S-ar putea să vă placă și
- Fabrication of Structural Steel WorkDocument16 paginiFabrication of Structural Steel WorkyogeswaranÎncă nu există evaluări
- SplitACInstallationChecklist PDFDocument11 paginiSplitACInstallationChecklist PDFnaseelapmÎncă nu există evaluări
- RF Return Line FilterDocument8 paginiRF Return Line Filterboobalan_shriÎncă nu există evaluări
- Stone CladdingDocument36 paginiStone CladdingSneha VohraÎncă nu există evaluări
- Tank Design CalculatorDocument19 paginiTank Design CalculatorSunday PaulÎncă nu există evaluări
- Four-Stroke Engine Basics: Instructor: Adam MegelDocument47 paginiFour-Stroke Engine Basics: Instructor: Adam MegelJomel Solibio MarginÎncă nu există evaluări
- BOQDocument47 paginiBOQAbdullah.N FAAliÎncă nu există evaluări
- B2020-TDC-SR-006 Shell Rolling R0Document2 paginiB2020-TDC-SR-006 Shell Rolling R0Ramalingam PrabhakaranÎncă nu există evaluări
- Pipe Rack BoqDocument12 paginiPipe Rack BoqJayakannan SubbiahÎncă nu există evaluări
- UG Piping - Mechanical HandbookDocument7 paginiUG Piping - Mechanical HandbookLijish BalanÎncă nu există evaluări
- Steel ClassificationDocument3 paginiSteel Classificationasfarjee100% (1)
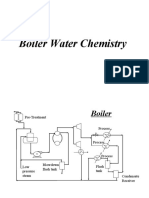
- Boiler Water ChemistryDocument48 paginiBoiler Water ChemistryR.S.Sankarasubramanian100% (1)
- Luff of Stack ReclamierDocument7 paginiLuff of Stack ReclamierSatyaranjan mahapatraÎncă nu există evaluări
- Dismantling Items Job DescriptionDocument11 paginiDismantling Items Job DescriptionNarnindi Venkata Ramananda Sagar100% (1)
- EGP3-01.16 Welding For Skids and Miscellaneous SteelDocument10 paginiEGP3-01.16 Welding For Skids and Miscellaneous SteelMathias OnosemuodeÎncă nu există evaluări
- Construction Details DeaeratorDocument3 paginiConstruction Details DeaeratorpawangwlÎncă nu există evaluări
- Tank Lorry Filling GantryDocument21 paginiTank Lorry Filling GantrySiddharth BarmanÎncă nu există evaluări
- API 600 Tank DesignDocument8 paginiAPI 600 Tank Designyushveer002Încă nu există evaluări
- TW Boq & TankDocument23 paginiTW Boq & TankMuhammad Nadeem KhanÎncă nu există evaluări
- Scope of Work Supplies Services - PumpsDocument6 paginiScope of Work Supplies Services - PumpsIshwar AltÎncă nu există evaluări
- IS803 - Code of Practice For Design Fabrication and Erection of Vertical Mild Steel Cylinderical Welded Oil StorageDocument98 paginiIS803 - Code of Practice For Design Fabrication and Erection of Vertical Mild Steel Cylinderical Welded Oil StoragePankaj DhimanÎncă nu există evaluări
- ROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFDocument24 paginiROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFFayaz MohammedÎncă nu există evaluări
- Alignment of Shaft For Pump and Motor Using DTIDocument2 paginiAlignment of Shaft For Pump and Motor Using DTIRAMALINGUM BRIAN RUNGEN100% (1)
- Catalogue Al Jazeera OmanDocument36 paginiCatalogue Al Jazeera OmankarthickÎncă nu există evaluări
- Presentation For INDUSTRIAL Cleaning Services PHRCDocument26 paginiPresentation For INDUSTRIAL Cleaning Services PHRCMOSES EDWINÎncă nu există evaluări
- Plant Operation ManualDocument77 paginiPlant Operation ManualMahmoud Abd ElhamidÎncă nu există evaluări
- Exhibit A - Scope of Works For TE#04 & TE#09 Wellpad ConstructionDocument5 paginiExhibit A - Scope of Works For TE#04 & TE#09 Wellpad ConstructionAsep FirmansyahÎncă nu există evaluări
- API 600 Gate ValvesDocument1 paginăAPI 600 Gate ValvesRevanÎncă nu există evaluări
- Cemtec R44Document2 paginiCemtec R44pravi34340% (1)
- Steam O&MDocument28 paginiSteam O&MmadiÎncă nu există evaluări
- Air Curtain SpecificationsDocument1 paginăAir Curtain SpecificationsJames Pitts100% (1)
- Isi Pendahuluan Tipe Plta Komponenutama Unjuk Kerja RingkasanDocument23 paginiIsi Pendahuluan Tipe Plta Komponenutama Unjuk Kerja RingkasanHida CahyaniÎncă nu există evaluări
- Equipment and ToolsDocument15 paginiEquipment and ToolsMathias OnosemuodeÎncă nu există evaluări
- Operation Manual For Automatic Girth Welder Model Agw-1Document29 paginiOperation Manual For Automatic Girth Welder Model Agw-1mdk50Încă nu există evaluări
- Fire Fighting Equipment RateDocument6 paginiFire Fighting Equipment RateMuhammad AfzalÎncă nu există evaluări
- Boq Piping Materials RaDocument4 paginiBoq Piping Materials RaHerruSetiawanÎncă nu există evaluări
- NTT-COOLING TOWER - Structural Priced BOQ R3-09-03-2021Document18 paginiNTT-COOLING TOWER - Structural Priced BOQ R3-09-03-2021Corrosion Factory100% (1)
- Foam Monitor - F - 091318Document16 paginiFoam Monitor - F - 091318rusli bahtiarÎncă nu există evaluări
- SECTION 16270 Transformers Rev 0Document26 paginiSECTION 16270 Transformers Rev 0syedanwerÎncă nu există evaluări
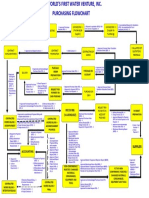
- Purchasing Flowchart FinalDocument1 paginăPurchasing Flowchart FinalSpex AbrogarÎncă nu există evaluări
- Fsa PSJ 701 06 PDFDocument9 paginiFsa PSJ 701 06 PDFAshitava SenÎncă nu există evaluări
- Copper Tubes - ASTM B88Document4 paginiCopper Tubes - ASTM B88Jacques SwartÎncă nu există evaluări
- Calculation of Insulation Thickness For Pipes The Piping Engineering WorldDocument3 paginiCalculation of Insulation Thickness For Pipes The Piping Engineering WorldEddie FongÎncă nu există evaluări
- AAG Fire Water Cum Foam Monitor 100mmDocument2 paginiAAG Fire Water Cum Foam Monitor 100mmMitul Patel100% (1)
- CFD Analysis of Short Retention Time ClarifierDocument6 paginiCFD Analysis of Short Retention Time ClarifiertyagosaÎncă nu există evaluări
- Chimney NotesDocument3 paginiChimney NotesmonojitdeyÎncă nu există evaluări
- Is 2062 - E250 Vs Is-1367 ComparisonDocument2 paginiIs 2062 - E250 Vs Is-1367 ComparisonDevang JaniÎncă nu există evaluări
- Welding Dept. (En15085-2) Calibration Status: Least CountDocument1 paginăWelding Dept. (En15085-2) Calibration Status: Least CountAMIT SHAHÎncă nu există evaluări
- 206B-FF Flange Facer ManualDocument22 pagini206B-FF Flange Facer ManualKmelt39Încă nu există evaluări
- Recon Zinc: Epoxy Based Zinc Rich PrimerDocument2 paginiRecon Zinc: Epoxy Based Zinc Rich PrimerSyed Meesam Ali NaqviÎncă nu există evaluări
- S o P-PipingDocument17 paginiS o P-PipingPrakash TiwariÎncă nu există evaluări
- Method Statement For General Concrete Work and Cutting Bending of Steel ReinforcementDocument4 paginiMethod Statement For General Concrete Work and Cutting Bending of Steel ReinforcementSandip PaulÎncă nu există evaluări
- Sec-Visual Inspection Report For Boiler Pressure Parts Lower Panels (Unit - #6)Document5 paginiSec-Visual Inspection Report For Boiler Pressure Parts Lower Panels (Unit - #6)حمودي معز100% (2)
- Company ProfileDocument2 paginiCompany ProfileGrace EuniceÎncă nu există evaluări
- KNS1042 Metals Part1 W8Document29 paginiKNS1042 Metals Part1 W8justine2109Încă nu există evaluări
- Materials QuestionsDocument30 paginiMaterials QuestionsMatheus SouzaÎncă nu există evaluări
- Alloying Additions Are Commonly Added To Steels ToDocument13 paginiAlloying Additions Are Commonly Added To Steels ToAnaruzzaman SheikhÎncă nu există evaluări
- Carbon SteelDocument9 paginiCarbon SteelArfanAliÎncă nu există evaluări
- Amt 115 Topic 1-5Document21 paginiAmt 115 Topic 1-5CONYOÎncă nu există evaluări
- Metals 2Document13 paginiMetals 2arooj anjumÎncă nu există evaluări