S-ar putea să vă placă și
- Diseño de Uniones SoldadasDocument15 paginiDiseño de Uniones SoldadasTomásMarínMeryÎncă nu există evaluări
- Tolerancia de Elementos RoscadosDocument4 paginiTolerancia de Elementos RoscadosOliver Mendez CubaÎncă nu există evaluări
- Tabla de Aceros PDFDocument4 paginiTabla de Aceros PDFMiguel Angel Cejas VillodresÎncă nu există evaluări
- Precalentamiento AWS D.1. 1. INDURA PDFDocument31 paginiPrecalentamiento AWS D.1. 1. INDURA PDFFrancoAcevedoPascualÎncă nu există evaluări
- Asme Viii Div 2Document13 paginiAsme Viii Div 2afcn72Încă nu există evaluări
- Cuaderno Del Ingeniero N° 12 - Metodos de Análisis Sismico I Método Estatico EquivalenteDocument14 paginiCuaderno Del Ingeniero N° 12 - Metodos de Análisis Sismico I Método Estatico Equivalentehersar0% (1)
- ES-1225 Rev.2Document16 paginiES-1225 Rev.2Yetzael VásquezÎncă nu există evaluări
- Reductores FlendersDocument75 paginiReductores Flendersalberto100% (1)
- Catalogo Alambres Tubulares FCAWDocument17 paginiCatalogo Alambres Tubulares FCAWLeyniz York Arias LlanosÎncă nu există evaluări
- Equivalencias Aceros PDFDocument1 paginăEquivalencias Aceros PDFAndres Felipe Galvis Acevedo100% (2)
- Acero 5160Document1 paginăAcero 5160yersontoroÎncă nu există evaluări
- Chavetas Paralelas DIN 6885Document2 paginiChavetas Paralelas DIN 6885MARCO FIDEL SUAREZ BURGOS100% (1)
- Tablas de Dureza PDFDocument1 paginăTablas de Dureza PDFkatuoÎncă nu există evaluări
- Tabla de Picos OxicorteDocument2 paginiTabla de Picos OxicorteAlessandre Oliveira100% (1)
- Bronces EspecialesDocument28 paginiBronces Especialesbravico26Încă nu există evaluări
- Roscas y elementos de fijaciónDocument22 paginiRoscas y elementos de fijaciónGregory Ary Carranza SolanoÎncă nu există evaluări
- Sistemas de ajuste y toleranciasDocument30 paginiSistemas de ajuste y toleranciasJuan Sebastian Cruz Mejia100% (3)
- Tabla BroncesDocument8 paginiTabla Broncesmaestranza gamaÎncă nu există evaluări
- Codigos MDocument15 paginiCodigos MLuis VazquezÎncă nu există evaluări
- Calculo de Roscas en TornoDocument30 paginiCalculo de Roscas en TornoJesus OlivaresÎncă nu există evaluări
- Catalogo Linea SuperiorDocument80 paginiCatalogo Linea SuperiorCesar SepulvedaÎncă nu există evaluări
- Bronces Medellín presenta alternativa en producción de barras y bujes de bronceDocument29 paginiBronces Medellín presenta alternativa en producción de barras y bujes de bronceRaul Tobon100% (1)
- 2 Flujo Tuberias PresurizadasDocument20 pagini2 Flujo Tuberias PresurizadasDIEGO ARMANDO MONTOYA MEREGILDOÎncă nu există evaluări
- Microestructuras Acero 52100 y Acero D2Document9 paginiMicroestructuras Acero 52100 y Acero D2Eliseo Hernández DuránÎncă nu există evaluări
- Tabela de RoscasDocument20 paginiTabela de RoscasWellington BeneditoÎncă nu există evaluări
- Representación de roscas en diseños mecánicosDocument14 paginiRepresentación de roscas en diseños mecánicosMarcos Calderon FloresÎncă nu există evaluări
- Aceros de Alta Resistencia. Aplicaciones TERNIUM SIDERARDocument9 paginiAceros de Alta Resistencia. Aplicaciones TERNIUM SIDERARCristian NoriegaÎncă nu există evaluări
- Especificaciones Acero AISI 4140Document1 paginăEspecificaciones Acero AISI 4140reynviu0% (1)
- Tablas de Acero AsmeDocument1 paginăTablas de Acero AsmetyronepÎncă nu există evaluări
- Ejercicio de Fresa CNCDocument3 paginiEjercicio de Fresa CNCMilagros Fernandes RodrigesÎncă nu există evaluări
- Tri-Braze Spanish SheetDocument2 paginiTri-Braze Spanish SheetJohn GonzalezÎncă nu există evaluări
- Problemas de SoldaduraDocument17 paginiProblemas de SoldaduraVeintidós MarzoÎncă nu există evaluări
- Tabla Comparativa de AcerosDocument2 paginiTabla Comparativa de AcerosIrvin AlarcónÎncă nu există evaluări
- Ficha Tecnica Acero S355JRDocument1 paginăFicha Tecnica Acero S355JRLuis Silva NavarroÎncă nu există evaluări
- Velocidades y avances óptimos para corte en tornoDocument5 paginiVelocidades y avances óptimos para corte en tornoDaniel CJ Juk0% (1)
- Analisis de Tension Fusible MecanicoDocument6 paginiAnalisis de Tension Fusible MecanicoPablo Bedoya CanoÎncă nu există evaluări
- Tecnología de MoleteadoDocument68 paginiTecnología de Moleteadosantiago100% (1)
- AstmDocument3 paginiAstmMichael RcfÎncă nu există evaluări
- DuraluminioDocument6 paginiDuraluminioWalter Jose Moreno EscalanteÎncă nu există evaluări
- Iram Ias U 500 106 CharpyDocument12 paginiIram Ias U 500 106 CharpyRodriguezAnibalAdrianÎncă nu există evaluări
- Manual de Aceros Inoxidables InduraDocument72 paginiManual de Aceros Inoxidables InduraPedro Carrasco100% (2)
- Din 125-BDocument18 paginiDin 125-Bchris vilguzÎncă nu există evaluări
- Características de Identificación para Tornillos Estructurales de AceroDocument8 paginiCaracterísticas de Identificación para Tornillos Estructurales de AceroGustavo AdolfoÎncă nu există evaluări
- Acero Al Carbono Con Alto Contenido de CromoDocument3 paginiAcero Al Carbono Con Alto Contenido de CromoKarla Ramos RodriguezÎncă nu există evaluări
- Procesos y Tecnología para la Fundición de MetalesDocument4 paginiProcesos y Tecnología para la Fundición de MetalesPatoÎncă nu există evaluări
- Hoja Procesos Cubo 1 3Document4 paginiHoja Procesos Cubo 1 3Xavier GuillenÎncă nu există evaluări
- Tabla Comparativa de Normas Internacionales de Aceros de CalidadDocument1 paginăTabla Comparativa de Normas Internacionales de Aceros de Calidadisai100% (1)
- Ruedas Dentadas para CadenasDocument2 paginiRuedas Dentadas para Cadenasferracko13Încă nu există evaluări
- Ensamble de Rueda ExplosionadaDocument1 paginăEnsamble de Rueda ExplosionadaCARLOS REYESÎncă nu există evaluări
- PDF Prueba para Tuberos Ver2 CompressDocument3 paginiPDF Prueba para Tuberos Ver2 CompressPerci Elvis IIÎncă nu există evaluări
- Duraluminio 7075: Composicion QuimicaDocument1 paginăDuraluminio 7075: Composicion QuimicafelixÎncă nu există evaluări
- Es Co Cr MoforgeDocument2 paginiEs Co Cr MoforgeMariu Rios CondeÎncă nu există evaluări
- Migfil Serie 400Document1 paginăMigfil Serie 400Franklin Aranda ChacónÎncă nu există evaluări
- Aceros Especiales 9840 PDFDocument11 paginiAceros Especiales 9840 PDFOrlandoRiosÎncă nu există evaluări
- Es Ta6v Eli FT011.0Document2 paginiEs Ta6v Eli FT011.0Marco Mejia RuízÎncă nu există evaluări
- Barra Aluminio 7075 T6 Redonda PDFDocument2 paginiBarra Aluminio 7075 T6 Redonda PDFChristian Reséndiz RamírezÎncă nu există evaluări
- Castrol-Optigear BMDocument4 paginiCastrol-Optigear BMCristian Alejandro SalvatierraÎncă nu există evaluări
- Barra Aluminio 7075 t6 RedondaDocument2 paginiBarra Aluminio 7075 t6 RedondaKhryztyan Resendiz RamirezÎncă nu există evaluări
- Barra Al 7075 T6 Ficha TécnicaDocument2 paginiBarra Al 7075 T6 Ficha TécnicaMARIA JOSEÎncă nu există evaluări
- Barra Aluminio 7075 T6 Redonda PDFDocument2 paginiBarra Aluminio 7075 T6 Redonda PDFJohnny Diaz VargasÎncă nu există evaluări
- Barra Aluminio 7075 T6 Redonda PDFDocument2 paginiBarra Aluminio 7075 T6 Redonda PDFJohnny Diaz VargasÎncă nu există evaluări
- ISO VG 320 - ReductoresDocument3 paginiISO VG 320 - ReductoresmtperaltacemoÎncă nu există evaluări
- Cabillas SIDETUR: especificaciones, propiedades y toleranciasDocument2 paginiCabillas SIDETUR: especificaciones, propiedades y toleranciasRicardoÎncă nu există evaluări
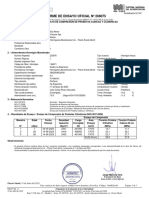
- Informe de Ensayo Oficial #268075Document1 paginăInforme de Ensayo Oficial #268075Volcano ConstruccionesÎncă nu există evaluări
- Cemento refractario MP1Document2 paginiCemento refractario MP1AlexÎncă nu există evaluări
- Unidad 2. Metalicos EmpacadosDocument20 paginiUnidad 2. Metalicos EmpacadosFabiola MistageÎncă nu există evaluări
- Capacitacion StopkitDocument18 paginiCapacitacion StopkitEsteban Mesa EscandonÎncă nu există evaluări
- Resumen de ActividadesDocument1 paginăResumen de ActividadesKarol EspinelÎncă nu există evaluări
- Vista Previa - Análisis de Precios UnitariosDocument1 paginăVista Previa - Análisis de Precios UnitariosFran CodigoÎncă nu există evaluări
- Precios unitarios de obras de construcciónDocument132 paginiPrecios unitarios de obras de construcciónPedro Cuzco ZúñigaÎncă nu există evaluări
- Reparacion General de Tanques Año 2008 Lista Final de Trabajo (L.F.T.)Document26 paginiReparacion General de Tanques Año 2008 Lista Final de Trabajo (L.F.T.)jose corrosionÎncă nu există evaluări
- Presupuesto Aprobado - Patio de LavadoDocument2 paginiPresupuesto Aprobado - Patio de LavadojeffersonÎncă nu există evaluări
- Geberit Silent-Db2008Document20 paginiGeberit Silent-Db2008albertoÎncă nu există evaluări
- UNIDAD V Tecsup Soldadura.Document6 paginiUNIDAD V Tecsup Soldadura.FrancoAcevedoPascualÎncă nu există evaluări
- Resistencia A La Compresion de Cilindros y Barras de Acero en TensionDocument11 paginiResistencia A La Compresion de Cilindros y Barras de Acero en TensionJavier Simón Domingo CarreraÎncă nu există evaluări
- 1.2. Generalidades Del HormigónDocument11 pagini1.2. Generalidades Del HormigónEve Sossa MamaniÎncă nu există evaluări
- Diseño Estructural Reservorio Con GeomembranaDocument19 paginiDiseño Estructural Reservorio Con GeomembranaCjmiguel MiguelÎncă nu există evaluări
- 02 Tarifa Gas Natural MulticapaDocument8 pagini02 Tarifa Gas Natural MulticapaJhony Santisteban SuclupeÎncă nu există evaluări
- ADICIONESDocument15 paginiADICIONESPaul Benavides VargasÎncă nu există evaluări
- RCC - PTAP Cajón Cabezal Canal-SignedDocument1 paginăRCC - PTAP Cajón Cabezal Canal-SignedEvelynGavilanezÎncă nu există evaluări
- Tema 1. El Sector de 1 Transformación de La Madera en Galicia, España y EuropaDocument17 paginiTema 1. El Sector de 1 Transformación de La Madera en Galicia, España y EuropaNuriaÎncă nu există evaluări
- Act 7 Opc 1 Sistemas IntegradosDocument2 paginiAct 7 Opc 1 Sistemas IntegradosJose MiguelÎncă nu există evaluări
- CRONOGRAMASDocument11 paginiCRONOGRAMASCarlosÎncă nu există evaluări
- Carpinteria MetalicaDocument54 paginiCarpinteria MetalicayulyÎncă nu există evaluări
- Mortero de CementoDocument8 paginiMortero de CementoBianca Paola Castro PaniaguaÎncă nu există evaluări
- Instrucciones Tifoo Silver - Star Es CopiadoDocument3 paginiInstrucciones Tifoo Silver - Star Es CopiadoLuis Manuel Gonzalez FernandezÎncă nu există evaluări
- Ejemplo Memoria Calculo LosaDocument6 paginiEjemplo Memoria Calculo LosavictorÎncă nu există evaluări
- Mallas Acero InoxidableDocument2 paginiMallas Acero InoxidableMaintenanceÎncă nu există evaluări
- FT - Relieve Pulidas Andalucia Gris - Gris V Arroz 40x40x7 CMDocument2 paginiFT - Relieve Pulidas Andalucia Gris - Gris V Arroz 40x40x7 CMvazconnyÎncă nu există evaluări
- Api 601Document2 paginiApi 601ING HARRINSON FERREBUSÎncă nu există evaluări