S-ar putea să vă placă și
- Discrete Element Method to Model 3D Continuous MaterialsDe la EverandDiscrete Element Method to Model 3D Continuous MaterialsÎncă nu există evaluări
- CFD SimulationDocument65 paginiCFD Simulationsa heÎncă nu există evaluări
- Engineering Plasticity: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionDe la EverandEngineering Plasticity: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionÎncă nu există evaluări
- Solution By: Deepak GuptaDocument86 paginiSolution By: Deepak GuptaVinod yadavÎncă nu există evaluări
- Me2204 Fluid Mechanics and Machinery SyllabusDocument1 paginăMe2204 Fluid Mechanics and Machinery SyllabusrajapratyÎncă nu există evaluări
- Chapter2 - AJMDocument13 paginiChapter2 - AJMravish kumarÎncă nu există evaluări
- Raw Water SystemDocument11 paginiRaw Water SystemChandraÎncă nu există evaluări
- 20230116-MT-205-PD-BNS-L-4 To L-6 (2022-2023) Notes - 2Document47 pagini20230116-MT-205-PD-BNS-L-4 To L-6 (2022-2023) Notes - 2Kaustav SaikiaÎncă nu există evaluări
- Design Optimisation of Spur Gear - Review1Document14 paginiDesign Optimisation of Spur Gear - Review1Aritra Guha RayÎncă nu există evaluări
- Screw Screw Screw Screw Pump Pump Pump PumpDocument2 paginiScrew Screw Screw Screw Pump Pump Pump PumpvictorvikramÎncă nu există evaluări
- Design and Analysis of Spur Gear by Using Black Fiber, E-Glass Fiber and Carbon Fiber With IsopolymerDocument30 paginiDesign and Analysis of Spur Gear by Using Black Fiber, E-Glass Fiber and Carbon Fiber With Isopolymershakeel100% (1)
- Creep and FatigueDocument30 paginiCreep and FatigueAyush ShahÎncă nu există evaluări
- Problem Solution KaysDocument12 paginiProblem Solution Kayssilamparuthi100% (2)
- 1-Mechanical PropertiesDocument105 pagini1-Mechanical Propertieslim zhong yi100% (1)
- Minerals Processing EngineeringDocument15 paginiMinerals Processing EngineeringMohammad NuruzzamanÎncă nu există evaluări
- Tool Wear and Tool LifeDocument16 paginiTool Wear and Tool Lifedraco555Încă nu există evaluări
- Adigrat University: College of Engineering and Technology Department of Chemical EnginneringDocument39 paginiAdigrat University: College of Engineering and Technology Department of Chemical EnginneringSeid Aragaw100% (1)
- Advanced Metallura Y Materials: Al-Mustansiryia University College of Engineering Materials Engineering DepartmentDocument8 paginiAdvanced Metallura Y Materials: Al-Mustansiryia University College of Engineering Materials Engineering DepartmentroseÎncă nu există evaluări
- 1.0 TitleDocument10 pagini1.0 TitlezackziffiÎncă nu există evaluări
- Non-Traditional Machining: Electro Chemical Machining (ECM)Document14 paginiNon-Traditional Machining: Electro Chemical Machining (ECM)NimoÎncă nu există evaluări
- ME302 Heat and Mass TransferDocument3 paginiME302 Heat and Mass TransferRagesh DuduÎncă nu există evaluări
- Updated Tribology Lecture NotesDocument89 paginiUpdated Tribology Lecture NotesAkibÎncă nu există evaluări
- Chapter 9d FractureDocument70 paginiChapter 9d FracturenaveenaÎncă nu există evaluări
- 12 PDO Heat TransferDocument55 pagini12 PDO Heat Transferaxel2100Încă nu există evaluări
- TCL For Process NON-API Pumps - Ask-Rev00Document8 paginiTCL For Process NON-API Pumps - Ask-Rev00Hamid MansouriÎncă nu există evaluări
- Determination of Mixed-Mode Stress Intensity Factors, FractureDocument16 paginiDetermination of Mixed-Mode Stress Intensity Factors, FractureSoupramanien KathirvelouÎncă nu există evaluări
- Defect Assessment of A Pressure Vessel Nozzle: Power & Pressure Systems Durability and Life Extension Jun-02Document27 paginiDefect Assessment of A Pressure Vessel Nozzle: Power & Pressure Systems Durability and Life Extension Jun-02venkatrangan2003Încă nu există evaluări
- Pump 1 Cls 40101g 45 KW 4pDocument2 paginiPump 1 Cls 40101g 45 KW 4pBudiman SaragihÎncă nu există evaluări
- Introduction To The Finite Element Method: G.P.NikishkovDocument32 paginiIntroduction To The Finite Element Method: G.P.NikishkovsanoizuÎncă nu există evaluări
- Hole Size DP Length DP Od DP Id DC Length DC Od DC Id Density of Mud VP (QT) 1 1 2 3 AreaDocument9 paginiHole Size DP Length DP Od DP Id DC Length DC Od DC Id Density of Mud VP (QT) 1 1 2 3 AreamehmetÎncă nu există evaluări
- CAETraining (Fluid)Document129 paginiCAETraining (Fluid)andysarmientoÎncă nu există evaluări
- ENGR 313 - Chapter 4 - DislocationsDocument48 paginiENGR 313 - Chapter 4 - DislocationsMelissa LaraÎncă nu există evaluări
- CFD 2008 Quality Assurance of CFD Calculations - BPG by Thorsten HansenDocument46 paginiCFD 2008 Quality Assurance of CFD Calculations - BPG by Thorsten HansenMoh SenÎncă nu există evaluări
- Flying Wind Mill: by Shantanu Mandal Roll - 16ME62R015 Department of Mechanical Engineering IIT KharagpurDocument14 paginiFlying Wind Mill: by Shantanu Mandal Roll - 16ME62R015 Department of Mechanical Engineering IIT Kharagpuranon_688074713Încă nu există evaluări
- Elasticity: Engineering Physics Materials by Praveen N. Vaidya, SDMCET, DharwadDocument9 paginiElasticity: Engineering Physics Materials by Praveen N. Vaidya, SDMCET, DharwadpraveenÎncă nu există evaluări
- Centrifugal Pump Datasheets 2Document12 paginiCentrifugal Pump Datasheets 2MauliÎncă nu există evaluări
- Creep & FatigueDocument20 paginiCreep & Fatiguegaspardo123Încă nu există evaluări
- I - Internal Question Paper GDJPDocument2 paginiI - Internal Question Paper GDJPSam VelÎncă nu există evaluări
- Agitated Vessel Heat TransferDocument7 paginiAgitated Vessel Heat TransferalokbdasÎncă nu există evaluări
- Best2 Creep-Fatigue Crack Initiation Assessment ProceduresDocument12 paginiBest2 Creep-Fatigue Crack Initiation Assessment ProceduresGooftilaaAniJiraachuunkooYesusiinÎncă nu există evaluări
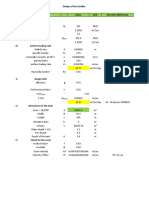
- Design 3Document2 paginiDesign 3JOY NATHÎncă nu există evaluări
- Compensation To Opening BC BhattacharyaDocument18 paginiCompensation To Opening BC BhattacharyaRADHE GRAPHICSÎncă nu există evaluări
- Applications of Nanofluids: Electronic Cooling in Micro-ChannelsDocument29 paginiApplications of Nanofluids: Electronic Cooling in Micro-ChannelsMohd Rashid SiddiquiÎncă nu există evaluări
- Fracture Mechanics NotesDocument16 paginiFracture Mechanics NotesHossam M ALrohilyÎncă nu există evaluări
- Optimization of AUT - PA Inspection Techniques For Detection of (HIC & SOHIC) Using Ominiscan MX in Fixed Plant EquipmentsDocument11 paginiOptimization of AUT - PA Inspection Techniques For Detection of (HIC & SOHIC) Using Ominiscan MX in Fixed Plant EquipmentsRoderick Barrantes AlpuertoÎncă nu există evaluări
- R&D Engineer/Mineral Processing EngineerDocument3 paginiR&D Engineer/Mineral Processing Engineerapi-121629790Încă nu există evaluări
- Thermal Analysis of Superheater Platen Tubes in Boilers PDFDocument12 paginiThermal Analysis of Superheater Platen Tubes in Boilers PDFraitoÎncă nu există evaluări
- CFD Lecture (Introduction To CFD)Document53 paginiCFD Lecture (Introduction To CFD)mkatweÎncă nu există evaluări
- 2.heat-Exchangers From Ch6 - Mihir's HandbookDocument12 pagini2.heat-Exchangers From Ch6 - Mihir's HandbookThế Quang LêÎncă nu există evaluări
- Hydrocyclone SeperatorDocument6 paginiHydrocyclone SeperatorManoj BÎncă nu există evaluări
- What Are The Reasons For Vibration in Reactors..? and How It Can Be Reduced..?Document2 paginiWhat Are The Reasons For Vibration in Reactors..? and How It Can Be Reduced..?aocalayÎncă nu există evaluări
- Tensile Test Lab SheetDocument7 paginiTensile Test Lab SheetSana ButtÎncă nu există evaluări
- Attachment Gas DynamisDocument2 paginiAttachment Gas DynamisArif Abdul RahmanÎncă nu există evaluări
- CFD ReportDocument26 paginiCFD Reportkirankumar kymar100% (1)
- Heat ExchangerDocument9 paginiHeat ExchangerChrissa Villaflores GanitÎncă nu există evaluări
- Heat Exchangers: Type of Flow in Heat ExchangerDocument19 paginiHeat Exchangers: Type of Flow in Heat ExchangerYasewn KALAWANTÎncă nu există evaluări
- Waste Heat Recovery Considering Environmental FactorsDocument7 paginiWaste Heat Recovery Considering Environmental FactorsrvnesariÎncă nu există evaluări
- Heat Laboratory: Student Name: ىردب ريمس ريتابولف Student Number: 278 Section number: 7Document34 paginiHeat Laboratory: Student Name: ىردب ريمس ريتابولف Student Number: 278 Section number: 7philopater samirÎncă nu există evaluări
- Heat ExchangerDocument6 paginiHeat ExchangeralokbdasÎncă nu există evaluări
- Atoms SimpleDocument9 paginiAtoms Simplemohamad ltefÎncă nu există evaluări
- English WordsDocument12 paginiEnglish Wordsmohamad ltefÎncă nu există evaluări
- Report WritingDocument11 paginiReport Writingmohamad ltefÎncă nu există evaluări
- Covalent BondsDocument9 paginiCovalent Bondsmohamad ltefÎncă nu există evaluări
- Complete List of Polyatomic IonsDocument2 paginiComplete List of Polyatomic IonsDandreb Dominic O. MercadoÎncă nu există evaluări
- An Evolution in Chemical EngineeringDocument9 paginiAn Evolution in Chemical EngineeringLuis J. RuedaÎncă nu există evaluări
- Intro To ChE PDFDocument38 paginiIntro To ChE PDFShirat MohsinÎncă nu există evaluări
- Lab ReportDocument10 paginiLab Reportmohamad ltefÎncă nu există evaluări
- Viscosity: Soran University Faculty of Engineering Chemical Engineering DepartmentDocument8 paginiViscosity: Soran University Faculty of Engineering Chemical Engineering Departmentmohamad ltefÎncă nu există evaluări
- CB DC PDFDocument268 paginiCB DC PDFRami AliÎncă nu există evaluări
- Chem21 02 PBL Is PDFDocument5 paginiChem21 02 PBL Is PDFjay jayÎncă nu există evaluări
- Factors Responsible For Environmental Pollution - ChapterDocument58 paginiFactors Responsible For Environmental Pollution - ChapterBassem KamelÎncă nu există evaluări
- Physics 17Document7 paginiPhysics 17UPAHAR SWAPNASHISÎncă nu există evaluări
- The Story of Stuff WorksheetDocument5 paginiThe Story of Stuff Worksheetapi-30097838852% (27)
- Raw MealDocument48 paginiRaw Mealrashmiranjan1110Încă nu există evaluări
- Thermodynamic Properties of Polystyrene and StyreneDocument9 paginiThermodynamic Properties of Polystyrene and StyreneGlebert Cañete DadolÎncă nu există evaluări
- Tugas 14 TOEFLDocument2 paginiTugas 14 TOEFLYellÎncă nu există evaluări
- Laprak Distilasi UapDocument11 paginiLaprak Distilasi UapRetnani Arum PertiwiÎncă nu există evaluări
- Investigating The Parameters of Circular OrbitsDocument4 paginiInvestigating The Parameters of Circular OrbitsPepe HandsÎncă nu există evaluări
- Paleontology Geology Journal Final ProjectDocument5 paginiPaleontology Geology Journal Final Projectapi-491415315Încă nu există evaluări
- M 255Document8 paginiM 255Epic WinÎncă nu există evaluări
- Fundamentals of Heat Exchanger DesignDocument972 paginiFundamentals of Heat Exchanger DesignNgô Linh Đan80% (5)
- Grid-Integrated Industrial Motors-Driven Solar Water Pump With Power Flow Management1Document5 paginiGrid-Integrated Industrial Motors-Driven Solar Water Pump With Power Flow Management1Editor in ChiefÎncă nu există evaluări
- Chemical Bonding Shobhit NirwanDocument17 paginiChemical Bonding Shobhit NirwanBhavya Goyal XI Non medÎncă nu există evaluări
- MerDocument264 paginiMerkoloÎncă nu există evaluări
- Wobbe Index MeterDocument40 paginiWobbe Index MeterAzar DeenÎncă nu există evaluări
- Chandra BookletDocument12 paginiChandra BookletBob AndrepontÎncă nu există evaluări
- Mini Compaction Test Apparatus For Fine Grained Soils: Asuri Sridharan and Puvvadi Venkata SivapullaiahDocument7 paginiMini Compaction Test Apparatus For Fine Grained Soils: Asuri Sridharan and Puvvadi Venkata SivapullaiahAnupEkboteÎncă nu există evaluări
- 17 WEP SpringsDocument8 pagini17 WEP SpringseltytanÎncă nu există evaluări
- Igneous PetrologyDocument16 paginiIgneous PetrologyianmooneÎncă nu există evaluări
- Hass Term OverviewDocument5 paginiHass Term Overviewapi-350463121Încă nu există evaluări
- ChemistryDocument5 paginiChemistryapi-248750786Încă nu există evaluări
- Topic1 MatterDocument158 paginiTopic1 MatterDg IRfanÎncă nu există evaluări
- Oxygen Generator PresentationDocument7 paginiOxygen Generator PresentationAndes PutraÎncă nu există evaluări
- Past Papers IGCSE 2023 31Document8 paginiPast Papers IGCSE 2023 31David ThydetÎncă nu există evaluări
- Sea of Souls Volume V (Extra Content)Document51 paginiSea of Souls Volume V (Extra Content)Rafael Severino NomebostaÎncă nu există evaluări
- Stem 123-3 CapstoneDocument30 paginiStem 123-3 CapstoneRye JäegerÎncă nu există evaluări
- Law of Conservation of EnergyDocument3 paginiLaw of Conservation of EnergyIrwin Ariel D. MielÎncă nu există evaluări
- Mini Hydro SEBDocument1 paginăMini Hydro SEBLau TungWongÎncă nu există evaluări
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideDe la Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideEvaluare: 3.5 din 5 stele3.5/5 (7)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedDe la EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedEvaluare: 5 din 5 stele5/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionDe la EverandThe Laws of Thermodynamics: A Very Short IntroductionEvaluare: 4.5 din 5 stele4.5/5 (10)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseDe la EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseEvaluare: 4.5 din 5 stele4.5/5 (51)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CDe la EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CÎncă nu există evaluări
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionDe la EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionEvaluare: 4.5 din 5 stele4.5/5 (3)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsDe la EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsÎncă nu există evaluări
- Handbook of Mechanical and Materials EngineeringDe la EverandHandbook of Mechanical and Materials EngineeringEvaluare: 5 din 5 stele5/5 (4)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ADe la EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AÎncă nu există evaluări
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsDe la EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsEvaluare: 3.5 din 5 stele3.5/5 (3)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDe la EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchEvaluare: 4 din 5 stele4/5 (10)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisDe la EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisEvaluare: 4 din 5 stele4/5 (2)
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyDe la EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyEvaluare: 5 din 5 stele5/5 (1)
- Mechanical Vibrations and Condition MonitoringDe la EverandMechanical Vibrations and Condition MonitoringEvaluare: 5 din 5 stele5/5 (1)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersDe la EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersEvaluare: 4 din 5 stele4/5 (13)
- Advanced Computer-Aided Fixture DesignDe la EverandAdvanced Computer-Aided Fixture DesignEvaluare: 5 din 5 stele5/5 (1)
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsDe la EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsÎncă nu există evaluări
- Chasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItDe la EverandChasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItEvaluare: 4 din 5 stele4/5 (25)