S-ar putea să vă placă și
- Filtro de Tambor RotatorioDocument13 paginiFiltro de Tambor RotatorioKevin Farfan GironÎncă nu există evaluări
- Los Rodillos de Molienda de Alta PresiónDocument3 paginiLos Rodillos de Molienda de Alta PresiónJhonatan Vichez LezamaÎncă nu există evaluări
- Catálogo CavexDocument6 paginiCatálogo CavexmjimenezclÎncă nu există evaluări
- Aglomeradores de DiscoDocument6 paginiAglomeradores de DiscoAlexandra Rondon0% (1)
- Filtro de Tambor Rotatorio Con PresiónDocument8 paginiFiltro de Tambor Rotatorio Con PresiónGerardOo Alexander SÎncă nu există evaluări
- 04-Filtro Prensa Con Traslado LateralDocument12 pagini04-Filtro Prensa Con Traslado LateralAnonymous ZAr1RKÎncă nu există evaluări
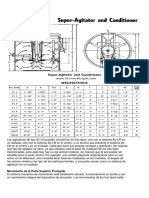
- Agitadores y AcondicionadoresDocument11 paginiAgitadores y AcondicionadoresDelfinLeonHanccoÎncă nu există evaluări
- Filtro de Tambor (Pawer Point)Document28 paginiFiltro de Tambor (Pawer Point)Maycol HenostrozaÎncă nu există evaluări
- Clase 6 Profundización ChancadoDocument27 paginiClase 6 Profundización ChancadochoricuaÎncă nu există evaluări
- Catalogo de AcondicionadoresDocument13 paginiCatalogo de AcondicionadoresLuisMiguelBartoloCochachezÎncă nu există evaluări
- 69-Molino Vertical para Molienda de Cemento y de EscoriasDocument15 pagini69-Molino Vertical para Molienda de Cemento y de EscoriasERIKSON EGUSQUIZAÎncă nu există evaluări
- Dimensionamiento de Harneros VibratoriosDocument7 paginiDimensionamiento de Harneros VibratoriosMarcial Andres Lara100% (1)
- HarnerosDocument20 paginiHarnerosGiovanna SoledadÎncă nu există evaluări
- Diseño Del Filtro Tambor Rotatorio Al VacíoDocument10 paginiDiseño Del Filtro Tambor Rotatorio Al VacíoEduardo Escobar Alvarez100% (1)
- Calculos de Molino y CiclonDocument16 paginiCalculos de Molino y CiclonLeopoldo Lucero FavelaÎncă nu există evaluări
- 11 - Fernando Pino - JacobsDocument32 pagini11 - Fernando Pino - Jacobschokart1Încă nu există evaluări
- HPGR para Aplicaciones en Oro y CobreDocument11 paginiHPGR para Aplicaciones en Oro y CobreWILLSONQYÎncă nu există evaluări
- Clase #2. Procesamiento de Minerales (Molienda y SAG) PDFDocument144 paginiClase #2. Procesamiento de Minerales (Molienda y SAG) PDFRonald Benjamin Elorreaga Obregoso100% (1)
- Bombas Horizontales y Verticales IcbaDocument20 paginiBombas Horizontales y Verticales Icbaluisantonio2Încă nu există evaluări
- Modulo 3 Metcom PDFDocument81 paginiModulo 3 Metcom PDFjoegb2919Încă nu există evaluări
- Diseño Del Molino de MartillosDocument26 paginiDiseño Del Molino de MartillosJhon Franco0% (1)
- Secador FlashDocument14 paginiSecador FlashJimmy RedsÎncă nu există evaluări
- Proyecto ChilenoDocument32 paginiProyecto ChilenoJoan IrvinÎncă nu există evaluări
- Tomo I Chancado y MoliendaDocument55 paginiTomo I Chancado y MoliendaPier CabanillasÎncă nu există evaluări
- Recomendaciones Equipos Vibratórios - MB-115-cDocument11 paginiRecomendaciones Equipos Vibratórios - MB-115-cPatricio BravoÎncă nu există evaluări
- 13 Manual de Filtracionpdf389Document39 pagini13 Manual de Filtracionpdf389Duaner Davila alvarezÎncă nu există evaluări
- Calculo de Tornillos TransportadoresDocument14 paginiCalculo de Tornillos TransportadoresPablo Lazo100% (1)
- 7° Molienda PM-1Document77 pagini7° Molienda PM-1Carlos Felipe Echeverria GuerraÎncă nu există evaluări
- Krebs GMAX CiclonesDocument34 paginiKrebs GMAX CiclonesLuis Gabriel Ortega VazquezÎncă nu există evaluări
- Dimencionamiento de Un HidrociclonDocument15 paginiDimencionamiento de Un HidrociclonLapa Luis0% (1)
- Temas Actuales en SagDocument22 paginiTemas Actuales en SagLuis B0% (1)
- Relaciones de Descarga de SAG-AGDocument29 paginiRelaciones de Descarga de SAG-AGJavier Oyarce100% (1)
- Texto Mantencion y Operacion ChancadoresDocument58 paginiTexto Mantencion y Operacion ChancadoresJoel Miguel Angel PachecoÎncă nu există evaluări
- VRM Inspections Molino ParadoDocument40 paginiVRM Inspections Molino ParadoAnonymous PVXBGg9TÎncă nu există evaluări
- Granulador Por Disco RotarioDocument2 paginiGranulador Por Disco RotarioCarlos Mendoza Llerena100% (1)
- Molinos de BarrasDocument10 paginiMolinos de BarrasLinday Solanyi Garzon RochaÎncă nu există evaluări
- Bombas WATSON MARLOWDocument20 paginiBombas WATSON MARLOWLeo J Rojas RomeroÎncă nu există evaluări
- PB. Molino-HidrociclónDocument26 paginiPB. Molino-HidrociclónDavid VelázquezÎncă nu există evaluări
- 1 Hidraulica Básica HagglundsDocument30 pagini1 Hidraulica Básica HagglundsEngimec Solucion Integral100% (1)
- Tasa Beta de FiltracionDocument4 paginiTasa Beta de FiltracionDiego Yepes OrtegaÎncă nu există evaluări
- Capitulo 2 Molinos de BolasDocument81 paginiCapitulo 2 Molinos de Bolaselyuya100% (1)
- ESPESAMIENTODocument24 paginiESPESAMIENTOvalentinaÎncă nu există evaluări
- Criba Vibratoria PDFDocument8 paginiCriba Vibratoria PDFLimberth Miranda BayoÎncă nu există evaluări
- Tipos de EspesadoresDocument4 paginiTipos de EspesadoresfrankÎncă nu există evaluări
- Rectificación de Potencia de Agitación Tanque 30x30 CNDocument6 paginiRectificación de Potencia de Agitación Tanque 30x30 CNAnonymous szhkKLÎncă nu există evaluări
- 1 Diseño de Diametro - Espesor-AgitadoresDocument9 pagini1 Diseño de Diametro - Espesor-AgitadoresKath MedaÎncă nu există evaluări
- Procesamiento de Molibdeno Por FlotaciónDocument11 paginiProcesamiento de Molibdeno Por FlotaciónHector Veliz Reyes100% (1)
- 9-100 Krebs CyclonesValvesPumps SPANISH 4-19-17 WebDocument8 pagini9-100 Krebs CyclonesValvesPumps SPANISH 4-19-17 WebestebanalarconÎncă nu există evaluări
- Diseño de Un Tanque de AgitaciónDocument3 paginiDiseño de Un Tanque de AgitaciónLuis LiraÎncă nu există evaluări
- Chan Cador HP 500Document12 paginiChan Cador HP 500Jonnyonel YonelÎncă nu există evaluări
- El Catalogo de ZenithDocument24 paginiEl Catalogo de ZenithJuan Luis FerretÎncă nu există evaluări
- Celdas de FlotaciónDocument13 paginiCeldas de FlotaciónGiann Culquitante MorenoÎncă nu există evaluări
- Informe Técnico-Harnero BananaDocument27 paginiInforme Técnico-Harnero Bananaaleton12375% (4)
- Modelo A Seguir para Cálculo de Molino de BolasDocument154 paginiModelo A Seguir para Cálculo de Molino de BolasDany Soza100% (2)
- MOLIENDA DE LA CAÑA II, 2do y 3er OBJETIVO.Document12 paginiMOLIENDA DE LA CAÑA II, 2do y 3er OBJETIVO.jose lajara100% (1)
- La Introducción Al Proceso MineralDocument5 paginiLa Introducción Al Proceso Mineralalexander beltranÎncă nu există evaluări
- Diafragma Bomba WirthDocument1 paginăDiafragma Bomba WirthWitchfinder GeneralÎncă nu există evaluări
- Molinos y TamicesDocument12 paginiMolinos y TamicesGerardOo Alexander SÎncă nu există evaluări
- Conductores de BagazoDocument9 paginiConductores de BagazoAna Karina Nutrera YepezÎncă nu există evaluări
- Difusor Vs MoliendaDocument37 paginiDifusor Vs Moliendajovaldez64100% (2)
- Nutrición y Fertilización EucaliptoDocument11 paginiNutrición y Fertilización EucaliptoFeshir GutierrezÎncă nu există evaluări
- Veritradecorp - SuperfosfatosDocument8 paginiVeritradecorp - SuperfosfatosFeshir GutierrezÎncă nu există evaluări
- DpmanualfertilizacionDocument40 paginiDpmanualfertilizacionFeshir GutierrezÎncă nu există evaluări
- Ficha Tecnica Compost-Wuanunchasca 50 KilosDocument1 paginăFicha Tecnica Compost-Wuanunchasca 50 KilosFeshir GutierrezÎncă nu există evaluări
- Agroquimicos CompañiasDocument1 paginăAgroquimicos CompañiasFeshir GutierrezÎncă nu există evaluări
- La Importancia de Las Bacterias Solubilizadoras de Fósforo en AgriculturaDocument6 paginiLa Importancia de Las Bacterias Solubilizadoras de Fósforo en AgriculturaFeshir GutierrezÎncă nu există evaluări
- Como El Silicio Ayuda A Las Plantas A Superar Estrés Biótico y AbióticoDocument6 paginiComo El Silicio Ayuda A Las Plantas A Superar Estrés Biótico y AbióticoFeshir GutierrezÎncă nu există evaluări
- Formulaciones SCDocument2 paginiFormulaciones SCFeshir Gutierrez100% (1)
- Lab9 - DETERMINACION DE CLORUROS Y CIANUROSDocument3 paginiLab9 - DETERMINACION DE CLORUROS Y CIANUROSFeshir GutierrezÎncă nu există evaluări
- Metodo de Ensayo para La Determinación de Elementos Totales Por Icp en Muestras SolidasDocument17 paginiMetodo de Ensayo para La Determinación de Elementos Totales Por Icp en Muestras SolidasFeshir GutierrezÎncă nu există evaluări
- Elaboracion de Bioplastico A Partir Del Almidon Presente en Papas FinalDocument1 paginăElaboracion de Bioplastico A Partir Del Almidon Presente en Papas FinalFeshir GutierrezÎncă nu există evaluări
- ElaboracionDocument1 paginăElaboracionpedrocayanÎncă nu există evaluări
- La Curacion Por Las Frutas y Las VerdurasDocument98 paginiLa Curacion Por Las Frutas y Las VerdurasFeshir GutierrezÎncă nu există evaluări
- El Fósforo en El Suelo y Las PlantasDocument4 paginiEl Fósforo en El Suelo y Las PlantasFeshir GutierrezÎncă nu există evaluări
- Reacción de ArndtDocument2 paginiReacción de ArndtFeshir GutierrezÎncă nu există evaluări
- Algunas Caracteristicas de Superfosfato SimpleDocument4 paginiAlgunas Caracteristicas de Superfosfato SimpleFeshir GutierrezÎncă nu există evaluări
- AQTAlquitránde HullaDocument15 paginiAQTAlquitránde HullaFeshir GutierrezÎncă nu există evaluări
- Producción Alginato Alta PurezaDocument14 paginiProducción Alginato Alta PurezaFeshir GutierrezÎncă nu există evaluări
- 25 Instrumentos de LaboratorioDocument5 pagini25 Instrumentos de LaboratorioKevin Samuel Contreras Sanchez0% (1)
- Detracciones ParancelariaDocument63 paginiDetracciones ParancelariacaizquierdoÎncă nu există evaluări
- Características de La LlamaDocument16 paginiCaracterísticas de La LlamaLuis Enrique Cóndor PorrasÎncă nu există evaluări
- Catalogo Productos de Bioseguridad Junio 2020Document3 paginiCatalogo Productos de Bioseguridad Junio 2020Yamil CastroÎncă nu există evaluări
- Ley de Los Gases FicoDocument47 paginiLey de Los Gases Ficoelver regalado goicocheaÎncă nu există evaluări
- Resina EpoxicaDocument13 paginiResina EpoxicaAlejandra Mantilla PabónÎncă nu există evaluări
- Geotecnia I (Semana 4)Document50 paginiGeotecnia I (Semana 4)Alejandra GarcíaÎncă nu există evaluări
- Actualización de Ionomero de Vidrio 9Document23 paginiActualización de Ionomero de Vidrio 9Carmen Iturriaga Guajardo100% (1)
- Restriccion de Entrada de CombustibleDocument3 paginiRestriccion de Entrada de Combustibleacere18Încă nu există evaluări
- Informe de Biología 2Document13 paginiInforme de Biología 2Luis AvilaÎncă nu există evaluări
- Preparación Y Estandarización de NaOH Con KHPDocument8 paginiPreparación Y Estandarización de NaOH Con KHPMARIA ESTER RODRIGUEZ MARTINEZÎncă nu există evaluări
- Informe de BioelementosDocument13 paginiInforme de BioelementosMaría Milagro T. Mejía100% (2)
- Deterioro Del HormigónDocument5 paginiDeterioro Del HormigónErick Aguilar MedinaÎncă nu există evaluări
- Linx 4900 Impresora PDFDocument16 paginiLinx 4900 Impresora PDFElputo Facebuc De Oscar100% (1)
- Análisis FlamometriaDocument2 paginiAnálisis Flamometriasaul saavedraÎncă nu există evaluări
- Descomposicion Catalitica Del H2o2Document21 paginiDescomposicion Catalitica Del H2o2Alan J. López DíazÎncă nu există evaluări
- Control de Calidad en La Industria Farmacéutica PDFDocument102 paginiControl de Calidad en La Industria Farmacéutica PDFAbrahan HC100% (1)
- Ejercicios 01 - GeneralidadesDocument6 paginiEjercicios 01 - GeneralidadesDeyanira LlaxaÎncă nu există evaluări
- Informe CERVEZA UltimoDocument11 paginiInforme CERVEZA UltimoEk RodriguezÎncă nu există evaluări
- Fertigro CalcioDocument7 paginiFertigro CalciosvenramosÎncă nu există evaluări
- Formulas Patron y PropuestaDocument4 paginiFormulas Patron y PropuestaYASMINE RINCON RELÎncă nu există evaluări
- Resumen Clareamiento IntracameralDocument3 paginiResumen Clareamiento IntracameralxmigueldhxÎncă nu există evaluări
- Intr. Química OrgánicaDocument48 paginiIntr. Química OrgánicaNubia Hasset Palacios MosqueraÎncă nu există evaluări
- Aditivos Humectantes y DispersantesDocument21 paginiAditivos Humectantes y DispersantesRonny MorenoÎncă nu există evaluări
- Parcial D-2CORTEDocument2 paginiParcial D-2CORTEjuliana beltranÎncă nu există evaluări
- Síntesis Eficiente Mediada Por Na2S2O8 de Isotiocianatos de Aminas Primarias en AguaDocument11 paginiSíntesis Eficiente Mediada Por Na2S2O8 de Isotiocianatos de Aminas Primarias en AguaJair BarruetaÎncă nu există evaluări
- Análisis de Textura de Suelos Ubicados en Tres Zonas Diferentes de La Universidad de PamplonaDocument9 paginiAnálisis de Textura de Suelos Ubicados en Tres Zonas Diferentes de La Universidad de Pamplonaerika_torres089336Încă nu există evaluări
- Voltametria de Onda Cuadrada (SWV)Document22 paginiVoltametria de Onda Cuadrada (SWV)Laura Camila Orozco AriasÎncă nu există evaluări
- Actividades Unidad 2 de QuimicaDocument12 paginiActividades Unidad 2 de QuimicaHumibob GeneralÎncă nu există evaluări
- Concepto y MorfologiaDocument18 paginiConcepto y MorfologiaAlex Ivan Díaz TafurÎncă nu există evaluări