure: (Page 1 of 6)JoséMiguelSánchezGÎncă nu există evaluări
- BR3 001 - Rex 2000,3000,5000,9000 Series Roller BearDocument5 paginiBR3 001 - Rex 2000,3000,5000,9000 Series Roller BearRodrigo Jechéla BarriosÎncă nu există evaluări
- RTL Sleevoil Instruction Manual 499970Document11 paginiRTL Sleevoil Instruction Manual 499970गुंजन सिन्हाÎncă nu există evaluări
- Blue Diamond Assembly Procedure 1593Document2 paginiBlue Diamond Assembly Procedure 1593Stephen GerhauserÎncă nu există evaluări
- LSDDocument14 paginiLSDJohn RyanÎncă nu există evaluări
- TimkenTT en Vol1 Iss3Document2 paginiTimkenTT en Vol1 Iss3grupa2904Încă nu există evaluări
- B-02 Mechnical Seal For SBPO LubeDocument8 paginiB-02 Mechnical Seal For SBPO LubeMarvin DuarteÎncă nu există evaluări
- Ring and Pinion Installation InstructionsDocument8 paginiRing and Pinion Installation InstructionsJonathanÎncă nu există evaluări
- Installation Instructions: BW Seals Q, QB SeriesDocument8 paginiInstallation Instructions: BW Seals Q, QB SeriesJoseGarciaRÎncă nu există evaluări
- 7-12 Engine Bottom Enditransmission: TransmissionDocument1 pagină7-12 Engine Bottom Enditransmission: TransmissionPabloÎncă nu există evaluări
- Changing and Checking Crankshaft ComponentsDocument59 paginiChanging and Checking Crankshaft ComponentsСергей ПриймакÎncă nu există evaluări
- API RP 687-2001 (2015) Ut BabbitpdfDocument1 paginăAPI RP 687-2001 (2015) Ut BabbitpdfudomÎncă nu există evaluări
- HDBIDocument5 paginiHDBIkevlar315Încă nu există evaluări
- Installation of piston rings step-by-stepDocument3 paginiInstallation of piston rings step-by-stepEdimilson RodriguesÎncă nu există evaluări
- 7600-Manual-81-0246Document12 pagini7600-Manual-81-0246jmarshall2428Încă nu există evaluări
- YA type 2160 vibrating screen assembly work instructionDocument2 paginiYA type 2160 vibrating screen assembly work instructionLkha LkhagvasurenÎncă nu există evaluări
- TSE Installation Manual Rev5Document2 paginiTSE Installation Manual Rev5eyya 007Încă nu există evaluări
- BR3 007 ManualDocument5 paginiBR3 007 ManualRodrigo Jechéla BarriosÎncă nu există evaluări
- Fitting pistons and running-in notesDocument3 paginiFitting pistons and running-in notesvijaykumar kulkarniÎncă nu există evaluări
- MN3085 - 0222 (W)Document12 paginiMN3085 - 0222 (W)mariamalloney1730Încă nu există evaluări
- Mounting WhitepaperDocument7 paginiMounting WhitepaperSamik MukherjeeÎncă nu există evaluări
- Cabezas de Biela 2Document3 paginiCabezas de Biela 2Jose RamonÎncă nu există evaluări
- Installation Instructions & Reference GuideDocument19 paginiInstallation Instructions & Reference GuideАртемÎncă nu există evaluări
- Installation Instructions: WarningDocument6 paginiInstallation Instructions: WarningrobÎncă nu există evaluări
- Manual de Instalação 442 LargeDocument12 paginiManual de Instalação 442 LargeDanilo D'AmatoÎncă nu există evaluări
- FIS116_EN_A5.pdfDocument4 paginiFIS116_EN_A5.pdfroyert8Încă nu există evaluări
- Snare Bed ManualDocument8 paginiSnare Bed ManualorgqaualiaÎncă nu există evaluări
- FIS113eng Hi Temp BellowsDocument8 paginiFIS113eng Hi Temp Bellowsandres castroÎncă nu există evaluări
- Dodge® Sleevoil®Rtl Pillow Blocks Sizes 3-7/16" Thru 12": Pre-Assembly InstructionsDocument8 paginiDodge® Sleevoil®Rtl Pillow Blocks Sizes 3-7/16" Thru 12": Pre-Assembly Instructionsjhgjhgjhgj100% (1)
- Storz ManualDocument7 paginiStorz Manualhijodebudas100% (1)
- 538 270 Thomas Series DBZ, Sizes 50 451 Disc Couplings ManualDocument4 pagini538 270 Thomas Series DBZ, Sizes 50 451 Disc Couplings ManualpelakupasarÎncă nu există evaluări
- Bearing Installation ProcedureDocument6 paginiBearing Installation ProcedureHamad KhaledÎncă nu există evaluări
- Chiksan Swivel Joints Repacking Instructions Longsweep Standard Service PDFDocument2 paginiChiksan Swivel Joints Repacking Instructions Longsweep Standard Service PDFCikalong Yard100% (1)
- Clutch Damper ChangeDocument6 paginiClutch Damper ChangeAaron StaubÎncă nu există evaluări
- Hammer Mill ManualDocument20 paginiHammer Mill Manualdatnguyen789jÎncă nu există evaluări
- Installation Instructions: BW Seals Q, QB SeriesDocument8 paginiInstallation Instructions: BW Seals Q, QB Seriesaliihsan3461Încă nu există evaluări
- RTS TG M78Document9 paginiRTS TG M78woosah1234Încă nu există evaluări
- ShaftpullerinstructionsDocument2 paginiShaftpullerinstructionsjitmarineÎncă nu există evaluări
- Gerlinger LC30 Torque-Hub Final Drive ServiceDocument16 paginiGerlinger LC30 Torque-Hub Final Drive ServiceRubenÎncă nu există evaluări
- BR3 002 ManualDocument10 paginiBR3 002 ManualEric LempkeÎncă nu există evaluări
- Flowserve Pusher Seal ManualDocument16 paginiFlowserve Pusher Seal ManualNikhil Princeton AndradeÎncă nu există evaluări
- Proper handling of bearingsDocument16 paginiProper handling of bearingszakizaki100% (1)
- SB-3A Casing Hanger Installation ProcedureDocument3 paginiSB-3A Casing Hanger Installation ProcedureAdolfo Angulo100% (1)
- Geared Coupling Manual PDFDocument5 paginiGeared Coupling Manual PDFSatÎncă nu există evaluări
- Fin FanDocument4 paginiFin FanPuchit SpkÎncă nu există evaluări
- Strainers Crane FS IOM 0221Document8 paginiStrainers Crane FS IOM 0221TripleOffsetÎncă nu există evaluări
- Maximize Your M-Lok Experience With These Tips: As PackagedDocument5 paginiMaximize Your M-Lok Experience With These Tips: As PackagedlowjackÎncă nu există evaluări
- Prepared by Deepak A Vishwakarma .: Roll No L081040008 T Y B Tech ProductionDocument30 paginiPrepared by Deepak A Vishwakarma .: Roll No L081040008 T Y B Tech ProductionDIPAK VINAYAK SHIRBHATE100% (2)
- Installation Guide: LS2 Dry Sleeve KitDocument18 paginiInstallation Guide: LS2 Dry Sleeve KitManabu WakisakaÎncă nu există evaluări
- Key Points about Assembling or Disassembling WP6 Diesel Engines 培训资料 Training Material 国际配套服务部 徐衍国Document27 paginiKey Points about Assembling or Disassembling WP6 Diesel Engines 培训资料 Training Material 国际配套服务部 徐衍国Manutenção Base AnápolisÎncă nu există evaluări
- 68979Document8 pagini68979nicole guestÎncă nu există evaluări
- Spherical Pillow Block Manual (MN3085, 2018)Document13 paginiSpherical Pillow Block Manual (MN3085, 2018)Dillon BuyeÎncă nu există evaluări
- Castilla U5 Coupling ManualDocument14 paginiCastilla U5 Coupling Manualantonio mendezÎncă nu există evaluări
- Install MGA seat belt bracketsDocument3 paginiInstall MGA seat belt bracketsJan Svein HammerÎncă nu există evaluări
- bcdi_prod_specialty_marine_installDocument2 paginibcdi_prod_specialty_marine_installEUROTANK MARITIMEÎncă nu există evaluări
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsDe la EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsÎncă nu există evaluări
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesDe la EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesEvaluare: 5 din 5 stele5/5 (1)
- Air Dryer PHL SeriesDocument55 paginiAir Dryer PHL SeriesAdrian CantaragiuÎncă nu există evaluări
- CoC 5Y Addendum FSO 7031077 SN 113099804001 U BOP SGL GDI Sep-07-2022Document2 paginiCoC 5Y Addendum FSO 7031077 SN 113099804001 U BOP SGL GDI Sep-07-2022Adrian CantaragiuÎncă nu există evaluări
- CoC 5Y Addendum FSO 7031077 SN 113099804001 U BOP SGL GDI Sep-07-2022Document2 paginiCoC 5Y Addendum FSO 7031077 SN 113099804001 U BOP SGL GDI Sep-07-2022Adrian CantaragiuÎncă nu există evaluări
- 2022 CocDocument2 pagini2022 CocAdrian CantaragiuÎncă nu există evaluări
- CoC 5Y FSO 7034764 SN 112954096-01 Sep-09-2022Document2 paginiCoC 5Y FSO 7034764 SN 112954096-01 Sep-09-2022Adrian CantaragiuÎncă nu există evaluări
- Drill Collar SlipsDocument10 paginiDrill Collar SlipsAdrian CantaragiuÎncă nu există evaluări
- Overload Protection Gdi WinchesDocument8 paginiOverload Protection Gdi WinchesAdrian CantaragiuÎncă nu există evaluări
- SubMonitor ManualDocument20 paginiSubMonitor ManualAdrian CantaragiuÎncă nu există evaluări
- Forum BVOT Links SN 116036Document7 paginiForum BVOT Links SN 116036Adrian CantaragiuÎncă nu există evaluări
- Self-Declaration Form for COVID-19 Contact TracingDocument1 paginăSelf-Declaration Form for COVID-19 Contact TracingAdrian Cantaragiu100% (1)
- Casing SlipsDocument11 paginiCasing SlipsAdrian CantaragiuÎncă nu există evaluări
- QSI PartsDocument76 paginiQSI PartsAdrian CantaragiuÎncă nu există evaluări
- Aircel VF Manual June 2011Document40 paginiAircel VF Manual June 2011Adrian CantaragiuÎncă nu există evaluări
- Parts list for lifting slings and insertsDocument1 paginăParts list for lifting slings and insertsAdrian CantaragiuÎncă nu există evaluări
- HW-C450 Sound BarDocument21 paginiHW-C450 Sound BarAdrian CantaragiuÎncă nu există evaluări
- AutoSave Backup Manual (English)Document63 paginiAutoSave Backup Manual (English)Adrian CantaragiuÎncă nu există evaluări
- Principles of Electrical GroundingDocument43 paginiPrinciples of Electrical GroundingSaber HussainiÎncă nu există evaluări
- 1000012667-PIB Shot PinDocument3 pagini1000012667-PIB Shot PinAdrian CantaragiuÎncă nu există evaluări
- The Control Techniques Drives and Controls Handbook 2nd EditionDocument765 paginiThe Control Techniques Drives and Controls Handbook 2nd EditionSamuel Okuwobi94% (16)
- Principles of Electrical GroundingDocument43 paginiPrinciples of Electrical GroundingSaber HussainiÎncă nu există evaluări
- Principles of Electrical GroundingDocument43 paginiPrinciples of Electrical GroundingSaber HussainiÎncă nu există evaluări
- Oil & Gas Grounding ProcedureDocument8 paginiOil & Gas Grounding ProcedureAdrian CantaragiuÎncă nu există evaluări
- PM Manual SMALL Rev June11 GATES Manual Tension CorreasDocument67 paginiPM Manual SMALL Rev June11 GATES Manual Tension CorreasDavid SaldarriagaÎncă nu există evaluări
- NOV TDS PIB Brake CoverDocument4 paginiNOV TDS PIB Brake CoverAdrian CantaragiuÎncă nu există evaluări
- Instrumentation Training Tutorial Part2Document25 paginiInstrumentation Training Tutorial Part2Gary8100% (1)
- Guide V-Belt Tensioning PDFDocument14 paginiGuide V-Belt Tensioning PDFOscar GomezÎncă nu există evaluări
- Shaffer RAM BOP SLX 13.625 10k PDFDocument95 paginiShaffer RAM BOP SLX 13.625 10k PDFAdrian Cantaragiu100% (1)
- M361005786 ST 80 Column Rework Kit PDFDocument1 paginăM361005786 ST 80 Column Rework Kit PDFAdrian CantaragiuÎncă nu există evaluări
- AirChainHoist 3-20ton JDN ProfiNewStyleDocument68 paginiAirChainHoist 3-20ton JDN ProfiNewStyleAdrian CantaragiuÎncă nu există evaluări
- WM Series Metric 2008Document40 paginiWM Series Metric 2008speed844Încă nu există evaluări
- Catalogo Airtek HendricksonDocument124 paginiCatalogo Airtek HendricksonAlejandro QuiñonezÎncă nu există evaluări
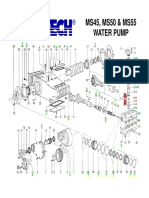
- MS45 MS50 MS55 water pump parts guideDocument3 paginiMS45 MS50 MS55 water pump parts guideJader Leyva50% (2)
- Parker Hyd MotorDocument44 paginiParker Hyd MotorUNIISCRIBDÎncă nu există evaluări
- Permanent Magnet Motors GB 05-2004Document72 paginiPermanent Magnet Motors GB 05-2004David Lopez Rebollo100% (1)
- 15419Document29 pagini15419Sadashiva SahooÎncă nu există evaluări
- WAUKESHA Bearing - INTRODUCTION TO MaterialDocument4 paginiWAUKESHA Bearing - INTRODUCTION TO MaterialBao-Phuc NguyenÎncă nu există evaluări
- Presentacion Lubrication Mars IIDocument39 paginiPresentacion Lubrication Mars IIRAMESH BABUÎncă nu există evaluări
- Lubricating Oil Pump Bearing inspection-WS18V005Document1 paginăLubricating Oil Pump Bearing inspection-WS18V005tomiÎncă nu există evaluări
- Plant Layout Notes Chapter 2Document10 paginiPlant Layout Notes Chapter 2KUBAL MANOJ SHAMSUNDARÎncă nu există evaluări
- Operation Manual for TUMI 30 DAE Wind Speed MeterDocument12 paginiOperation Manual for TUMI 30 DAE Wind Speed MeterArtemÎncă nu există evaluări
- Hydraulic Track Drills: & Associated Rock Drill ProductsDocument8 paginiHydraulic Track Drills: & Associated Rock Drill ProductsJean-Jacques OuandaogoÎncă nu există evaluări
- Brixton BX125 Service Manual.Document223 paginiBrixton BX125 Service Manual.Nikolas KarrerÎncă nu există evaluări
- Catalogue Blickle (Castrol Wheel) Type LS-BS 150K BK - 311Document1 paginăCatalogue Blickle (Castrol Wheel) Type LS-BS 150K BK - 311Denny1990Încă nu există evaluări
- Segway FullDocument29 paginiSegway FullPatel Nikhil100% (1)
- Wollensak T 1500Document33 paginiWollensak T 1500ninebullets100% (8)
- 1 General InformationDocument16 pagini1 General InformationedwinÎncă nu există evaluări
- Perhitungan Shaft Pulley ConveyorDocument5 paginiPerhitungan Shaft Pulley ConveyorRiska DamayantiÎncă nu există evaluări
- Engine Bearings HandoutDocument56 paginiEngine Bearings HandoutJeg RamirezÎncă nu există evaluări
- Special Monitor CBA 5716Document1 paginăSpecial Monitor CBA 5716widodowysÎncă nu există evaluări
- GTS BLOCK ManualDocument70 paginiGTS BLOCK ManualAlexandr KachenovskyÎncă nu există evaluări
- Balance VibrationDocument4 paginiBalance VibrationZaidiÎncă nu există evaluări
- NTN Lubrication CatalogDocument8 paginiNTN Lubrication Catalogjiten kumar BiswalÎncă nu există evaluări
- GumbaDocument14 paginiGumbaAnonymous r91ML7QSWÎncă nu există evaluări
- Manual Serie en Bilingue Rev 01 LDocument81 paginiManual Serie en Bilingue Rev 01 Ljxp8pp6drjÎncă nu există evaluări
- SHAHEEN-COM-ME-SPC-0093-0 - Proportioning Pump of Reciprocating TypeDocument14 paginiSHAHEEN-COM-ME-SPC-0093-0 - Proportioning Pump of Reciprocating TypeOliver JimmyÎncă nu există evaluări
- Yamaha F200-225-250Document595 paginiYamaha F200-225-250Shyamali KurukulasooriyaÎncă nu există evaluări
- CrankshaftDocument13 paginiCrankshaftVinod Cf Cruz100% (2)
- PND1000-3 Rodless CylindersDocument52 paginiPND1000-3 Rodless CylindersPartsGopher.comÎncă nu există evaluări
- Fire Pump Testing E211 0Document9 paginiFire Pump Testing E211 0mfhaleem@pgesco.comÎncă nu există evaluări