S-ar putea să vă placă și
- Historia de Los Procesos de FabricacionDocument7 paginiHistoria de Los Procesos de FabricacionArturo Castillo100% (1)
- Historia de Los Procesos de FabricaciónDocument7 paginiHistoria de Los Procesos de FabricaciónGerber Marin0% (1)
- 5.1 Corrosion Mecanismos y TiposDocument4 pagini5.1 Corrosion Mecanismos y TiposJohn Titor50% (2)
- Elementos de Un Proceso de FabricaciónDocument8 paginiElementos de Un Proceso de FabricaciónEvert Cruz Olivares100% (1)
- Procesos de Manufactura No ConvencionalesDocument6 paginiProcesos de Manufactura No ConvencionalesJorge Enrique0% (2)
- Generalidades de Los MecanismosDocument5 paginiGeneralidades de Los MecanismosRaymundo Gracia Reyna67% (3)
- Introduccion Al Troquelado y Sus DerivadosDocument14 paginiIntroduccion Al Troquelado y Sus DerivadosEduardo Aleman Reyna100% (2)
- Tarea 1 Diseño de MecanismosDocument4 paginiTarea 1 Diseño de MecanismosOscar Reyna GarzaÎncă nu există evaluări
- Ensambles PermanentesDocument4 paginiEnsambles PermanentesPaloma Fernández100% (1)
- Modificación de La Estructura CristalinaDocument6 paginiModificación de La Estructura CristalinaSkarkDark100% (5)
- 1.3 Movilidad de Los AtomosDocument6 pagini1.3 Movilidad de Los AtomosKevin AlcarazÎncă nu există evaluări
- Aplicacion de Procesos de SoldaduraDocument10 paginiAplicacion de Procesos de SoldaduraReynaldo Carrillo Martinez50% (4)
- Unidad 2 Diseño de SujetadoresDocument45 paginiUnidad 2 Diseño de SujetadoresAlejandro Campos91% (23)
- 1.4 Análisis de FabricaciónDocument12 pagini1.4 Análisis de FabricaciónFallen KrakenÎncă nu există evaluări
- Conclusion MecanismosDocument1 paginăConclusion MecanismosJairoÎncă nu există evaluări
- Proceso de Desprendimiento de VirutaDocument9 paginiProceso de Desprendimiento de VirutaSalva ROÎncă nu există evaluări
- Control de Interfaz A Travez de ComputadoraDocument8 paginiControl de Interfaz A Travez de ComputadoraRobert Hilario Mar Oc40% (5)
- Equipo Mecanico de MoldeoDocument14 paginiEquipo Mecanico de Moldeoemifer167% (3)
- 5.3 Polimeros y Materiales CompuestosDocument7 pagini5.3 Polimeros y Materiales CompuestosRIGOBERTO MARIN OVIEDOÎncă nu există evaluări
- Procesos de Formado y Recubrimiento de MetalesDocument28 paginiProcesos de Formado y Recubrimiento de MetalesIvan Daniel Miranda Reyes50% (4)
- Diagramas de Transformación IsotérmicaDocument3 paginiDiagramas de Transformación Isotérmicaarturo_gilson50% (2)
- Estructuras Arreglos y Movimiento de Los AtomosDocument18 paginiEstructuras Arreglos y Movimiento de Los AtomosCristian Ramires0% (1)
- Proceso de Cambio de Forma A MaterialesDocument13 paginiProceso de Cambio de Forma A MaterialesVictor Mireles Castañeda64% (11)
- Teoría de Corte Velocidades y HerramientasDocument7 paginiTeoría de Corte Velocidades y HerramientasEden Rojas100% (1)
- Movimientos AtómicosDocument2 paginiMovimientos AtómicosRICARDO ARBALLO PENA100% (2)
- Montaje y Tecnicas de AlineacionDocument5 paginiMontaje y Tecnicas de AlineacionFidel Sánchez CerquedaÎncă nu există evaluări
- 2.3 Diseño y Conformacion de MoldesDocument19 pagini2.3 Diseño y Conformacion de MoldesJonathan Talamantes67% (3)
- 5.1 Construcción de Los Diagramas de FaseDocument3 pagini5.1 Construcción de Los Diagramas de FaseCandido Alberto Almeida Herrera50% (2)
- Cilindros: 2.6. Cálculos y Selección de Equipo HidráulicoDocument3 paginiCilindros: 2.6. Cálculos y Selección de Equipo HidráulicoLópez SantiagoÎncă nu există evaluări
- Historia de La ElectroerosionDocument56 paginiHistoria de La ElectroerosionHector Guioassif Moreira SossaÎncă nu există evaluări
- Unidad 5. - Proceso de Union de MaterialesDocument25 paginiUnidad 5. - Proceso de Union de MaterialesIesus Da Vincis Salomon100% (3)
- 5.1 Uniones Temporales (Remachadas, Atornilladas, Etc)Document8 pagini5.1 Uniones Temporales (Remachadas, Atornilladas, Etc)Baruch Martinez Tapia75% (4)
- Análisis de Diagramas y Curvas de Desplazamiento, Velocidad y Aceleración para El Seguidor.Document23 paginiAnálisis de Diagramas y Curvas de Desplazamiento, Velocidad y Aceleración para El Seguidor.Roge Castillo86% (7)
- Propiedades de Los Materiales para La Trasmisión de Flujos, Radiaciones Reacciones y EfectosDocument54 paginiPropiedades de Los Materiales para La Trasmisión de Flujos, Radiaciones Reacciones y EfectosAngel Capichi Luna100% (2)
- Cuadro Sinoptico Procesos de ManufacturaDocument6 paginiCuadro Sinoptico Procesos de ManufacturagenesisÎncă nu există evaluări
- 2.5 Esfuerzos de Origen TérmicoDocument9 pagini2.5 Esfuerzos de Origen TérmicoOmar DanielÎncă nu există evaluări
- Fluidos Utilizados en MecatronicaDocument1 paginăFluidos Utilizados en MecatronicaOscar Jose CorteÎncă nu există evaluări
- Control de Calidad 5.1Document30 paginiControl de Calidad 5.1bobÎncă nu există evaluări
- Unidad 4. Modificacion y Estructuras Cristalinas.Document16 paginiUnidad 4. Modificacion y Estructuras Cristalinas.edgararevir1234Încă nu există evaluări
- Procesos de Manufactura Especiales de Empresas RegionalesDocument20 paginiProcesos de Manufactura Especiales de Empresas Regionalesnanako arevir100% (1)
- 3.2c Extrusion, Embutido y TroqueladoDocument9 pagini3.2c Extrusion, Embutido y TroqueladoDamian DiazÎncă nu există evaluări
- Clasificación de Los Procesos de FabricaciónDocument2 paginiClasificación de Los Procesos de FabricaciónNoé Lara MtzÎncă nu există evaluări
- 3.3 Formacion y Tipos de VirutaDocument8 pagini3.3 Formacion y Tipos de VirutaeduardoÎncă nu există evaluări
- Mapa Conceptual Tratamientos TermoquimicosDocument1 paginăMapa Conceptual Tratamientos TermoquimicosCarlos Meza0% (1)
- Procesos de Ensamble No Permanentes Semipermanentes Y PermanentesDocument5 paginiProcesos de Ensamble No Permanentes Semipermanentes Y PermanentesMarco Devora50% (2)
- 2.3 Diseño y Conformación de Moldes PDFDocument12 pagini2.3 Diseño y Conformación de Moldes PDFMANUEL DE JESUS GONZALEZ MARTINEZ0% (1)
- Investigar Normas Nacionales e Internacionales Del Dibujo Técnico 2Document5 paginiInvestigar Normas Nacionales e Internacionales Del Dibujo Técnico 2Samuel Antonio100% (1)
- Cite y Describa 10 Operaciones Comunes para Cortar MetalesDocument10 paginiCite y Describa 10 Operaciones Comunes para Cortar Metalesdaniel ramosÎncă nu există evaluări
- VENTAJAS y Desventajas de Fundicion CentrifugaDocument2 paginiVENTAJAS y Desventajas de Fundicion Centrifugajulio cvesarÎncă nu există evaluări
- Mecánica de Materiales U. III y IVDocument30 paginiMecánica de Materiales U. III y IVDanyBlaGar100% (2)
- ITV2014 - Espaciamiento de Los Puntos de Precision 52 PDFDocument7 paginiITV2014 - Espaciamiento de Los Puntos de Precision 52 PDFLalo CF50% (2)
- 3.3 Formacion y Tipos de VirutaDocument10 pagini3.3 Formacion y Tipos de Virutaeduardo100% (3)
- Procesos No ConvencionalesDocument9 paginiProcesos No ConvencionalesGabriel LopezÎncă nu există evaluări
- Uniones Temporales y PermanentesDocument21 paginiUniones Temporales y PermanentesHoracio Guadarrama Cadena100% (1)
- Realaciones Constitutivas Del Elemento ResorteDocument9 paginiRealaciones Constitutivas Del Elemento ResorteManuel Teran100% (1)
- 1.3 Categoría de Los Procesos de FabricaciónDocument8 pagini1.3 Categoría de Los Procesos de FabricaciónRoberto Jair Arteaga ValenzuelaÎncă nu există evaluări
- Procesos de Manufactura IndustrialDocument4 paginiProcesos de Manufactura IndustrialoriannysÎncă nu există evaluări
- Diapositiva para PezziDocument20 paginiDiapositiva para PezziDonis UrdanetaÎncă nu există evaluări
- Proceso de Fabricacion Con Arranque de VirutaDocument8 paginiProceso de Fabricacion Con Arranque de VirutaAnonymous esfFAYRQHvÎncă nu există evaluări
- Clasificacion de Procesos IndustrialesDocument29 paginiClasificacion de Procesos IndustrialesAnthony Mendoza ZeladaÎncă nu există evaluări
- Fotonica y ElectronicaDocument4 paginiFotonica y ElectronicaeduardoÎncă nu există evaluări
- Preguntas 1.4Document2 paginiPreguntas 1.4eduardoÎncă nu există evaluări
- Lista de MOOCsDocument2 paginiLista de MOOCseduardoÎncă nu există evaluări
- TierraDocument1 paginăTierraeduardoÎncă nu există evaluări
- Tema 4-1Document28 paginiTema 4-1eduardoÎncă nu există evaluări
- ActuadoresDocument12 paginiActuadoreseduardo100% (1)
- Problemas Resueltos de Maquinas Electricas Motores AsincronosDocument10 paginiProblemas Resueltos de Maquinas Electricas Motores AsincronoseduardoÎncă nu există evaluări
- Introduccion Practica MecanismosDocument7 paginiIntroduccion Practica MecanismoseduardoÎncă nu există evaluări
- 4.3 Arranque y Variacion de VelocidadDocument5 pagini4.3 Arranque y Variacion de VelocidadeduardoÎncă nu există evaluări
- Presentacion Motores de InduccionDocument11 paginiPresentacion Motores de InduccioneduardoÎncă nu există evaluări
- 3.3 Formacion y Tipos de VirutaDocument8 pagini3.3 Formacion y Tipos de VirutaeduardoÎncă nu există evaluări
- 4.4 Aplicaciones de Motores de InduccionDocument4 pagini4.4 Aplicaciones de Motores de Induccioneduardo100% (1)
- ResumidoDocument12 paginiResumidoeduardoÎncă nu există evaluări
- Soldadura. Corte 1. ResumenDocument4 paginiSoldadura. Corte 1. ResumenRonald RiveraÎncă nu există evaluări
- Analisis de Costos Unitarios ArquitecturaDocument26 paginiAnalisis de Costos Unitarios ArquitecturaWilver Leocadio Garcia Flores50% (2)
- 02 Catalogo Currao 20x20 Alta Gama 6746Document94 pagini02 Catalogo Currao 20x20 Alta Gama 6746Cristian DefilippiÎncă nu există evaluări
- Pintura ElectrotasticaDocument8 paginiPintura Electrotasticaluz alcaldeÎncă nu există evaluări
- Brazo AmortiguadorDocument22 paginiBrazo AmortiguadorCamila Belen Sierra SoriaÎncă nu există evaluări
- Aula Virtual 3Document7 paginiAula Virtual 3Ivan TrilloÎncă nu există evaluări
- HuecograbadoDocument13 paginiHuecograbadoRoberit PèrezÎncă nu există evaluări
- UntitledDocument13 paginiUntitledAndres TorresÎncă nu există evaluări
- TR3 Maquinas HerramientasDocument19 paginiTR3 Maquinas Herramientasleonel sanchez faustino71% (7)
- Fo-Cca-003 Inspeccion Dimensional y Visual de Armado, Soldadura y Limpieza MecanicaDocument1 paginăFo-Cca-003 Inspeccion Dimensional y Visual de Armado, Soldadura y Limpieza MecanicaJairo Valer CamposÎncă nu există evaluări
- Procedimiento de Trabajo Instalación de Conduit PVC y Galvanizado PortaconductoresDocument12 paginiProcedimiento de Trabajo Instalación de Conduit PVC y Galvanizado PortaconductoresAriel PérezÎncă nu există evaluări
- Tutorial Torno Emco 2015 1Document66 paginiTutorial Torno Emco 2015 1darkson1989Încă nu există evaluări
- Catalogo ClampDocument104 paginiCatalogo ClampPablo TellezÎncă nu există evaluări
- Check List FinalDocument4 paginiCheck List FinalANNIEÎncă nu există evaluări
- Mmad - Mmad-207 - Trabajo Final TerminadoDocument10 paginiMmad - Mmad-207 - Trabajo Final TerminadoD I L A N F L O R E S100% (1)
- InformacionDocument29 paginiInformacionGonzalo Ale Olave A.Încă nu există evaluări
- Cvwill 21Document7 paginiCvwill 21LUIS AMESÎncă nu există evaluări
- Fresado de RanurasDocument9 paginiFresado de RanurasEduardo PGÎncă nu există evaluări
- Mecanizado Del AceroDocument9 paginiMecanizado Del AceroJAIR RODRIGO CARVAJAL FERRUFINOÎncă nu există evaluări
- Ficha Tecnica Tuberia de Aluminio 1Document1 paginăFicha Tecnica Tuberia de Aluminio 1Henrry Jose Bonilla RuizÎncă nu există evaluări
- CIZALLADocument35 paginiCIZALLALuis Rene Palencia EscobarÎncă nu există evaluări
- Bruñido, Lijado y TamboreoDocument3 paginiBruñido, Lijado y TamboreoAngel VegaÎncă nu există evaluări
- Plunger PackingDocument14 paginiPlunger Packingjuan floresÎncă nu există evaluări
- Soldadura BlandaDocument10 paginiSoldadura BlandaKiukStaksÎncă nu există evaluări
- HLC-QAC-02!03!10-PO-07 Prep. de Superficie y Aplicación de Pintura (v2)Document16 paginiHLC-QAC-02!03!10-PO-07 Prep. de Superficie y Aplicación de Pintura (v2)RichardÎncă nu există evaluări
- Torno ParaleloDocument8 paginiTorno Paralelopatricia isabel palma corderoÎncă nu există evaluări
- Catalogo - Generico2 ACEROSDocument36 paginiCatalogo - Generico2 ACEROSLeonardo SarriaÎncă nu există evaluări
- Diseño Mescla Sacra Familia Estadio 210Document3 paginiDiseño Mescla Sacra Familia Estadio 210tonyan123192Încă nu există evaluări
- Nte Inen Iso 14713-1Document7 paginiNte Inen Iso 14713-1Jonathan CuzcoÎncă nu există evaluări
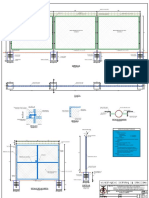
- K-Cerco Perimetrico Malla Olimpica-Cp-01Document1 paginăK-Cerco Perimetrico Malla Olimpica-Cp-01Elisa Rivas CanoÎncă nu există evaluări