S-ar putea să vă placă și
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineDe la EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineEvaluare: 5 din 5 stele5/5 (1)
- Hydraulics PDFDocument49 paginiHydraulics PDFHasanul Hariz Jamil0% (1)
- Southern Marine Engineering Desk Reference: Second Edition Volume IiDe la EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiÎncă nu există evaluări
- Design of Valve Lapping Machine For Ic EngineDocument35 paginiDesign of Valve Lapping Machine For Ic EngineIfa75% (4)
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideDe la EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideEvaluare: 4.5 din 5 stele4.5/5 (8)
- Mud Pump Mechanical V3 (Part 1)Document56 paginiMud Pump Mechanical V3 (Part 1)BRAHIM FEKAOUNIÎncă nu există evaluări
- Turbine Part 5Document15 paginiTurbine Part 5Dilip YadavÎncă nu există evaluări
- 2-Hydraulic Actuators and Control Compenents-2Document57 pagini2-Hydraulic Actuators and Control Compenents-2akhilkrrish143Încă nu există evaluări
- Common Problems With Steering Gear SystemDocument24 paginiCommon Problems With Steering Gear SystemJayaseelan Gopinathan100% (1)
- DC Electrical Training Manual PDFDocument382 paginiDC Electrical Training Manual PDFMiguel angel leon bautista100% (3)
- Rotary To Alternate Rectilinear MotionDocument11 paginiRotary To Alternate Rectilinear MotionroshanijazÎncă nu există evaluări
- Design Information: Planning Conventional MountingDocument7 paginiDesign Information: Planning Conventional Mountingmcad12Încă nu există evaluări
- Jenbacher Type-6 EngineDocument24 paginiJenbacher Type-6 EngineAb Hannan chowdhury100% (1)
- 1st Class General KnowledgeDocument255 pagini1st Class General KnowledgeVikramjit SinghÎncă nu există evaluări
- 译文 - 摆线针轮减速机Cycloidal pin wheel reducerDocument10 pagini译文 - 摆线针轮减速机Cycloidal pin wheel reducerVocal SamirÎncă nu există evaluări
- YamahaDocument32 paginiYamahaNitinChaudharyÎncă nu există evaluări
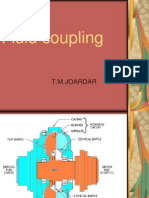
- Fluid CouplingDocument43 paginiFluid CouplingdevmjpruÎncă nu există evaluări
- Steering GearDocument117 paginiSteering GearSamir Alshaar71% (7)
- 2nd UnitDocument60 pagini2nd UnitPradeepvenugopalÎncă nu există evaluări
- Fluid Coupling: T.M.JoardarDocument43 paginiFluid Coupling: T.M.JoardarKuntal Satpathi50% (2)
- DMW PatialaDocument31 paginiDMW PatialaHarsimran Singh100% (1)
- Generator ServiceDocument9 paginiGenerator ServiceCyrus Mutua MbwikaÎncă nu există evaluări
- RoadheaderDocument10 paginiRoadheaderKumar Suyash RiturajÎncă nu există evaluări
- Auto 5sem ATEDocument97 paginiAuto 5sem ATEatulsemiloÎncă nu există evaluări
- Friction GuidewaysDocument13 paginiFriction Guidewaysyummit100% (1)
- Element of CNC MachinesDocument63 paginiElement of CNC MachinesmahavircÎncă nu există evaluări
- 5.3 Removal of The ChuckDocument8 pagini5.3 Removal of The ChucksaveasÎncă nu există evaluări
- 01 Engine System LG956LDocument100 pagini01 Engine System LG956LGeorge Jhonson100% (11)
- D WATCH 322 Prelim Week 1Document80 paginiD WATCH 322 Prelim Week 1Berly FreemanÎncă nu există evaluări
- Design of Hydraulic Lifting Mechanism of Shearing LineDocument33 paginiDesign of Hydraulic Lifting Mechanism of Shearing LinevarathapandianÎncă nu există evaluări
- Applications of Hydraulics&Pneumatics: Session 6Document12 paginiApplications of Hydraulics&Pneumatics: Session 6Zippygroup ZsgÎncă nu există evaluări
- Bangla CAT Report01Document25 paginiBangla CAT Report01Nashik IslamÎncă nu există evaluări
- Engine Presentation 3Document134 paginiEngine Presentation 3Mekonnen AyalÎncă nu există evaluări
- Turbine SystemDocument52 paginiTurbine SystemHamid Ariz100% (1)
- Design and Fabrication of m10 Hexagonal Nut DeburringDocument24 paginiDesign and Fabrication of m10 Hexagonal Nut DeburringGobz Christo EliezerÎncă nu există evaluări
- 1328699325305-Gr B Ans PT 2Document93 pagini1328699325305-Gr B Ans PT 2Sankati SrinivasÎncă nu există evaluări
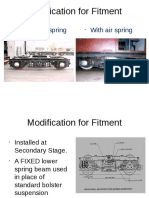
- Modification For Fitment: With Steel Spring With Air SpringDocument33 paginiModification For Fitment: With Steel Spring With Air Springiso9002Încă nu există evaluări
- SF6 Outdoor CB Brochure 72.5 - 245kVDocument8 paginiSF6 Outdoor CB Brochure 72.5 - 245kVtatacpsÎncă nu există evaluări
- CNC AssemblyDocument9 paginiCNC AssemblyAnjana_EdathadanÎncă nu există evaluări
- AH00504a - Cleaning & Flushing Hyd SystemDocument5 paginiAH00504a - Cleaning & Flushing Hyd SystemAzis TOÎncă nu există evaluări
- KS3-Steam Turbine Over Speed Trip SystemsDocument8 paginiKS3-Steam Turbine Over Speed Trip SystemsArul Kumaran Kothandapani100% (1)
- Loop Laying HeadDocument21 paginiLoop Laying HeadHarsha Reddy100% (4)
- ProjectDocument20 paginiProjectAbhishek RankawatÎncă nu există evaluări
- Renewing A Crankshaft After Engine Over SpeedDocument25 paginiRenewing A Crankshaft After Engine Over SpeedAayush AgrawalÎncă nu există evaluări
- Chapter 29Document40 paginiChapter 29SudhakarLingarajuÎncă nu există evaluări
- Downhole Mud Motors - Directional Drilling ClubDocument15 paginiDownhole Mud Motors - Directional Drilling ClubJames KaranjaÎncă nu există evaluări
- Maintenance of Pumps: Hammad Akber GTEDocument22 paginiMaintenance of Pumps: Hammad Akber GTEDon Poul JoseÎncă nu există evaluări
- Z40 Service Training 139240 RevP1Document98 paginiZ40 Service Training 139240 RevP1DANIEL100% (1)
- Acri PresentationDocument10 paginiAcri PresentationdskjajkdsaÎncă nu există evaluări
- Coal Cutting MachineDocument62 paginiCoal Cutting MachineSaiÎncă nu există evaluări
- Mits GCBDocument11 paginiMits GCBMary HarrisonÎncă nu există evaluări
- Element of CNC MachinesDocument60 paginiElement of CNC MachinesGururaj Gadad100% (3)
- 2.engine Master Presentation 2Document165 pagini2.engine Master Presentation 2Harinderpal Singh PannuÎncă nu există evaluări
- Pumps Course MaterialDocument222 paginiPumps Course Materialarkan1976Încă nu există evaluări
- Assembling and Straightening-1Document5 paginiAssembling and Straightening-1Ho NgocÎncă nu există evaluări
- Machine Tool Design - MTD Handbook/NotesDocument62 paginiMachine Tool Design - MTD Handbook/NotesOnkar Kakad100% (2)
- Braking Systems: By: Navneeth C V Neeharanshu Vaidya Suraj KDocument24 paginiBraking Systems: By: Navneeth C V Neeharanshu Vaidya Suraj KPrateekÎncă nu există evaluări
- General Description ArrangementDocument2 paginiGeneral Description ArrangementNicholas DavisÎncă nu există evaluări
- ExtruderDocument104 paginiExtruderAnuj Gupta80% (5)
- Machine Shop CNCDocument28 paginiMachine Shop CNCSonia rajpuroitÎncă nu există evaluări
- Mercer 9100Document16 paginiMercer 9100dtmgoÎncă nu există evaluări
- 14 - Part 3 - Ch. 7 - A Lesson With Czerny - Tempo Rubato PDFDocument21 pagini14 - Part 3 - Ch. 7 - A Lesson With Czerny - Tempo Rubato PDFErduandÎncă nu există evaluări
- Department of Pre-University Education, Karnataka: PUC Examination Results - 2021Document1 paginăDepartment of Pre-University Education, Karnataka: PUC Examination Results - 2021Sneha GowdaÎncă nu există evaluări
- Blood Smear Examination 1معدل Document74 paginiBlood Smear Examination 1معدل Kenesa100% (1)
- H61M HVSDocument55 paginiH61M HVSXì DầuÎncă nu există evaluări
- ALSTOM MiCOM P442 V71 Line User Manual ENUDocument6 paginiALSTOM MiCOM P442 V71 Line User Manual ENUAbib LeyeÎncă nu există evaluări
- ASTM e 186Document4 paginiASTM e 186Ashish GuptaÎncă nu există evaluări
- HV Cooling Fan Clutch Pinpoit Test - Ford Powertrain Control Emissions Diagnosis 2007Document9 paginiHV Cooling Fan Clutch Pinpoit Test - Ford Powertrain Control Emissions Diagnosis 2007Ingrid Garcia de Jauregui100% (1)
- Chapter 09 - FracturePressureDocument55 paginiChapter 09 - FracturePressuredwiokkysaputraÎncă nu există evaluări
- Soy Sauce Production FinalDocument40 paginiSoy Sauce Production Finalafidah99Încă nu există evaluări
- Arithmetic Progressons (Part-1)Document16 paginiArithmetic Progressons (Part-1)shambhaviÎncă nu există evaluări
- Elx FW FC 8g-F1.11a7-B5.11x2 Linux-Bc 32-64Document52 paginiElx FW FC 8g-F1.11a7-B5.11x2 Linux-Bc 32-64mail2rajajiÎncă nu există evaluări
- Design Details of A Turbine Model Used For Energy Conversion in Low Flow Rate Water StreamsDocument5 paginiDesign Details of A Turbine Model Used For Energy Conversion in Low Flow Rate Water Streamsrabei romulusÎncă nu există evaluări
- Problemas Ingenieria de TransportesDocument47 paginiProblemas Ingenieria de TransportesCaio Da Silva CespedesÎncă nu există evaluări
- BS 01916-3-2009Document34 paginiBS 01916-3-2009pacoÎncă nu există evaluări
- Analog - RF VLSI Design (ECE 503) (Makeup) PDFDocument2 paginiAnalog - RF VLSI Design (ECE 503) (Makeup) PDFRahul PinnamaneniÎncă nu există evaluări
- Testing ResumeDocument4 paginiTesting ResumeBaji TulluruÎncă nu există evaluări
- Poisson Brackets and Constants of The MotionDocument4 paginiPoisson Brackets and Constants of The MotionPopoÎncă nu există evaluări
- Valve Detector Receiver: Small CircuitscollectionDocument1 paginăValve Detector Receiver: Small CircuitscollectionTariq ZuhlufÎncă nu există evaluări
- Pradhan Mantri Awas Yojana Housing For All (Urban) in AP StateDocument120 paginiPradhan Mantri Awas Yojana Housing For All (Urban) in AP StateKishore Nayak kÎncă nu există evaluări
- Advances in High-Performance CoolingDocument15 paginiAdvances in High-Performance Coolingygrao100% (1)
- Cisco CCNA 640-607 CompleteDocument30 paginiCisco CCNA 640-607 CompleteAnkit OswalÎncă nu există evaluări
- Sodium Dichloroisocyanurate (Nadcc - Anhydrous and Dihydrate)Document8 paginiSodium Dichloroisocyanurate (Nadcc - Anhydrous and Dihydrate)Tarek AlmahdyÎncă nu există evaluări
- A Mathematical Model For The Spatiotemporal Epidemic Spreading of COVID19Document13 paginiA Mathematical Model For The Spatiotemporal Epidemic Spreading of COVID19Barbara BusanelloÎncă nu există evaluări
- Sardar Raja College of Engineering Department of Electrical and Electronics Engineering Micro Lesson PlanDocument4 paginiSardar Raja College of Engineering Department of Electrical and Electronics Engineering Micro Lesson PlanKarthi SathyaÎncă nu există evaluări
- Petrel 2013 Property Modeling Course: Module 2: Data PreparationDocument15 paginiPetrel 2013 Property Modeling Course: Module 2: Data PreparationJaninne Campo100% (1)
- Chapter 5 Final A5 EditDocument8 paginiChapter 5 Final A5 EditkINGÎncă nu există evaluări
- Sarojini Naidu Govt Girls P.G. College: Bca Vi Sem. Cce I JavaDocument12 paginiSarojini Naidu Govt Girls P.G. College: Bca Vi Sem. Cce I Javamaria khanÎncă nu există evaluări
- HV Cable Test Report 1Document3 paginiHV Cable Test Report 1prabhumanoc100% (1)
- Rectangular Flange DesignDocument6 paginiRectangular Flange DesignTAHIR MAHMOODÎncă nu există evaluări
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterDe la EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterÎncă nu există evaluări
- Building Energy Management Systems and Techniques: Principles, Methods, and ModellingDe la EverandBuilding Energy Management Systems and Techniques: Principles, Methods, and ModellingÎncă nu există evaluări
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesDe la EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesEvaluare: 4.5 din 5 stele4.5/5 (21)
- The Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceDe la EverandThe Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceÎncă nu există evaluări
- Well Integrity for Workovers and RecompletionsDe la EverandWell Integrity for Workovers and RecompletionsEvaluare: 5 din 5 stele5/5 (3)
- The Grid: The Fraying Wires Between Americans and Our Energy FutureDe la EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureEvaluare: 3.5 din 5 stele3.5/5 (48)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemDe la EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemÎncă nu există evaluări
- Renewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningDe la EverandRenewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningEvaluare: 5 din 5 stele5/5 (4)
- Renewable Energy Finance: Theory and PracticeDe la EverandRenewable Energy Finance: Theory and PracticeEvaluare: 4 din 5 stele4/5 (1)
- The Homeowner's DIY Guide to Electrical WiringDe la EverandThe Homeowner's DIY Guide to Electrical WiringEvaluare: 5 din 5 stele5/5 (2)
- Introduction to Power System ProtectionDe la EverandIntroduction to Power System ProtectionEvaluare: 5 din 5 stele5/5 (1)
- Electric Motor Control: DC, AC, and BLDC MotorsDe la EverandElectric Motor Control: DC, AC, and BLDC MotorsEvaluare: 4.5 din 5 stele4.5/5 (19)
- Benchmarking Best Practices in Maintenance ManagementDe la EverandBenchmarking Best Practices in Maintenance ManagementÎncă nu există evaluări
- Shorting the Grid: The Hidden Fragility of Our Electric GridDe la EverandShorting the Grid: The Hidden Fragility of Our Electric GridEvaluare: 4.5 din 5 stele4.5/5 (2)
- Solar Energy: Survive Easily on Solar Power Off the GridDe la EverandSolar Energy: Survive Easily on Solar Power Off the GridÎncă nu există evaluări
- Oil: An Overview of the Petroleum IndustryDe la EverandOil: An Overview of the Petroleum IndustryEvaluare: 4.5 din 5 stele4.5/5 (3)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialDe la EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialÎncă nu există evaluări
- Workbook to Accompany Maintenance & Reliability Best PracticesDe la EverandWorkbook to Accompany Maintenance & Reliability Best PracticesEvaluare: 3.5 din 5 stele3.5/5 (3)
- Electrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EDe la EverandElectrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EEvaluare: 3 din 5 stele3/5 (6)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisDe la EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisEvaluare: 5 din 5 stele5/5 (1)
- Fire Protection Engineering in Building DesignDe la EverandFire Protection Engineering in Building DesignEvaluare: 4.5 din 5 stele4.5/5 (5)
- Well Control for Completions and InterventionsDe la EverandWell Control for Completions and InterventionsEvaluare: 4 din 5 stele4/5 (10)
- Handbook of Offshore Oil and Gas OperationsDe la EverandHandbook of Offshore Oil and Gas OperationsEvaluare: 4.5 din 5 stele4.5/5 (4)
- Culture, Health and Illness: An Introduction for Health ProfessionalsDe la EverandCulture, Health and Illness: An Introduction for Health ProfessionalsÎncă nu există evaluări
- Electric Motors and Drives: Fundamentals, Types and ApplicationsDe la EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsEvaluare: 4.5 din 5 stele4.5/5 (12)
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ADe la EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AÎncă nu există evaluări
- Oil companies and the energy transitionDe la EverandOil companies and the energy transitionÎncă nu există evaluări