S-ar putea să vă placă și
- NTC 169Document9 paginiNTC 169datosyredes50% (2)
- Norma Técnica Colombiana 3422Document6 paginiNorma Técnica Colombiana 3422luis fernando enriquez cordobaÎncă nu există evaluări
- NTC3607Document16 paginiNTC3607Francisco ContentoÎncă nu există evaluări
- Tubos ConduletDocument2 paginiTubos ConduletjhonÎncă nu există evaluări
- NTC 618Document5 paginiNTC 618Daniel OliverosÎncă nu există evaluări
- Certificado ElectrobombasDocument12 paginiCertificado ElectrobombasSantiago Marin SanchezÎncă nu există evaluări
- NTC5651Document13 paginiNTC5651Daniel AceitunoÎncă nu există evaluări
- Norma NTC 2205 - 2013Document27 paginiNorma NTC 2205 - 2013lufpatinoloÎncă nu există evaluări
- Sta 001 04 23016 0000 06 Fce 0002 - 1 - 32Document50 paginiSta 001 04 23016 0000 06 Fce 0002 - 1 - 32WSP PERUÎncă nu există evaluări
- T Productos America Electric Selpesa E87a6cDocument9 paginiT Productos America Electric Selpesa E87a6cpretellmilÎncă nu există evaluări
- 05672-Astm b3 - Astm b8Document2 pagini05672-Astm b3 - Astm b8Roger GonzálezÎncă nu există evaluări
- NTC3275 PDFDocument22 paginiNTC3275 PDFComercial MatrimolÎncă nu există evaluări
- NTC105 PDFDocument30 paginiNTC105 PDFcreyesdear3978Încă nu există evaluări
- Liquid TightDocument2 paginiLiquid TightMarcos TorresÎncă nu există evaluări
- Tablas Xlpe TRDocument26 paginiTablas Xlpe TR07533100% (1)
- CatalogoDocument30 paginiCatalogojosethompsonÎncă nu există evaluări
- Murete CaliddaDocument1 paginăMurete CaliddaUlises MarceloÎncă nu există evaluări
- E BT 005 PDFDocument19 paginiE BT 005 PDFGilbedt Zelaya OrtízÎncă nu există evaluări
- Plantilla - 75 13200-220 CV 2020020043 - 2020020043 - ConLogoDocument1 paginăPlantilla - 75 13200-220 CV 2020020043 - 2020020043 - ConLogoTania Avila SuarezÎncă nu există evaluări
- NTC 2206 Sistema de Puesta A TierraDocument26 paginiNTC 2206 Sistema de Puesta A TierraNicolas AvellanedaÎncă nu există evaluări
- NTC5521Document10 paginiNTC5521Camilo HernándezÎncă nu există evaluări
- Ntc1057 Valores Nominales de Las Potencias AparentesDocument4 paginiNtc1057 Valores Nominales de Las Potencias AparentesMauricio Zapata QuintanaÎncă nu există evaluări
- Certificado BT TytDocument2 paginiCertificado BT Tytmigue0427Încă nu există evaluări
- LA326Document3 paginiLA326Wilman Morales TorresÎncă nu există evaluări
- NTC1730Document14 paginiNTC1730Brettziitho RodriguezÎncă nu există evaluări
- Cables Telefónicos para Planta ExternaDocument5 paginiCables Telefónicos para Planta ExternaAriadna FloresÎncă nu există evaluări
- Et TD Me05 08 Cortacircuito - 3 - EtapasDocument16 paginiEt TD Me05 08 Cortacircuito - 3 - EtapasCarlos Augusto VieiraÎncă nu există evaluări
- NTC1954Document7 paginiNTC1954Diana CelyÎncă nu există evaluări
- Et - Media Tension (MT)Document10 paginiEt - Media Tension (MT)MARCO SILVA CABREJOÎncă nu există evaluări
- Normas Ance PDFDocument6 paginiNormas Ance PDFurielÎncă nu există evaluări
- Practica 1Document3 paginiPractica 1Javier VeintimillaÎncă nu există evaluări
- Manual de DucterDocument4 paginiManual de DucterAriel Martinez NÎncă nu există evaluări
- Api 1104 Espaol1Document79 paginiApi 1104 Espaol1Toniase Guimaraes Barros0% (1)
- Tabla de Ampacidad para Cable AWG o MCM PDFDocument2 paginiTabla de Ampacidad para Cable AWG o MCM PDFRenny100% (1)
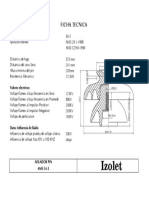
- Fichas Tecnicas - Aislador de Ceramica 56-3 - IzoletDocument1 paginăFichas Tecnicas - Aislador de Ceramica 56-3 - IzoletPedro BuitragoÎncă nu există evaluări
- Calculo de Porcentaje de Ocupacion de Bandeja PDFDocument19 paginiCalculo de Porcentaje de Ocupacion de Bandeja PDFDar Win0% (1)
- Catálogo Globaltec 2021Document96 paginiCatálogo Globaltec 2021geilibeth94Încă nu există evaluări
- NMX J 102 Ance 20056Document5 paginiNMX J 102 Ance 20056Fernando TamayoÎncă nu există evaluări
- Especificaciones Técnicas de Transformador Pedestal Rymel de 150 KvaDocument3 paginiEspecificaciones Técnicas de Transformador Pedestal Rymel de 150 KvaAdita RicaldiÎncă nu există evaluări
- Aisladores de PorcelanaDocument27 paginiAisladores de PorcelanaTitoMindaÎncă nu există evaluări
- NTC 3657 Perdidas Maximas en BalastosDocument6 paginiNTC 3657 Perdidas Maximas en BalastosGiovanny BuitragoÎncă nu există evaluări
- CFE V3000-30 Bus de Fase Aislada Trifásico para Centrales GeneradorasDocument1 paginăCFE V3000-30 Bus de Fase Aislada Trifásico para Centrales GeneradorasMario PaconÎncă nu există evaluări
- 5.147 Cfe-Lts-Cre-160398 Esp. para Diseño de RegistrosDocument15 pagini5.147 Cfe-Lts-Cre-160398 Esp. para Diseño de RegistrosIng Ricardo HernándezÎncă nu există evaluări
- Tabla de Datos Técnicos Garantizados Conductor de Aleacion de Aluminio Tipo Aaac 740Document1 paginăTabla de Datos Técnicos Garantizados Conductor de Aleacion de Aluminio Tipo Aaac 740reynaldorxÎncă nu există evaluări
- A - Cpc-07355-18 Diseños Metalmecánicos OriginalDocument2 paginiA - Cpc-07355-18 Diseños Metalmecánicos Originalguillermo naranjoÎncă nu există evaluări
- Ensayos Acreditado de Puestas A Tierras TemporalesDocument5 paginiEnsayos Acreditado de Puestas A Tierras TemporalesAndres SuazaÎncă nu există evaluări
- Folleto Técnico - UT595Document2 paginiFolleto Técnico - UT595Victor FretteÎncă nu există evaluări
- RA7 118NormaArrarrescablecubierto PDFDocument5 paginiRA7 118NormaArrarrescablecubierto PDFANDRÉS MAURICIO GÓMEZ GUAPACHAÎncă nu există evaluări
- Et 602Document6 paginiEt 602Coneltec Cel14Încă nu există evaluări
- ET601 Ductos Metálicos GalvanizadosDocument8 paginiET601 Ductos Metálicos GalvanizadosJesus GomezÎncă nu există evaluări
- Especificaciones Tecnicas I. ElectricasDocument34 paginiEspecificaciones Tecnicas I. Electricasjenny huanccoÎncă nu există evaluări
- Tubo Serie IMCDocument1 paginăTubo Serie IMCMavi Ord RojasÎncă nu există evaluări
- Barras Cuadradas, Redondas y Pletinas Acero Laminadas en Caliente RequisitosDocument11 paginiBarras Cuadradas, Redondas y Pletinas Acero Laminadas en Caliente RequisitosL-AÎncă nu există evaluări
- FICHA TECNICA Tubería Conduit IMCDocument4 paginiFICHA TECNICA Tubería Conduit IMCCésar Solórzano Canales0% (1)
- 12.-Tuberia y Accesorios Emt Marca NaviaDocument16 pagini12.-Tuberia y Accesorios Emt Marca NaviaELECTROBIEDERMAN CONTRATISTAS GENERALESÎncă nu există evaluări
- NTC1645Document31 paginiNTC1645jeigocÎncă nu există evaluări
- Tubos Conduit - ElectricoDocument13 paginiTubos Conduit - ElectricoIngeniero mecanico F.N.I.Încă nu există evaluări
- Practica de Laboratorio 2 METROLOGIADocument8 paginiPractica de Laboratorio 2 METROLOGIAvictor hugo escobar urregoÎncă nu există evaluări
- Soldadura Principio 5EDocument28 paginiSoldadura Principio 5EJhon JunesÎncă nu există evaluări
- Cotizacion Ferreteria QuintanaDocument7 paginiCotizacion Ferreteria QuintanaJean Harold Rojas GuevaraÎncă nu există evaluări
- Viviendaunifamiliar Laura Alvarez Campana Instalacion SanitariaDocument11 paginiViviendaunifamiliar Laura Alvarez Campana Instalacion SanitariaYuber Tacuri CristobalÎncă nu există evaluări
- CanaletasDocument5 paginiCanaletasjulio alexisÎncă nu există evaluări
- 1 - Electrónica de PotenciaDocument20 pagini1 - Electrónica de PotenciaFrancisco DiazÎncă nu există evaluări
- Patente Productos Conformados Con Fibras de Cemento y Fibras de Refuerzo para Dichos ProductosDocument14 paginiPatente Productos Conformados Con Fibras de Cemento y Fibras de Refuerzo para Dichos ProductosMauro GelmiÎncă nu există evaluări
- Diseno de Viga Doblemente Reforzada ACIDocument9 paginiDiseno de Viga Doblemente Reforzada ACIOswaldo SuárezÎncă nu există evaluări
- VorteX 6-220V Manual-SPANISH Low Res - 081420Document16 paginiVorteX 6-220V Manual-SPANISH Low Res - 081420Amelia Sofía Sanhueza GrandónÎncă nu există evaluări
- 02.12. - Metrado Cerco Perimetrico PTARDocument3 pagini02.12. - Metrado Cerco Perimetrico PTARsergioÎncă nu există evaluări
- Wolframio: HistoriaDocument28 paginiWolframio: HistoriaMonica LeonÎncă nu există evaluări
- Acero SISA CR8 PDFDocument2 paginiAcero SISA CR8 PDFSaul Saldana LoyaÎncă nu există evaluări
- Montaje y Procedimiento ExperimentalDocument3 paginiMontaje y Procedimiento ExperimentalJuan Pablo Medina EllenaÎncă nu există evaluări
- Manual Bomba QuadDocument36 paginiManual Bomba QuadljkÎncă nu există evaluări
- Destilacion FlashDocument1 paginăDestilacion Flashrene123456789eduardoÎncă nu există evaluări
- WPS PernosDocument1 paginăWPS PernosCharlyÎncă nu există evaluări
- Memoria de Calculo RuraliaDocument13 paginiMemoria de Calculo RuraliaatilaÎncă nu există evaluări
- Faja TransportadoraDocument43 paginiFaja TransportadoraJavier Rosales GranadosÎncă nu există evaluări
- Guia #6 de Quimica 6 PDFDocument9 paginiGuia #6 de Quimica 6 PDFJéssica SánchezÎncă nu există evaluări
- HelicalDocument3 paginiHelicalJanio Colmenares RojasÎncă nu există evaluări
- Flujograma Pilas - DMGDocument4 paginiFlujograma Pilas - DMGValentina PelaezÎncă nu există evaluări
- Actividades - Metodos de Fraccionamiento de FaseDocument3 paginiActividades - Metodos de Fraccionamiento de Fasevarela_manuelaÎncă nu există evaluări
- MANUALES PREVENCIÓN - Talleres - Reparacion - Vehiculos - Web - Pliegos PDFDocument33 paginiMANUALES PREVENCIÓN - Talleres - Reparacion - Vehiculos - Web - Pliegos PDFPedroÎncă nu există evaluări
- Numeración de Electrodos - Información Técnica - Corte y SoldaduraDocument2 paginiNumeración de Electrodos - Información Técnica - Corte y Soldadurajoseluis83Încă nu există evaluări
- Clase 5 - Cargas en Puentes ActDocument18 paginiClase 5 - Cargas en Puentes ActJuan Carlos YupayccanaÎncă nu există evaluări
- Inventario Lubricantes MayoDocument1 paginăInventario Lubricantes MayoYeison Camilo Zapata DavidÎncă nu există evaluări
- Ejercicios NaturalesDocument2 paginiEjercicios NaturalesGabriel AmadioÎncă nu există evaluări
- Unidad 2Document15 paginiUnidad 2Joel Hurtado MarchenaÎncă nu există evaluări
- Cuestionario Pre PrensaDocument13 paginiCuestionario Pre PrensaDanyAnabel MaldonadoÎncă nu există evaluări
- Cap. 6 Armaduras PDFDocument28 paginiCap. 6 Armaduras PDFJuan Jose MF100% (1)
- Texto 9Document18 paginiTexto 9Anyel Juarez DelgadoÎncă nu există evaluări
- Estudio de Elementos RoscadosDocument6 paginiEstudio de Elementos RoscadosJaime ChavezÎncă nu există evaluări