S-ar putea să vă placă și
- The+Conversational+Hypnosis+Code+Digital Book PDFDocument681 paginiThe+Conversational+Hypnosis+Code+Digital Book PDFRudolfSianto100% (2)
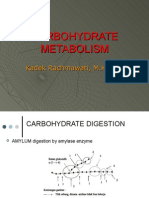
- Carbohydrate MetabolismDocument38 paginiCarbohydrate Metabolismwidya nurrohmanÎncă nu există evaluări
- Alternative ADHD TreatmentDocument3 paginiAlternative ADHD TreatmentCindy VanegasÎncă nu există evaluări
- TractatusDocument185 paginiTractatusSattyaki BasuÎncă nu există evaluări
- Design Practices - DrumsDocument32 paginiDesign Practices - Drumsagarwalashwin32100% (2)
- SAVol 8 June 2010 Indian Color Part 3Document272 paginiSAVol 8 June 2010 Indian Color Part 3SaptarishisAstrology67% (3)
- Iep CritiqueDocument11 paginiIep Critiqueapi-357058154Încă nu există evaluări
- Dimensional Engineering SeminarDocument71 paginiDimensional Engineering Seminardramilt100% (4)
- Strut & Tie ModelDocument67 paginiStrut & Tie Modelahmed adel100% (9)
- Nursing Research Lec 09Document116 paginiNursing Research Lec 09malyn1218100% (2)
- Shale Gas MonetizationDocument20 paginiShale Gas Monetizationagarwalashwin32Încă nu există evaluări
- Design Practices-ReboilerDocument7 paginiDesign Practices-Reboileragarwalashwin32100% (1)
- Critical Materials For The Energy TransitionDe la EverandCritical Materials For The Energy TransitionÎncă nu există evaluări
- 5 HPHT API 6x - FowlerDocument13 pagini5 HPHT API 6x - Fowlerchau nguyenÎncă nu există evaluări
- Comparison of Different Possibilities For Biogas Use by Life Cycle AssessmentDocument12 paginiComparison of Different Possibilities For Biogas Use by Life Cycle AssessmentJay TrambadiaÎncă nu există evaluări
- Binary Interaction Parameters in Cubic e PDFDocument6 paginiBinary Interaction Parameters in Cubic e PDFagarwalashwin32Încă nu există evaluări
- Improving Prediction Accuracy of A Rate-Based Model of An MEA-Based Carbon Capture Process For Large-Scale Commercial DeploymentDocument12 paginiImproving Prediction Accuracy of A Rate-Based Model of An MEA-Based Carbon Capture Process For Large-Scale Commercial DeploymentXiaobo LuoÎncă nu există evaluări
- Rohingya Poems in RohingyalishDocument32 paginiRohingya Poems in RohingyalishMohammed Siddique Basu100% (7)
- UOP Olfins.Document28 paginiUOP Olfins.agarwalashwin32100% (1)
- Light Naphtha Isomerization Process ReviewDocument17 paginiLight Naphtha Isomerization Process Reviewagarwalashwin32100% (2)
- Mechanistic-Empirical Pavement Design GuideDocument3 paginiMechanistic-Empirical Pavement Design Guidelelu8210Încă nu există evaluări
- Sample Website Proposal - Klaudeville IT SolutionsDocument9 paginiSample Website Proposal - Klaudeville IT SolutionsMon VillartaÎncă nu există evaluări
- Heat Exchangers DesignDocument28 paginiHeat Exchangers Designagarwalashwin320% (1)
- Comparative Economic Analysis of Physical, Chemical, and Hybrid Absorption Processes For Carbon CaptureDocument8 paginiComparative Economic Analysis of Physical, Chemical, and Hybrid Absorption Processes For Carbon CaptureDemeseÎncă nu există evaluări
- Calbry-Muzyka Et Al-2020-Frontiers in Energy ResearchDocument14 paginiCalbry-Muzyka Et Al-2020-Frontiers in Energy ResearchEduardo TamargoÎncă nu există evaluări
- 1 s2.0 S2352550921003511 MainDocument15 pagini1 s2.0 S2352550921003511 MainJulian SuarezÎncă nu există evaluări
- Ethanol Production From Syngas FermentationDocument13 paginiEthanol Production From Syngas FermentationSRINIVASAN TÎncă nu există evaluări
- 5 - О - Многокомпонентная математическая модель на основе коэффициентов массообмена для прогнозирования данных биосорбции ионов Zn и Cd E. densa в непрерывной системеDocument9 pagini5 - О - Многокомпонентная математическая модель на основе коэффициентов массообмена для прогнозирования данных биосорбции ионов Zn и Cd E. densa в непрерывной системеТатьянаÎncă nu există evaluări
- ChemEngineering 05 00020Document24 paginiChemEngineering 05 00020chaniefÎncă nu există evaluări
- R V College of EngineeringDocument16 paginiR V College of EngineeringSantosh DoddamaniÎncă nu există evaluări
- Velocity Variation Effect in Fixed Bed Columns: A Case Study of CO2 Capture Using Porous Solid AdsorbentDocument9 paginiVelocity Variation Effect in Fixed Bed Columns: A Case Study of CO2 Capture Using Porous Solid AdsorbentIgor DejanovicÎncă nu există evaluări
- Renewable and Sustainable Energy Reviews: Kiros Hagos, Jianpeng Zong, Dongxue Li, Chang Liu, Xiaohua LuDocument12 paginiRenewable and Sustainable Energy Reviews: Kiros Hagos, Jianpeng Zong, Dongxue Li, Chang Liu, Xiaohua LuFelipe RomaniÎncă nu există evaluări
- Prediction of Solid Solute Solubility in Supercritical CO2 With Cosolvents Using The CPA EoS-1Document10 paginiPrediction of Solid Solute Solubility in Supercritical CO2 With Cosolvents Using The CPA EoS-1Davide Di ZioÎncă nu există evaluări
- Energy Production From Steam Gasification Processes and Parameters That Contemplate in Biomass Gasifier - A ReviewDocument11 paginiEnergy Production From Steam Gasification Processes and Parameters That Contemplate in Biomass Gasifier - A ReviewAyush dave100% (1)
- 1 s2.0 S0045653521015836 MainDocument20 pagini1 s2.0 S0045653521015836 MainsripantÎncă nu există evaluări
- Journal of Cleaner Production: 2 Mahdi Fasihi, Olga E Fimova, Christian BreyerDocument24 paginiJournal of Cleaner Production: 2 Mahdi Fasihi, Olga E Fimova, Christian BreyerKeith Syrell AzucenaÎncă nu există evaluări
- 2023 ChemPlusChem Heterogeneous Systerms For CO2 HydrogenationDocument11 pagini2023 ChemPlusChem Heterogeneous Systerms For CO2 HydrogenationNgoc Anh TháiÎncă nu există evaluări
- Comparative Evaluation of GHG Emissions From The Use of MiscanthusDocument12 paginiComparative Evaluation of GHG Emissions From The Use of MiscanthusThanaporn JirawatthanapongÎncă nu există evaluări
- International Journal of Greenhouse Gas Control: Liyuan Deng, May-Britt Ha GGDocument9 paginiInternational Journal of Greenhouse Gas Control: Liyuan Deng, May-Britt Ha GGMiguel RibeiroÎncă nu există evaluări
- International Journal of Greenhouse Gas Control: Sina Gilassi, Seyed Mohammad Taghavi, Denis Rodrigue, Serge Kaliaguine TDocument13 paginiInternational Journal of Greenhouse Gas Control: Sina Gilassi, Seyed Mohammad Taghavi, Denis Rodrigue, Serge Kaliaguine TPrathameshÎncă nu există evaluări
- 1 s2.0 S138589471201323X MainextDocument13 pagini1 s2.0 S138589471201323X MainextSomesh MishraÎncă nu există evaluări
- Gas Fermentation Expands The Scope of A Process NeDocument15 paginiGas Fermentation Expands The Scope of A Process NeShruti SinghÎncă nu există evaluări
- 1 s2.0 S0734975018300119 MainDocument15 pagini1 s2.0 S0734975018300119 Mainscata1117Încă nu există evaluări
- 1 s2.0 S0959652620319569 MainDocument13 pagini1 s2.0 S0959652620319569 MainLking LokeshÎncă nu există evaluări
- 1 s2.0 S0921344921003438 MainDocument25 pagini1 s2.0 S0921344921003438 Mainministry.o.reconciliationÎncă nu există evaluări
- Integration of Power To Methane in A Waste Water Treatment PlantDocument9 paginiIntegration of Power To Methane in A Waste Water Treatment PlantSoraya MartinÎncă nu există evaluări
- A Multi Period Source Sink Mixed Integer Linear Progr - 2016 - Sustainable ProduDocument7 paginiA Multi Period Source Sink Mixed Integer Linear Progr - 2016 - Sustainable ProduMaria-MirabelaGherasimÎncă nu există evaluări
- Renewable and Sustainable Energy Reviews: Jade Lui, Wei-Hsin Chen, Daniel C.W. Tsang, Siming YouDocument14 paginiRenewable and Sustainable Energy Reviews: Jade Lui, Wei-Hsin Chen, Daniel C.W. Tsang, Siming YouSakshi TakÎncă nu există evaluări
- Alternativas Par Redes de Agua Residuales para Aclanzar Las MEtas de Reduccion Del Cambio ClimaticoDocument12 paginiAlternativas Par Redes de Agua Residuales para Aclanzar Las MEtas de Reduccion Del Cambio ClimaticoWR SalasÎncă nu există evaluări
- BiogasUpgrade ReviewDocument16 paginiBiogasUpgrade ReviewGotz SonÎncă nu există evaluări
- Science of The Total Environment: Changyong Wu, Yanan Li, Yuexi Zhou, Zhimin Li, Siyu Zhang, Hengming LiuDocument9 paginiScience of The Total Environment: Changyong Wu, Yanan Li, Yuexi Zhou, Zhimin Li, Siyu Zhang, Hengming LiuAina cuixart gimoÎncă nu există evaluări
- A. AlNouss Et Al.Document15 paginiA. AlNouss Et Al.Bilal KazmiÎncă nu există evaluări
- Industrial Crops and ProductsDocument10 paginiIndustrial Crops and ProductsdatinovÎncă nu există evaluări
- Tiw - ChemAb-Post-combustion CO2 Recovery - Potassium Carbonate AbsorptionDocument13 paginiTiw - ChemAb-Post-combustion CO2 Recovery - Potassium Carbonate AbsorptionGhochapon MongkhonsiriÎncă nu există evaluări
- A Review On The Prospective Use of Chicken Manure Leachate in High-Rate Anaerobic ReactorsDocument64 paginiA Review On The Prospective Use of Chicken Manure Leachate in High-Rate Anaerobic ReactorsKentner Chavez CorreaÎncă nu există evaluări
- 1 s2.0 S096195342200232X MainDocument18 pagini1 s2.0 S096195342200232X MainHaqeem HÎncă nu există evaluări
- Energy Assessment Studies - H Stevensii - 2017Document13 paginiEnergy Assessment Studies - H Stevensii - 2017Arihant RankaÎncă nu există evaluări
- Ravendran 2019 IOP Conf. Ser. Mater. Sci. Eng. 702 012001Document9 paginiRavendran 2019 IOP Conf. Ser. Mater. Sci. Eng. 702 012001Alishba NadeemÎncă nu există evaluări
- 10 1016@j Jclepro 2017 11 254Document12 pagini10 1016@j Jclepro 2017 11 254mppatilmayurÎncă nu există evaluări
- Investigacion SpargerDocument21 paginiInvestigacion SpargerIvan CAÎncă nu există evaluări
- Bora 2020Document16 paginiBora 2020JulianaBautistaÎncă nu există evaluări
- Journal of Environmental Chemical Engineering: SciencedirectDocument13 paginiJournal of Environmental Chemical Engineering: SciencedirectkantiÎncă nu există evaluări
- Chemical Engineering Journal: 2 Ariane D.N. Kamkeng, Meihong Wang, Jun Hu, Wenli Du, Feng QianDocument29 paginiChemical Engineering Journal: 2 Ariane D.N. Kamkeng, Meihong Wang, Jun Hu, Wenli Du, Feng QianKingsultan IsahÎncă nu există evaluări
- Potential For Using Municipal Solid Waste As A Resource For Bioenergy With Carbon Capture and Storage (BECCS)Document16 paginiPotential For Using Municipal Solid Waste As A Resource For Bioenergy With Carbon Capture and Storage (BECCS)Ageng RizkyÎncă nu există evaluări
- 1 s2.0 S0360319922042549 MainDocument18 pagini1 s2.0 S0360319922042549 MainpurbadreeÎncă nu există evaluări
- 1 s2.0 S0048969719333558 MainDocument8 pagini1 s2.0 S0048969719333558 MainRam PrasathÎncă nu există evaluări
- 1 s2.0 S0009250917300313 Main PDFDocument14 pagini1 s2.0 S0009250917300313 Main PDFdretorÎncă nu există evaluări
- Journal of Cleaner Production: Jie Li, Xinzhe Zhu, Yinan Li, Yen Wah Tong, Yong Sik Ok, Xiaonan WangDocument12 paginiJournal of Cleaner Production: Jie Li, Xinzhe Zhu, Yinan Li, Yen Wah Tong, Yong Sik Ok, Xiaonan WangSaba GheniÎncă nu există evaluări
- Metrics For Sustainability Analysis of Post-Combustion Abatement of CO2 Emissions - Microalgae Mediated Routes and CCS (Carbon Capture and Storage)Document13 paginiMetrics For Sustainability Analysis of Post-Combustion Abatement of CO2 Emissions - Microalgae Mediated Routes and CCS (Carbon Capture and Storage)Danilo ChavesÎncă nu există evaluări
- Carbon Capture and Utilization Update2017Document16 paginiCarbon Capture and Utilization Update2017bhavarth shahÎncă nu există evaluări
- ChemEngineering 04 00021 v2Document20 paginiChemEngineering 04 00021 v2Morteza SaediÎncă nu există evaluări
- Kerjunen 2017Document11 paginiKerjunen 2017siti norlailaÎncă nu există evaluări
- Energetic and Economic Analysis of Absorption-Based CO2 Capture Integrated Hydrogen Production ProcessesDocument13 paginiEnergetic and Economic Analysis of Absorption-Based CO2 Capture Integrated Hydrogen Production ProcessesElias ChiquiarÎncă nu există evaluări
- Chemical Engineering Science: Lorenz Fleitmann, Johanna Kleinekorte, Kai Leonhard, André BardowDocument11 paginiChemical Engineering Science: Lorenz Fleitmann, Johanna Kleinekorte, Kai Leonhard, André BardowkorichiÎncă nu există evaluări
- 1 s2.0 S2213343721000919 MainDocument28 pagini1 s2.0 S2213343721000919 MainHouda ElmoulouaÎncă nu există evaluări
- Recent Progress On The Nanoparticles-Assisted Greenhouse Carbon Dioxide Conversion ProcessesDocument26 paginiRecent Progress On The Nanoparticles-Assisted Greenhouse Carbon Dioxide Conversion ProcessesNguyễn TuânÎncă nu există evaluări
- Computers and Chemical EngineeringDocument18 paginiComputers and Chemical EngineeringmlpinzonÎncă nu există evaluări
- Environmental Analysis of Bio-CCS in An Integrated Oxy-FuelDocument10 paginiEnvironmental Analysis of Bio-CCS in An Integrated Oxy-FuelJulian De BedoutÎncă nu există evaluări
- Renewable and Sustainable Energy Reviews: SciencedirectDocument32 paginiRenewable and Sustainable Energy Reviews: SciencedirectHM SEÎncă nu există evaluări
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementDe la EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementÎncă nu există evaluări
- Design Practices - SVsDocument12 paginiDesign Practices - SVsagarwalashwin32Încă nu există evaluări
- Argus Propylene and DerivativesDocument11 paginiArgus Propylene and Derivativesagarwalashwin32Încă nu există evaluări
- Modeling & Simulation of Water Gas Shift ReactionDocument5 paginiModeling & Simulation of Water Gas Shift Reactionagarwalashwin32Încă nu există evaluări
- Volatile Organic Compounds Emissions: Report On The Environment HTTPS://WWW - Epa.gov/roeDocument5 paginiVolatile Organic Compounds Emissions: Report On The Environment HTTPS://WWW - Epa.gov/roeagarwalashwin32Încă nu există evaluări
- Staged Column Design: K. M. Tanvir Ahmmed Lecturer, Che, BuetDocument16 paginiStaged Column Design: K. M. Tanvir Ahmmed Lecturer, Che, Buetagarwalashwin32Încă nu există evaluări
- Chemistry Laboratory Safety RulesDocument31 paginiChemistry Laboratory Safety Rulesagarwalashwin32100% (1)
- BTX DWC ControlDocument17 paginiBTX DWC Controlagarwalashwin32Încă nu există evaluări
- Ass AsDocument2 paginiAss AsMukesh BishtÎncă nu există evaluări
- 4th Periodical Test in Math 2022 2023 1Document8 pagini4th Periodical Test in Math 2022 2023 1Jasmin Ibarra VillaflorÎncă nu există evaluări
- CDP MCQs - Child Development & Pedagogy (CDP) MCQ Questions With AnswerDocument4 paginiCDP MCQs - Child Development & Pedagogy (CDP) MCQ Questions With AnswerPallav JainÎncă nu există evaluări
- Accessing I/O DevicesDocument33 paginiAccessing I/O DevicesKishore SKÎncă nu există evaluări
- Surface Tension Theory - EDocument11 paginiSurface Tension Theory - EthinkiitÎncă nu există evaluări
- MIT 6.00 Notes From Lessons 1,2 and 3.Document8 paginiMIT 6.00 Notes From Lessons 1,2 and 3.Nikola Nino IvankovićÎncă nu există evaluări
- Genetic Structuralism by Group 6Document7 paginiGenetic Structuralism by Group 6Achmad AlghifariÎncă nu există evaluări
- Traffic Analysis For Project San AntonioDocument3 paginiTraffic Analysis For Project San AntonioLoraine AnnÎncă nu există evaluări
- Ôn HSG - P5-HandoutDocument4 paginiÔn HSG - P5-HandoutMinh ChâuÎncă nu există evaluări
- How To Verify SSL Certificate From A Shell PromptDocument4 paginiHow To Verify SSL Certificate From A Shell Promptchinku85Încă nu există evaluări
- RuffaBadilla ArticlesDocument4 paginiRuffaBadilla ArticlesRuffa Mae BadillaÎncă nu există evaluări
- IBM Security Access Manager PDFDocument708 paginiIBM Security Access Manager PDFHenri ErasÎncă nu există evaluări
- 2690 2 2023 PDFDocument12 pagini2690 2 2023 PDFDevesh Kumar PandeyÎncă nu există evaluări
- 2010-2011 CatalogDocument339 pagini2010-2011 CatalogSimon TabÎncă nu există evaluări
- Zero Based BudgetingDocument2 paginiZero Based BudgetingVincentcius Pratama WahyuÎncă nu există evaluări
- Exadata Technical Whitepaper 134575Document31 paginiExadata Technical Whitepaper 134575Jyothi JohnÎncă nu există evaluări
- Service Manual: Digital Laser Copier/ Digital Multifunctional SystemDocument132 paginiService Manual: Digital Laser Copier/ Digital Multifunctional SystemViktor FehlerÎncă nu există evaluări