S-ar putea să vă placă și
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Catalogo Elettropompe Sommergibili EN SC 236 01 - 20.d55Document25 paginiCatalogo Elettropompe Sommergibili EN SC 236 01 - 20.d55Anonimos AnonimosÎncă nu există evaluări
- Submersible Semi-Vortex Pumps: Technical DataDocument39 paginiSubmersible Semi-Vortex Pumps: Technical DataAnonimos AnonimosÎncă nu există evaluări
- Project: Model: CHK'D: Date:: EBARA Submersible Pumps Contents - Technical InformationDocument18 paginiProject: Model: CHK'D: Date:: EBARA Submersible Pumps Contents - Technical InformationAnonimos AnonimosÎncă nu există evaluări
- Project: Model: CHK'D: Date:: EBARA Submersible Vortex Sewage PumpsDocument20 paginiProject: Model: CHK'D: Date:: EBARA Submersible Vortex Sewage PumpsAnonimos AnonimosÎncă nu există evaluări
- Ebara Pumps Catalog DVS CatalogueDocument30 paginiEbara Pumps Catalog DVS CatalogueAnonimos AnonimosÎncă nu există evaluări
- 5b (Digital System) Logic Gates & Boolean Expression Rev 14 Mar 2018Document58 pagini5b (Digital System) Logic Gates & Boolean Expression Rev 14 Mar 2018Anonimos AnonimosÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- BQ 76952Document86 paginiBQ 76952Đạt Trần DoãnÎncă nu există evaluări
- rr322404 Automotive Electrical and AutotronicsDocument4 paginirr322404 Automotive Electrical and AutotronicsSRINIVASA RAO GANTAÎncă nu există evaluări
- Nikola TeslaDocument19 paginiNikola TeslaAshok Nani100% (4)
- LGP4247H-12LPB Eay62512701Document75 paginiLGP4247H-12LPB Eay62512701Роман КирильчукÎncă nu există evaluări
- EIE FormatDocument13 paginiEIE Formatapi-19989949Încă nu există evaluări
- Step 1: Materials Required: This Instructable Comes in 2 Parts: (I) Troubleshooting and (II) Fuse ReplacementDocument12 paginiStep 1: Materials Required: This Instructable Comes in 2 Parts: (I) Troubleshooting and (II) Fuse ReplacementJiremy NoriegaÎncă nu există evaluări
- Thermal Profiler HC-40 60 80 12 ChannelDocument4 paginiThermal Profiler HC-40 60 80 12 ChannelWade DyerÎncă nu există evaluări
- Screen-Printed, Flexible, Parasitic Beam-Switching Millimeter-Wave Antenna Array For Wearable ApplicationsDocument9 paginiScreen-Printed, Flexible, Parasitic Beam-Switching Millimeter-Wave Antenna Array For Wearable Applicationsantonio ScacchiÎncă nu există evaluări
- Abstract of Fiber Optic SensorsDocument6 paginiAbstract of Fiber Optic SensorsKamal UniyalÎncă nu există evaluări
- Bootable Usb Windows 10Document3 paginiBootable Usb Windows 10Rajan BabuÎncă nu există evaluări
- Fire Cat. 3Document116 paginiFire Cat. 3Bruno VargasÎncă nu există evaluări
- Physics SPM P2 AnalysisDocument2 paginiPhysics SPM P2 Analysisyudrea88Încă nu există evaluări
- Unconventional Machining Process Session No Topics To Be CoveredDocument2 paginiUnconventional Machining Process Session No Topics To Be CoveredpmagrawalÎncă nu există evaluări
- PatentDocument16 paginiPatentMithun ShashankÎncă nu există evaluări
- ABB Drives: Installation and Start-Up GuideDocument64 paginiABB Drives: Installation and Start-Up Guidedorin serbanÎncă nu există evaluări
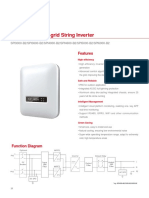
- Single-Phase On-Grid String Inverter: FeaturesDocument2 paginiSingle-Phase On-Grid String Inverter: FeaturesJadson RaphaelÎncă nu există evaluări
- 3 Periodical Test in Science V: Councilor Nicolas Dais Elementary SchoolDocument6 pagini3 Periodical Test in Science V: Councilor Nicolas Dais Elementary SchoolRed MariposaÎncă nu există evaluări
- Semiconductor Laser Experiment Lab ReportDocument11 paginiSemiconductor Laser Experiment Lab ReportSeema ChahalÎncă nu există evaluări
- Monitoring-Times Magazine Aug 1996Document116 paginiMonitoring-Times Magazine Aug 1996Benjamin DoverÎncă nu există evaluări
- Vector Webinar AUTOSAR Configuration Process 20130419 enDocument23 paginiVector Webinar AUTOSAR Configuration Process 20130419 ensebasTR13Încă nu există evaluări
- P21ev0693 r03 İstanbul Deni̇z Otobüsleri̇Document4 paginiP21ev0693 r03 İstanbul Deni̇z Otobüsleri̇Hüseyin ÇaksuÎncă nu există evaluări
- ABC-GDH TIER-III Closeout Report For KAUST Observation On 16-OCT-2019Document5 paginiABC-GDH TIER-III Closeout Report For KAUST Observation On 16-OCT-2019Em NiaxÎncă nu există evaluări
- Below 60 II Sem-Converted-Compressed HBDocument6 paginiBelow 60 II Sem-Converted-Compressed HBLakshay GuptaÎncă nu există evaluări
- Module 2 Notes - PSOCDocument24 paginiModule 2 Notes - PSOCpriyaÎncă nu există evaluări
- Bahasa Inggris TeknikDocument5 paginiBahasa Inggris TeknikRakat NazZiÎncă nu există evaluări
- Research PaperDocument7 paginiResearch PaperPatrick Jose Dela VegaÎncă nu există evaluări
- Intelligent Character Display And721Gst/Gst-LedDocument2 paginiIntelligent Character Display And721Gst/Gst-LedSandroCezardeAraujoÎncă nu există evaluări
- Astro - Manual - 149 Wedge WelderDocument12 paginiAstro - Manual - 149 Wedge WelderElnegro NegroÎncă nu există evaluări
- Iec TS 61000-5-8-2009Document32 paginiIec TS 61000-5-8-2009Venkataramanan SÎncă nu există evaluări