S-ar putea să vă placă și
- Brides Tableaux DimensionsDocument2 paginiBrides Tableaux Dimensionsedima79Încă nu există evaluări
- Azolla ZS 100 PDFDocument1 paginăAzolla ZS 100 PDFGroupe Rosat100% (1)
- Pipe Size AsmeDocument2 paginiPipe Size AsmetalparadipakÎncă nu există evaluări
- Aide Mémoire Groupe Matériaux Et Choix Métaux D'apportDocument4 paginiAide Mémoire Groupe Matériaux Et Choix Métaux D'apportmail_younes6592Încă nu există evaluări
- Norme Européenne: NF EN 10028-6Document14 paginiNorme Européenne: NF EN 10028-6Noureddine SemaraÎncă nu există evaluări
- Fiche Techniques VCDocument14 paginiFiche Techniques VCAbdeldjalil Ferhati0% (1)
- Catalogue ChambrierDocument100 paginiCatalogue Chambrierpatrick charpiatÎncă nu există evaluări
- Fiche Technique Acier Corten S355J2WPDocument3 paginiFiche Technique Acier Corten S355J2WPkehihaÎncă nu există evaluări
- Électrodes Rutiles SoudageDocument1 paginăÉlectrodes Rutiles SoudageSimo SeprobÎncă nu există evaluări
- Produit RaccordDocument22 paginiProduit RaccordAnonymous NonQwK3qL2Încă nu există evaluări
- CH1 Position de La Reparation en Maintenance PDFDocument6 paginiCH1 Position de La Reparation en Maintenance PDFBen MahÎncă nu există evaluări
- 07 590 Conversions Tableau de Correspondance Des Metaux Et AlliagesDocument4 pagini07 590 Conversions Tableau de Correspondance Des Metaux Et Alliagesnovocaine67Încă nu există evaluări
- Brides Inox - FG INOXDocument12 paginiBrides Inox - FG INOXFGINOXÎncă nu există evaluări
- PGS-JOBN-190587-MAN-DOC-001-00-Plan de Contrôle Qualité - Inspection Tes...Document8 paginiPGS-JOBN-190587-MAN-DOC-001-00-Plan de Contrôle Qualité - Inspection Tes...Houssem EttwilÎncă nu există evaluări
- Assemblages Par SoudureDocument18 paginiAssemblages Par SoudureMohamed RougabÎncă nu există evaluări
- Classement Fem Fem Classification 0 1Document2 paginiClassement Fem Fem Classification 0 1Mejda KÎncă nu există evaluări
- Ecran Flottant Interne - LARCO PDFDocument1 paginăEcran Flottant Interne - LARCO PDFSacre EwaÎncă nu există evaluări
- Presse A Huile de PalmeDocument4 paginiPresse A Huile de PalmeZena SamÎncă nu există evaluări
- Caractéristiques: GénéralitésDocument12 paginiCaractéristiques: GénéralitésLE BARONÎncă nu există evaluări
- Logitrace V14bDocument2 paginiLogitrace V14bBelzébuthAbscisseÎncă nu există evaluări
- Produits Métalliques: NF EN 10204Document10 paginiProduits Métalliques: NF EN 10204OULD MATOUK AbdellahaÎncă nu există evaluări
- TP Alesage Nez de Broche CorrigéDocument10 paginiTP Alesage Nez de Broche CorrigélachhelÎncă nu există evaluări
- Harmony PDFDocument57 paginiHarmony PDFEl Haj BenazzouzÎncă nu există evaluări
- Materiaux Des JointsDocument3 paginiMateriaux Des Jointssosi2020Încă nu există evaluări
- Montage Entretien CouronnesDocument8 paginiMontage Entretien CouronnesSaadEddine AtifÎncă nu există evaluări
- Rail 11 16Document6 paginiRail 11 16Anonymous vGKYNSPÎncă nu există evaluări
- Situation Facture n07 22.06.2022Document14 paginiSituation Facture n07 22.06.2022mohaÎncă nu există evaluări
- Profils NervurésDocument7 paginiProfils NervurésAnisÎncă nu există evaluări
- IMACABDocument74 paginiIMACABRabia MrichaÎncă nu există evaluări
- FT Raccord Inox Embouti ZSM PDFDocument2 paginiFT Raccord Inox Embouti ZSM PDFMessouaf FouadÎncă nu există evaluări
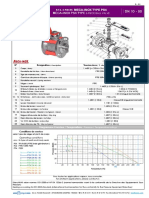
- Bimex 04 200 Vanne Papillon Informations UtilesDocument1 paginăBimex 04 200 Vanne Papillon Informations UtilesalainÎncă nu există evaluări
- Peugeot 407 1,6L HDI - Remplissage Du Réservoir de CérineDocument11 paginiPeugeot 407 1,6L HDI - Remplissage Du Réservoir de Cérinedjamel76610100% (2)
- Qu'Est Ce Que Le Facteur de Marche D'un Poste À SouderDocument9 paginiQu'Est Ce Que Le Facteur de Marche D'un Poste À SouderMahdi HocineÎncă nu există evaluări
- IMP 340.D Avis de Transfert Matériel GCBDocument35 paginiIMP 340.D Avis de Transfert Matériel GCBالحق احمدÎncă nu există evaluări
- Partie CalculDocument28 paginiPartie CalculMustaphaÎncă nu există evaluări
- Chloric CCDocument1 paginăChloric CCFarÎncă nu există evaluări
- 2021 - Catalogue F2RDocument192 pagini2021 - Catalogue F2RSOLUTEC SARLÎncă nu există evaluări
- Poutrelle UpnDocument1 paginăPoutrelle UpnbederinadmlÎncă nu există evaluări
- EPOCH 600 - Basic Operation (FR)Document66 paginiEPOCH 600 - Basic Operation (FR)Danem HalasÎncă nu există evaluări
- 6 Pulve Qualite Eau4537200404490356646Document42 pagini6 Pulve Qualite Eau4537200404490356646Mohamed El BoualayeÎncă nu există evaluări
- Turbo Oil T 46Document3 paginiTurbo Oil T 46greendayzareÎncă nu există evaluări
- Img 20190307 0002Document42 paginiImg 20190307 0002Frank BullitÎncă nu există evaluări
- Iso 4063Document1 paginăIso 4063Vivien EmeraldoÎncă nu există evaluări
- Equivalence NormesDocument1 paginăEquivalence NormesNarHelliÎncă nu există evaluări
- Catalogue EnerpacDocument16 paginiCatalogue EnerpacFirstproÎncă nu există evaluări
- Chap Robinet Tournant SpheriqueDocument40 paginiChap Robinet Tournant SpheriquelyesÎncă nu există evaluări
- Offre de Prix SARSAR-SCHE AON° 37 PDFDocument9 paginiOffre de Prix SARSAR-SCHE AON° 37 PDFbourichÎncă nu există evaluări
- Mode D'emploi DiviseurDocument6 paginiMode D'emploi DiviseurNassro ZiadÎncă nu există evaluări
- Choix D'un AccouplementDocument4 paginiChoix D'un AccouplementSlim KanounÎncă nu există evaluări
- Cour 2Document24 paginiCour 2Houssem Eddine HizemÎncă nu există evaluări
- Mill Test Certificat #62 Client Spa Armatures Technique AmagerieDocument1 paginăMill Test Certificat #62 Client Spa Armatures Technique AmagerieSaidi NadjimÎncă nu există evaluări
- Celtic 20 Frans (HLD190)Document43 paginiCeltic 20 Frans (HLD190)herizo ProfessionalÎncă nu există evaluări
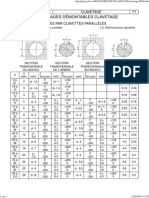
- ClavetageDocument5 paginiClavetagejjh38Încă nu există evaluări
- CCTP Ariana - Raoued-Grand Tunis-DepolmedDocument88 paginiCCTP Ariana - Raoued-Grand Tunis-DepolmedAmine TOUNSIÎncă nu există evaluări
- PCM PumpDocument7 paginiPCM PumpOncstGabesÎncă nu există evaluări
- MatériauxDocument144 paginiMatériauxsemvpmÎncă nu există evaluări
- Leroy Somer Catalogue General Pompes PDFDocument319 paginiLeroy Somer Catalogue General Pompes PDFElvire OssofiÎncă nu există evaluări
- Charpente Metallique DevisxlsxDocument1 paginăCharpente Metallique DevisxlsxAlba Rigz100% (1)
- ABRAfrance Creusabro 4800 FRDocument3 paginiABRAfrance Creusabro 4800 FRAyman MarkÎncă nu există evaluări
- Dillidur400v 05 2011 FDocument4 paginiDillidur400v 05 2011 FFerdak AmineÎncă nu există evaluări
- Fiche Technique DURSTEELDocument4 paginiFiche Technique DURSTEELAnisÎncă nu există evaluări
- Notice Utilisation Elingue LevacDocument20 paginiNotice Utilisation Elingue Levacbuffle08Încă nu există evaluări
- Grua 35tonDocument16 paginiGrua 35tondanielbustÎncă nu există evaluări
- Mise en Oeuvre Du Cable Mise À La Terre PDFDocument36 paginiMise en Oeuvre Du Cable Mise À La Terre PDFMohamedLashab100% (1)
- 6th Central Pay Commission Salary CalculatorDocument15 pagini6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Assemblage Boulonné ISO Non PrécontraintDocument6 paginiAssemblage Boulonné ISO Non PrécontraintSalaheddine OURÎncă nu există evaluări
- Vormelek Lespakket Aarding FRDocument3 paginiVormelek Lespakket Aarding FRAnisÎncă nu există evaluări
- Dimensionnement D Un Systeme D EntrainementDocument11 paginiDimensionnement D Un Systeme D Entrainementmahdi hadhriÎncă nu există evaluări
- Electroerosion Et Usinage Electrochimique ProfDocument3 paginiElectroerosion Et Usinage Electrochimique ProfAnisÎncă nu există evaluări
- DT 97 InspectionMaintenanceReservoirsCryogeniquesDocument64 paginiDT 97 InspectionMaintenanceReservoirsCryogeniquesLahlou DahmaniÎncă nu există evaluări
- Profils NervurésDocument7 paginiProfils NervurésAnisÎncă nu există evaluări
- Metaux DesignationDocument3 paginiMetaux DesignationAnisÎncă nu există evaluări
- Rapport Pepsi IbtissamDocument46 paginiRapport Pepsi IbtissamSalma TarhlaouiÎncă nu există evaluări
- Chapitre 2 Extraction, Séparation Et Identification Des Espèces Chimiques, Cours, Activités, Exercices D'application, TCS BIOF, PR JENKAL RACHIDDocument9 paginiChapitre 2 Extraction, Séparation Et Identification Des Espèces Chimiques, Cours, Activités, Exercices D'application, TCS BIOF, PR JENKAL RACHIDdaggoudaggouÎncă nu există evaluări
- Introduction À La Résistance Des Matériaux - Cours BTPDocument10 paginiIntroduction À La Résistance Des Matériaux - Cours BTPRecrutement RecrutementÎncă nu există evaluări
- 2012 Bef SP SujetDocument4 pagini2012 Bef SP SujetHbn S'hraÎncă nu există evaluări
- TpraynmenDocument16 paginiTpraynmenAbderrahmane HabbadiÎncă nu există evaluări
- Archive The58647Document110 paginiArchive The58647oussamaÎncă nu există evaluări
- Degrement Dictionnaire-FR-En-Lexique-Technique-de-l-Eau Water Treatment PDFDocument141 paginiDegrement Dictionnaire-FR-En-Lexique-Technique-de-l-Eau Water Treatment PDFbob_rocksÎncă nu există evaluări
- Liste Pages Bleues Globale 2022Document11 paginiListe Pages Bleues Globale 2022Dr. Chekir AmiraÎncă nu există evaluări
- Décembre 2013: Normes en Ligne Pour: Eurarma Client: 4203300 Commande: N20131213-103865 Le: 12/03/2014 À 17:54Document21 paginiDécembre 2013: Normes en Ligne Pour: Eurarma Client: 4203300 Commande: N20131213-103865 Le: 12/03/2014 À 17:54Sébastien Miclot100% (1)
- Cuenod Catalogue 2012 2013 PDFDocument128 paginiCuenod Catalogue 2012 2013 PDFe-genieclimatique.comÎncă nu există evaluări
- SVT 6ème - L5 - LES FACTEURS DE CROISSANCE CHEZ LES PLANTES A FLEURSDocument10 paginiSVT 6ème - L5 - LES FACTEURS DE CROISSANCE CHEZ LES PLANTES A FLEURSgbamhurbainÎncă nu există evaluări
- ?physiologie ?Document67 pagini?physiologie ?Espoir EDOHÎncă nu există evaluări
- Constitution DP & DFT Formulaires DGMDocument4 paginiConstitution DP & DFT Formulaires DGMOlss BbzoÎncă nu există evaluări
- Travaux Pratiques de Le ThermodynamiqueDocument54 paginiTravaux Pratiques de Le ThermodynamiqueChaimaa AderbazÎncă nu există evaluări
- Les Miracles Mathematiques de DieuDocument38 paginiLes Miracles Mathematiques de DieubabisoÎncă nu există evaluări
- Projet D'examen: ThemeDocument4 paginiProjet D'examen: ThemeAbdou OualiÎncă nu există evaluări
- RDM2 Hadj-MiloudDocument114 paginiRDM2 Hadj-MiloudTebassi Hamid100% (1)
- TTI 4 Et 12 - PresentationDocument16 paginiTTI 4 Et 12 - PresentationImene MechkourÎncă nu există evaluări
- TP Master Ma 21-22 S2Document47 paginiTP Master Ma 21-22 S2Ayoub BÎncă nu există evaluări
- Rapport de StageDocument19 paginiRapport de StageTurki DallaliÎncă nu există evaluări
- Procédé de PassivationDocument1 paginăProcédé de Passivationmbe josephÎncă nu există evaluări
- Cours Résumé ThermodyDocument18 paginiCours Résumé Thermodyhabib benahmedÎncă nu există evaluări
- AtomistiqueDocument91 paginiAtomistiqueImadeddine Grouh100% (3)
- Chap 5 Qualité Des Eaux D'irrigationDocument6 paginiChap 5 Qualité Des Eaux D'irrigationdjafarÎncă nu există evaluări
- AutorisationDocument31 paginiAutorisationalainÎncă nu există evaluări
- 1devoir 5EME - PDF PCT392Document4 pagini1devoir 5EME - PDF PCT392Issaka BarryÎncă nu există evaluări
- MP CHIMIE MINES 1 2008.extrait PDFDocument4 paginiMP CHIMIE MINES 1 2008.extrait PDFkmeriemÎncă nu există evaluări
- ArrisDocument200 paginiArrisNina NoniÎncă nu există evaluări
- Bensalem SEDocument67 paginiBensalem SEYouness El YousfiÎncă nu există evaluări
- Preparation Et Caracterisation de Memebranes Poreuses en HDPEDocument108 paginiPreparation Et Caracterisation de Memebranes Poreuses en HDPEABBY BÎncă nu există evaluări