S-ar putea să vă placă și
- Pipeline and Energy Plant Piping: Design and TechnologyDe la EverandPipeline and Energy Plant Piping: Design and TechnologyEvaluare: 5 din 5 stele5/5 (2)
- 4 PG Leaflet Welding Inspection PDFDocument3 pagini4 PG Leaflet Welding Inspection PDFBHARANIÎncă nu există evaluări
- Spec ListDocument27 paginiSpec ListArun CPÎncă nu există evaluări
- Implementation of Engineering Critical Assessment and Fitness For Purpose Approach On TANAP Pipeline WeldingDocument4 paginiImplementation of Engineering Critical Assessment and Fitness For Purpose Approach On TANAP Pipeline Weldingkatfy1Încă nu există evaluări
- IP46 - Guide To Use BAPCO WPS & Welding ProceduresDocument4 paginiIP46 - Guide To Use BAPCO WPS & Welding ProceduressajiÎncă nu există evaluări
- Materi Pengetahuan Tentang Pengelasan 1711405585Document144 paginiMateri Pengetahuan Tentang Pengelasan 1711405585ajidwiyuniarsoÎncă nu există evaluări
- AUT Ss Welds 71Document16 paginiAUT Ss Welds 71nathgsurendraÎncă nu există evaluări
- Extracted Pages From ASME BPVC 2021 Section IX-2Document2 paginiExtracted Pages From ASME BPVC 2021 Section IX-2Roberto Carlos Arana ChumpitazÎncă nu există evaluări
- Asme Section IxDocument71 paginiAsme Section Ixranjitkumar1977100% (2)
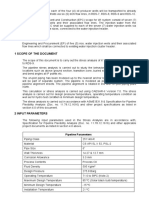
- 1 Scope of The Document: Pipeline ParametersDocument4 pagini1 Scope of The Document: Pipeline Parametersazhagu duraiÎncă nu există evaluări
- Method Statement: Pt. Duta Graha Indah TBK Welding Procedure (Preparation)Document4 paginiMethod Statement: Pt. Duta Graha Indah TBK Welding Procedure (Preparation)Nigin Parambath50% (2)
- 1 Scope of The Document: Pipeline ParametersDocument5 pagini1 Scope of The Document: Pipeline Parametersazhagu duraiÎncă nu există evaluări
- Tendernotice 1Document771 paginiTendernotice 1dineshhinduja100% (2)
- Advanced Welding Processes For Transmission Pipelines ArticleDocument17 paginiAdvanced Welding Processes For Transmission Pipelines ArticleJoseph Cure50% (2)
- 514Document8 pagini514hubert_veltenÎncă nu există evaluări
- 1 Scope of The DocumentDocument5 pagini1 Scope of The Documentazhagu duraiÎncă nu există evaluări
- PIP IndexDocument98 paginiPIP IndexAnonymous zwSP5gvÎncă nu există evaluări
- Gas Pipeline & Instrumentation SystemDocument66 paginiGas Pipeline & Instrumentation Systemanon_484647789Încă nu există evaluări
- T1 Orbital Welding of DuplexSSDocument9 paginiT1 Orbital Welding of DuplexSSssmith2007Încă nu există evaluări
- PICM101Document14 paginiPICM101Anang ZubaidiÎncă nu există evaluări
- Saep 1125Document6 paginiSaep 1125pravinÎncă nu există evaluări
- 06 PIPING Design Basis PDFDocument8 pagini06 PIPING Design Basis PDFKatamaneni Koteswararao100% (2)
- MEPL-Methedology For Welding ProcedureDocument6 paginiMEPL-Methedology For Welding ProcedureVikash SinghÎncă nu există evaluări
- GRP Pipe For SeawaterDocument22 paginiGRP Pipe For Seawatersethu1091100% (2)
- Stress 1Document6 paginiStress 1azhagu durai100% (1)
- Saep 1112Document5 paginiSaep 1112Up WeldÎncă nu există evaluări
- W P Ss 004Document12 paginiW P Ss 004BETLAHOREÎncă nu există evaluări
- Subsea 7 Welding Inspection ScreenDocument3 paginiSubsea 7 Welding Inspection ScreenPasquale CutriÎncă nu există evaluări
- 44AC9100-000-V.02-0105-A4 - Rev B - GENERAL SPECIFICATION FOR WELDED TUBE TO TUBE SHEET JOINTDocument8 pagini44AC9100-000-V.02-0105-A4 - Rev B - GENERAL SPECIFICATION FOR WELDED TUBE TO TUBE SHEET JOINTAvinash ShuklaÎncă nu există evaluări
- Improved Inspection of Clad Pipe Girth WeldingDocument4 paginiImproved Inspection of Clad Pipe Girth WeldingKevin HuangÎncă nu există evaluări
- Guide To Understanding AS/NZS 4058:2007: Cpaa Design ManualDocument29 paginiGuide To Understanding AS/NZS 4058:2007: Cpaa Design Manualgalih mahardikaÎncă nu există evaluări
- Guide AS NZS 4058 PDFDocument29 paginiGuide AS NZS 4058 PDFKrishant Krishant Krishant100% (1)
- Tata Steel 3022 Whitepaper DSAWLDocument12 paginiTata Steel 3022 Whitepaper DSAWLharan2000Încă nu există evaluări
- The Suitability of CRA Lined Pipes For Flowlines Susceptible To Lateral BucklingDocument13 paginiThe Suitability of CRA Lined Pipes For Flowlines Susceptible To Lateral Bucklingmaz234Încă nu există evaluări
- 90 61 546 1 10 20200531Document6 pagini90 61 546 1 10 20200531Foto GrafiÎncă nu există evaluări
- Ductwork Leakage Testing: A Practical Guide ToDocument17 paginiDuctwork Leakage Testing: A Practical Guide ToGoyal SanjaiÎncă nu există evaluări
- IBP - 2017 - Validation & Qualification of IWEX 3D Ultrasonic Imaging For Girth Weld InspectionDocument12 paginiIBP - 2017 - Validation & Qualification of IWEX 3D Ultrasonic Imaging For Girth Weld InspectionArdian FandikaÎncă nu există evaluări
- Unprecedented Savings and ASME Code Case Compliance in Fossil PowerDocument1 paginăUnprecedented Savings and ASME Code Case Compliance in Fossil PowerOvais AhmedÎncă nu există evaluări
- GNC Qaqc Daily Summary Site Report 21-3-2024Document16 paginiGNC Qaqc Daily Summary Site Report 21-3-2024Njoku ChijiokeÎncă nu există evaluări
- Codes and StandardsDocument33 paginiCodes and StandardsMohd AmaniÎncă nu există evaluări
- Final ProjectDocument38 paginiFinal ProjectMalarÎncă nu există evaluări
- Testing WeldingDocument7 paginiTesting Weldingwebs.usuarioÎncă nu există evaluări
- P-001 Radiographic Testing Procedure For PipelineDocument25 paginiP-001 Radiographic Testing Procedure For PipelineSaheb YadavÎncă nu există evaluări
- IPC 2022 - Finite Element Analysis of Cold Field BendsDocument10 paginiIPC 2022 - Finite Element Analysis of Cold Field BendsOswaldo MontenegroÎncă nu există evaluări
- 10.COOPERHEAT HT ProcedureDocument16 pagini10.COOPERHEAT HT Procedurethanga balanÎncă nu există evaluări
- Cold Metal Transfer: A Revolution in Mechanised Root Pass Pipeline WeldingDocument3 paginiCold Metal Transfer: A Revolution in Mechanised Root Pass Pipeline Weldingargentino_ar01Încă nu există evaluări
- Crack Analysis Due To Fatigue Load During Subsea Pipeline InstallationDocument13 paginiCrack Analysis Due To Fatigue Load During Subsea Pipeline InstallationFranciscus Ventus NagoyaÎncă nu există evaluări
- 3.case Study Labuan Pipeline Installation EngineeringDocument6 pagini3.case Study Labuan Pipeline Installation EngineeringjohariakÎncă nu există evaluări
- ASME Sec IXDocument5 paginiASME Sec IXkirubha_karan2000Încă nu există evaluări
- Stress Analysis of A Gas Pipeline Installed Using HDD and Auger Bore TechniquesDocument8 paginiStress Analysis of A Gas Pipeline Installed Using HDD and Auger Bore TechniquesAmmarul NafikÎncă nu există evaluări
- Auto UT PIpe InspectionDocument16 paginiAuto UT PIpe InspectionMohd Azrul AzmanÎncă nu există evaluări
- Mini Shear Study: Engineering Services, IncDocument16 paginiMini Shear Study: Engineering Services, Incjahehe2000Încă nu există evaluări
- Presentasi Design WPS - 1 Dec 10 BWDocument43 paginiPresentasi Design WPS - 1 Dec 10 BWWahyu PurbaÎncă nu există evaluări
- Saep 1111Document5 paginiSaep 1111Music And FunÎncă nu există evaluări
- 2-Asme BPVC Section Ix-2013Document2 pagini2-Asme BPVC Section Ix-2013Reda ElsawyÎncă nu există evaluări
- NORSOK U CR 006r1 - Subsea Production Control UmbilicalDocument14 paginiNORSOK U CR 006r1 - Subsea Production Control UmbilicalNils Antoine FreundÎncă nu există evaluări
- Standard Practice For Installing Factory Made Corrugated Steel PipeDocument7 paginiStandard Practice For Installing Factory Made Corrugated Steel PipePeter MangalukiÎncă nu există evaluări
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985De la EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985Încă nu există evaluări
- ArukDocument1 paginăArukArunÎncă nu există evaluări
- Desal Units 1 - 4 (4 Units)Document4 paginiDesal Units 1 - 4 (4 Units)ArunÎncă nu există evaluări
- An Insight Into The Passivation of Cupronickel Alloys in Chloride EnvironmentDocument14 paginiAn Insight Into The Passivation of Cupronickel Alloys in Chloride EnvironmentArunÎncă nu există evaluări
- Product Data Sheet Check Valve: General Arrangement DrawingDocument2 paginiProduct Data Sheet Check Valve: General Arrangement DrawingArunÎncă nu există evaluări
- Product Data Sheet Product Data Sheet B6F Type Ball Valve B6F Type Ball ValveDocument1 paginăProduct Data Sheet Product Data Sheet B6F Type Ball Valve B6F Type Ball ValveArunÎncă nu există evaluări
- Catalog f8 11 01Document1 paginăCatalog f8 11 01ArunÎncă nu există evaluări
- Basic Nutrition and Doctor Prescribed Diets-Resource GuideDocument120 paginiBasic Nutrition and Doctor Prescribed Diets-Resource GuideArun100% (1)
- Inflon Ptfe Gasket Sheet: Inmarco Type 600Document1 paginăInflon Ptfe Gasket Sheet: Inmarco Type 600ArunÎncă nu există evaluări
- Corrosion Properties of Copper Nickel Alloys in Chlorinated Sea WaterDocument14 paginiCorrosion Properties of Copper Nickel Alloys in Chlorinated Sea WaterArunÎncă nu există evaluări
- Flange SurfaceaDocument2 paginiFlange SurfaceaArunÎncă nu există evaluări
- Acgih Manual 1998 (401-500)Document100 paginiAcgih Manual 1998 (401-500)HéctorÎncă nu există evaluări
- Moles and Empirical FormulaDocument11 paginiMoles and Empirical FormulaZenoxu 7zÎncă nu există evaluări
- 3 Piece Ball Valves PDFDocument16 pagini3 Piece Ball Valves PDFShaik Mudassar Nazar100% (1)
- OEM Mechanical SealsDocument63 paginiOEM Mechanical Sealsparatrpr2003100% (1)
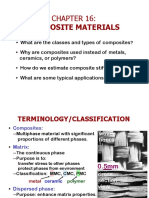
- 10 Chapter 16 Composite MaterialsDocument27 pagini10 Chapter 16 Composite MaterialsZain FarhanÎncă nu există evaluări
- The Golden Book of Chemistry ExperimentsDocument114 paginiThe Golden Book of Chemistry ExperimentsT4urus-VegaÎncă nu există evaluări
- Zanussi ZWS 510801Document20 paginiZanussi ZWS 510801LoreelayÎncă nu există evaluări
- Qa/Qc Department: ICOM QC Inspector Client QC Inspector Name Signature DateDocument2 paginiQa/Qc Department: ICOM QC Inspector Client QC Inspector Name Signature Dategopi krishnaÎncă nu există evaluări
- Installation Drawing 4508-5a-21Document62 paginiInstallation Drawing 4508-5a-21Md.Tipu SultanÎncă nu există evaluări
- Green DieselDocument10 paginiGreen DieselJimena HdzÎncă nu există evaluări
- Summary Guide in Earth ScienceDocument7 paginiSummary Guide in Earth ScienceMeriam WebsterÎncă nu există evaluări
- FIRE Extinguisher / FIRE Igniter LAB: NAME - PER - MAILBOX # - DUE DATEDocument9 paginiFIRE Extinguisher / FIRE Igniter LAB: NAME - PER - MAILBOX # - DUE DATEMacaraeg, Janea MaeÎncă nu există evaluări
- Four Probe MethodDocument5 paginiFour Probe MethodSarthakJainÎncă nu există evaluări
- Clarification & Filtration PceuticsDocument4 paginiClarification & Filtration PceuticsMyPharmapediaÎncă nu există evaluări
- Adsorption Modeling With The Esd Equation of State: Aaron D. Soule, Cassandra A. Smith, Xiaoning Yang Carl T. LiraDocument38 paginiAdsorption Modeling With The Esd Equation of State: Aaron D. Soule, Cassandra A. Smith, Xiaoning Yang Carl T. LiraSanjeeva YedavalliÎncă nu există evaluări
- Philippine Ecological Solid Waste Management Act of 2000.presentationDocument34 paginiPhilippine Ecological Solid Waste Management Act of 2000.presentationPhie Cueto100% (1)
- 0002-SPC-HOBWT03-ME-8006 - C General Mechanical Specification Bryn Estyn Water Treatment PlantDocument35 pagini0002-SPC-HOBWT03-ME-8006 - C General Mechanical Specification Bryn Estyn Water Treatment PlantzufriateguiÎncă nu există evaluări
- Geotechnical Engineering IiDocument72 paginiGeotechnical Engineering IiGhail Rivas Gha ILÎncă nu există evaluări
- Slide 11 Extrusion and Wire DrawingDocument53 paginiSlide 11 Extrusion and Wire Drawingjohn doeÎncă nu există evaluări
- Licensed To Arun Kumar Das: Ceramic Unglazed Vitreous Acid Resisting Tiles - Specification (Second Revision)Document24 paginiLicensed To Arun Kumar Das: Ceramic Unglazed Vitreous Acid Resisting Tiles - Specification (Second Revision)Indira BanerjeeÎncă nu există evaluări
- Platuna - Alloy 1: Umicore Electroplating Decorative Precious MetalsDocument21 paginiPlatuna - Alloy 1: Umicore Electroplating Decorative Precious MetalsIswanto AdeÎncă nu există evaluări
- Recycled Glass Utilization in Highway Construction Isaac Finkle, GRA, EITDocument25 paginiRecycled Glass Utilization in Highway Construction Isaac Finkle, GRA, EITUsama HeneashÎncă nu există evaluări
- Guniting MethodologyDocument3 paginiGuniting MethodologykishanÎncă nu există evaluări
- Pru ReportDocument70 paginiPru ReportAravind MenonÎncă nu există evaluări
- Simple DistillationDocument5 paginiSimple DistillationJheian Christian TubleÎncă nu există evaluări
- Improper Waste DisposalDocument7 paginiImproper Waste DisposalAly TuzonÎncă nu există evaluări
- NMR Solvents - Unsurpassed Quality For Peak PerformanceDocument12 paginiNMR Solvents - Unsurpassed Quality For Peak PerformanceSigma-Aldrich100% (1)
- SDS Carmeuse CaODocument6 paginiSDS Carmeuse CaOBagas Prasetyawan Adi NugrohoÎncă nu există evaluări
- НАУЧНОЕ НАСЛЕДИЕ АКАДЕМИКА КАШГАЯ PDFDocument364 paginiНАУЧНОЕ НАСЛЕДИЕ АКАДЕМИКА КАШГАЯ PDFAnver AkperovÎncă nu există evaluări
- Oilandfat IVDocument28 paginiOilandfat IVARATHI PMPMÎncă nu există evaluări