S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Understanding Existing Buildings Five Studies To Complete Before Design Work StartsDocument4 paginiUnderstanding Existing Buildings Five Studies To Complete Before Design Work StartsJosh AmuraoÎncă nu există evaluări
- How To Analyze Existing BuildingsDocument2 paginiHow To Analyze Existing BuildingsVictor OmotoriogunÎncă nu există evaluări
- ComparisonofAxialLoadonColumn FormattedPaperDocument7 paginiComparisonofAxialLoadonColumn FormattedPaperVictor Omotoriogun100% (1)
- 10m High Gabion Retaining Wall AnlysisDocument33 pagini10m High Gabion Retaining Wall Anlysisjonathan chandaÎncă nu există evaluări
- 1B 2 3 3b 44' 4a 5 5a 6 6a 7 7a8 8a9: Main BuildingDocument1 pagină1B 2 3 3b 44' 4a 5 5a 6 6a 7 7a8 8a9: Main BuildingVictor OmotoriogunÎncă nu există evaluări
- What Can You Do If You Are Convinced A Structure Will Work But Cant Prove It To CodeDocument5 paginiWhat Can You Do If You Are Convinced A Structure Will Work But Cant Prove It To CodeVictor OmotoriogunÎncă nu există evaluări
- Structural Design Calculation FOR PROPOSED Shopping: AddressDocument59 paginiStructural Design Calculation FOR PROPOSED Shopping: AddressVictor OmotoriogunÎncă nu există evaluări
- Sec. A - A: UP UPDocument1 paginăSec. A - A: UP UPVictor OmotoriogunÎncă nu există evaluări
- Structural Analysis & Design of Steel Portal FramesDocument1 paginăStructural Analysis & Design of Steel Portal FramesVictor OmotoriogunÎncă nu există evaluări
- Why Do Buildings Fall Down in NigeriaDocument2 paginiWhy Do Buildings Fall Down in NigeriaVictor OmotoriogunÎncă nu există evaluări
- Is 1852 1985Document31 paginiIs 1852 1985pavan_03Încă nu există evaluări
- Final Foundation Drawing GuzapeDocument4 paginiFinal Foundation Drawing GuzapeVictor OmotoriogunÎncă nu există evaluări
- Charbel School Ventures RoofDocument1 paginăCharbel School Ventures RoofVictor OmotoriogunÎncă nu există evaluări
- Revisedpaper WithtitleDocument35 paginiRevisedpaper WithtitleVictor OmotoriogunÎncă nu există evaluări
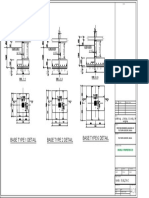
- BaseDocument1 paginăBaseVictor OmotoriogunÎncă nu există evaluări
- Boq For Proposed 5M Retaining Wall: Table 1: ExcavationDocument2 paginiBoq For Proposed 5M Retaining Wall: Table 1: ExcavationVictor OmotoriogunÎncă nu există evaluări
- UntitledDocument2 paginiUntitledVictor OmotoriogunÎncă nu există evaluări
- ColumnsDocument1 paginăColumnsVictor OmotoriogunÎncă nu există evaluări
- Design of Cellular Rafts Foundations 1Document17 paginiDesign of Cellular Rafts Foundations 1Victor OmotoriogunÎncă nu există evaluări
- Chapter9 CulvertsDocument92 paginiChapter9 CulvertsVictor OmotoriogunÎncă nu există evaluări
- List of EuipmentsDocument1 paginăList of EuipmentsVictor OmotoriogunÎncă nu există evaluări
- Terrace SlabLayoutDocument1 paginăTerrace SlabLayoutVictor OmotoriogunÎncă nu există evaluări
- Structural Aspects of Selecting A Plane Steel TrussDocument9 paginiStructural Aspects of Selecting A Plane Steel TrussVictor OmotoriogunÎncă nu există evaluări
- Design of Steel Elements For Axial Compression To Ec3 2 1Document7 paginiDesign of Steel Elements For Axial Compression To Ec3 2 1Victor OmotoriogunÎncă nu există evaluări
- Ground Floor Plan: (Prototype Executive)Document4 paginiGround Floor Plan: (Prototype Executive)Victor OmotoriogunÎncă nu există evaluări
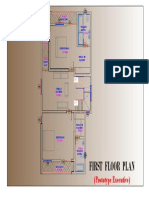
- First Floor Plan: (Prototype Executive)Document1 paginăFirst Floor Plan: (Prototype Executive)Victor OmotoriogunÎncă nu există evaluări
- Warren DetailDocument1 paginăWarren DetailVictor OmotoriogunÎncă nu există evaluări
- BoQ For RFQ 1 2 Culverts Revised PDFDocument2 paginiBoQ For RFQ 1 2 Culverts Revised PDFAbdurezak AbdurehimÎncă nu există evaluări
- BoQ For RFQ 1 2 Culverts Revised PDFDocument2 paginiBoQ For RFQ 1 2 Culverts Revised PDFAbdurezak AbdurehimÎncă nu există evaluări
- Top & Bottom Slab Layout: Section B-BDocument2 paginiTop & Bottom Slab Layout: Section B-BVictor OmotoriogunÎncă nu există evaluări
- Basf-Masterrheobuild 2000 Oct - 2016 enDocument2 paginiBasf-Masterrheobuild 2000 Oct - 2016 enKonax Lihysd MandeÎncă nu există evaluări
- 4.12.080-210-004-01 Clarified Water Storage tank-Layout1-A1Document1 pagină4.12.080-210-004-01 Clarified Water Storage tank-Layout1-A1MohamedHussein MohamedHusseinÎncă nu există evaluări
- HOCivilSpecifications2013Volume2 PDFDocument404 paginiHOCivilSpecifications2013Volume2 PDFyash shahÎncă nu există evaluări
- GEOWEB Load Support Contruction PackageDocument31 paginiGEOWEB Load Support Contruction PackageJohnEMERYÎncă nu există evaluări
- Basic Rates As Per SOR 2018-19 Escalation @5% For FY 2019-20 Unit Adopted Rate SL - No. Description of Machine Activity Output of Machine OutputDocument3 paginiBasic Rates As Per SOR 2018-19 Escalation @5% For FY 2019-20 Unit Adopted Rate SL - No. Description of Machine Activity Output of Machine Outputanon_789699787Încă nu există evaluări
- 塑料轨枕的机会和挑战-IHHA 2015 Paper 377 Ferdous, WDocument9 pagini塑料轨枕的机会和挑战-IHHA 2015 Paper 377 Ferdous, Wgufeng0731Încă nu există evaluări
- L-2/T-1/CE Date: 31/01/2012: Section - ADocument17 paginiL-2/T-1/CE Date: 31/01/2012: Section - AMahmudul Hasan PathikÎncă nu există evaluări
- Design Concept of School PDFDocument39 paginiDesign Concept of School PDFPrakash SIngh Rawal100% (1)
- TI Oxydur PTB 206 - en PDFDocument5 paginiTI Oxydur PTB 206 - en PDFgonzalogvargas01100% (1)
- Concure WB Water Based Concrete Curing Concure WB 0908Document2 paginiConcure WB Water Based Concrete Curing Concure WB 0908master45Încă nu există evaluări
- OSHA30 Concrete Masonry V6 SGDocument71 paginiOSHA30 Concrete Masonry V6 SGKenshin HimuraÎncă nu există evaluări
- Expansion Joint PSDocument2 paginiExpansion Joint PSYoga SaputraÎncă nu există evaluări
- Conceptual Design: Thulhiriya Textile City Comprehensive Design ProjectDocument14 paginiConceptual Design: Thulhiriya Textile City Comprehensive Design ProjectAmila DayarathnaÎncă nu există evaluări
- ACO MonoDrain BrochureDocument36 paginiACO MonoDrain BrochuremaanurayaÎncă nu există evaluări
- Reinforcement Placement in Slabs PDFDocument6 paginiReinforcement Placement in Slabs PDFLandel SmithÎncă nu există evaluări
- After Review Anuj ThesisDocument244 paginiAfter Review Anuj ThesisMohanish PÎncă nu există evaluări
- Highly Durable Cement Products Containing Siliceous AshesDocument15 paginiHighly Durable Cement Products Containing Siliceous Asheskiwaallan3Încă nu există evaluări
- C 8 F 390 Dae 8790 EcbDocument13 paginiC 8 F 390 Dae 8790 Ecbjaafar abdullahÎncă nu există evaluări
- OutriggerDocument54 paginiOutriggerم.احمدخليلÎncă nu există evaluări
- Sure Inject J56Document2 paginiSure Inject J56Janaka DineshÎncă nu există evaluări
- MCHW Vol 1 Series 5700 Web PDFDocument30 paginiMCHW Vol 1 Series 5700 Web PDFalejandraoy9Încă nu există evaluări
- Demolition: Author: Marcela Spišáková TU of Košice, SlovakiaDocument42 paginiDemolition: Author: Marcela Spišáková TU of Košice, SlovakiaGudeta J AtomsaÎncă nu există evaluări
- MR13Document34 paginiMR13nalla maheshÎncă nu există evaluări
- D FSRTC BLDG and C and S Works19Document304 paginiD FSRTC BLDG and C and S Works19Jeffchun WFÎncă nu există evaluări
- DSR 2016 in Ms ExcelDocument749 paginiDSR 2016 in Ms ExcelsaravananÎncă nu există evaluări
- RebarDocument10 paginiRebarSiva SenthilÎncă nu există evaluări
- Mortar QPDocument1 paginăMortar QPGowri J BabuÎncă nu există evaluări
- Construction of Paver Blocks From Waste MaterialsDocument5 paginiConstruction of Paver Blocks From Waste MaterialsdaviesÎncă nu există evaluări
- Surflex: N - M F HDocument2 paginiSurflex: N - M F HJohn Shane100% (1)
- Civil & Structure Design Criteria PDFDocument28 paginiCivil & Structure Design Criteria PDFcharleshutabara951Încă nu există evaluări