S-ar putea să vă placă și
- Cipc 2009-046Document15 paginiCipc 2009-046Ralf JonesÎncă nu există evaluări
- Cipc 2009-207Document13 paginiCipc 2009-207Ralf JonesÎncă nu există evaluări
- Bagci 2007Document11 paginiBagci 2007fernando aguilarÎncă nu există evaluări
- Detailed Analysis of Toe-To-Heel Air Injection For Heavy Oil ProductionDocument14 paginiDetailed Analysis of Toe-To-Heel Air Injection For Heavy Oil ProductionMejbahul SarkerÎncă nu există evaluări
- Hu Jse Gaea KandaDocument4 paginiHu Jse Gaea KandaPacet SenatorÎncă nu există evaluări
- A Case Study On Miscible and Immiscible Gas-Injection Pilots in A Middle East Carbonate Reservoir in An Offshore EnvironmentDocument12 paginiA Case Study On Miscible and Immiscible Gas-Injection Pilots in A Middle East Carbonate Reservoir in An Offshore EnvironmentLuisGerardoGarciaIduarteÎncă nu există evaluări
- Effect of Reservoir Pay Thickness On The PerformanDocument14 paginiEffect of Reservoir Pay Thickness On The PerformanAbassyacoubouÎncă nu există evaluări
- Articulo 5Document7 paginiArticulo 5Juan carlos Martinez CarrilloÎncă nu există evaluări
- A New EOR Technology: Gas Alternating Gas Injection: ISSN 2540 - 9352Document6 paginiA New EOR Technology: Gas Alternating Gas Injection: ISSN 2540 - 9352Abdillah MuharramÎncă nu există evaluări
- 04compositional Simulation Study of Gas Flood and Water Alternating Gas Wag Injection Impacts of Injection ParametersDocument13 pagini04compositional Simulation Study of Gas Flood and Water Alternating Gas Wag Injection Impacts of Injection ParametersHerry SuhartomoÎncă nu există evaluări
- Akhondzadeh-Fattahi2015 Article ImpactOfWellConfigurationOnPerDocument13 paginiAkhondzadeh-Fattahi2015 Article ImpactOfWellConfigurationOnPerdandi ivandiÎncă nu există evaluări
- SPE 86957 Steam Alternating Solvent ProcessDocument13 paginiSPE 86957 Steam Alternating Solvent ProcessraifelmbÎncă nu există evaluări
- Numerical Simulation Study On Gas Miscibility of An Oil Field Located in AfghanistanDocument5 paginiNumerical Simulation Study On Gas Miscibility of An Oil Field Located in Afghanistananby1Încă nu există evaluări
- Energy Efficiency and Emissions Intensity of SAGDDocument8 paginiEnergy Efficiency and Emissions Intensity of SAGDMejbahul SarkerÎncă nu există evaluări
- Improved Production Strategy For Enhancing The Immiscible and Miscible CO2Assisted Gravity Drainage Oil RecoveryDocument8 paginiImproved Production Strategy For Enhancing The Immiscible and Miscible CO2Assisted Gravity Drainage Oil RecoveryawwalÎncă nu există evaluări
- Model Investigation of Low Salinity Brine Injection On Gas-Condensate Recovery in A Sandstone Reservoir Effect of Calcium and Sodium IonsDocument8 paginiModel Investigation of Low Salinity Brine Injection On Gas-Condensate Recovery in A Sandstone Reservoir Effect of Calcium and Sodium IonsInternational Journal of Innovative Science and Research Technology100% (1)
- Steam Injection in Fractured Carbonate Reservoirs PDFDocument2 paginiSteam Injection in Fractured Carbonate Reservoirs PDFlinda feibe rawisÎncă nu există evaluări
- Criterios SAGD ExpediencesDocument7 paginiCriterios SAGD ExpediencesJesus Ponce GÎncă nu există evaluări
- Abdullah-Hasan2021 Article TheImplementationOfWaterAlternDocument12 paginiAbdullah-Hasan2021 Article TheImplementationOfWaterAlternMustafa Erkin GözelÎncă nu există evaluări
- Sagd Process in Fractured Heavy Oil Reservoirs: A. Suat Bagci, Heriot-Watt UniversityDocument14 paginiSagd Process in Fractured Heavy Oil Reservoirs: A. Suat Bagci, Heriot-Watt UniversitykuzapÎncă nu există evaluări
- SPE-187349-MS High Pressure Tertiary-CO2 Flooding in A Fractured Chalk ReservoirDocument27 paginiSPE-187349-MS High Pressure Tertiary-CO2 Flooding in A Fractured Chalk ReservoirAllanÎncă nu există evaluări
- Greaves 2011Document19 paginiGreaves 2011Alejandro Duvan Lopez RojasÎncă nu există evaluări
- Spe 132608 MS PDFDocument14 paginiSpe 132608 MS PDFGabriel EduardoÎncă nu există evaluări
- 194859-MS Using Data Driven Analytical Models With Compositional Simulation in Doubling The LPG Production From Bahrain FieldDocument20 pagini194859-MS Using Data Driven Analytical Models With Compositional Simulation in Doubling The LPG Production From Bahrain FieldHadi Ali ALMeftahÎncă nu există evaluări
- A Numerical Analysis of The SW-SAGD ProcessDocument20 paginiA Numerical Analysis of The SW-SAGD ProcessmaxjuliÎncă nu există evaluări
- Hasan 2019 IOP Conf. Ser. Mater. Sci. Eng. 579 012030Document27 paginiHasan 2019 IOP Conf. Ser. Mater. Sci. Eng. 579 012030RogelioSalazarÎncă nu există evaluări
- Pressure Maintenance and Improving Oil Recovery by Means of Immiscible Water-Alternating-CO Processes in Thin Heavy-Oil ReservoirsDocument12 paginiPressure Maintenance and Improving Oil Recovery by Means of Immiscible Water-Alternating-CO Processes in Thin Heavy-Oil ReservoirsmnoriegalÎncă nu există evaluări
- AN A S - W S A G D (Sw-Sagd) P: Umerical Nalysis of The Ingle ELL Team Ssisted Ravity Rainage RocessDocument36 paginiAN A S - W S A G D (Sw-Sagd) P: Umerical Nalysis of The Ingle ELL Team Ssisted Ravity Rainage RocessvissusamuraiÎncă nu există evaluări
- SPE-200418-MS A Comparison Simulation Study of GDWS-AGD EOR Process Performance Using CO2/APG Alternatives in South Rumaila Oil Field, IraqDocument12 paginiSPE-200418-MS A Comparison Simulation Study of GDWS-AGD EOR Process Performance Using CO2/APG Alternatives in South Rumaila Oil Field, IraqBa NeenÎncă nu există evaluări
- Ajol File Journals - 424 - Articles - 203702 - Submission - Proof - 203702 5041 509271 1 10 20210208Document5 paginiAjol File Journals - 424 - Articles - 203702 - Submission - Proof - 203702 5041 509271 1 10 20210208Adamu MSÎncă nu există evaluări
- 3D Experimental Investigation On Enhanced Oil Recovery by Flue Gas Assisted Steam Assisted Gravity DrainageDocument22 pagini3D Experimental Investigation On Enhanced Oil Recovery by Flue Gas Assisted Steam Assisted Gravity DrainageAMMARÎncă nu există evaluări
- SPE-189783-MS Material Balance Forecast of Huff-and-Puff Gas Injection in Multiporosity Shale Oil ReservoirsDocument28 paginiSPE-189783-MS Material Balance Forecast of Huff-and-Puff Gas Injection in Multiporosity Shale Oil ReservoirsDaniel Alarcón VigilÎncă nu există evaluări
- SPE 184277 MS Onshore Condensate Well PR PDFDocument15 paginiSPE 184277 MS Onshore Condensate Well PR PDFLibya TripoliÎncă nu există evaluări
- Commented (KJM1) : 1 Chaudhuri, U. Fundamentals: of Petroleum and Petrochemical Engineering (PDocument4 paginiCommented (KJM1) : 1 Chaudhuri, U. Fundamentals: of Petroleum and Petrochemical Engineering (PKlariza Jane MatiasÎncă nu există evaluări
- Articulo 2 One PetroDocument10 paginiArticulo 2 One PetroAnonymous zSO2St77Încă nu există evaluări
- Emulsiones Experiencias Spe-93386-PaDocument7 paginiEmulsiones Experiencias Spe-93386-PaEdison GarciaÎncă nu există evaluări
- Steam Assisted Gravity Drainage With Electric Submersible - 4072657 - 01Document9 paginiSteam Assisted Gravity Drainage With Electric Submersible - 4072657 - 01Amlk MartinezÎncă nu există evaluări
- SPE-185701-MS Tarea RSYM 2018 UnlockedDocument24 paginiSPE-185701-MS Tarea RSYM 2018 UnlockedBenjamin Correa RamirezÎncă nu există evaluări
- Naskah 3edit05092021Document7 paginiNaskah 3edit05092021jalestÎncă nu există evaluări
- Bougre-Gamadi2021 Article EnhancedOilRecoveryApplicationDocument9 paginiBougre-Gamadi2021 Article EnhancedOilRecoveryApplicationSalaheldin TawfigÎncă nu există evaluări
- Correlations For Predicting Oil Recovery by Steamflood: SPE-AIME, Standard Oil Co. of CaliforniaDocument8 paginiCorrelations For Predicting Oil Recovery by Steamflood: SPE-AIME, Standard Oil Co. of CaliforniaVasundhara SinghÎncă nu există evaluări
- Enhanced Gas Recovery: Factors Affecting Gas-Gas Displacement EfficiencyDocument14 paginiEnhanced Gas Recovery: Factors Affecting Gas-Gas Displacement EfficiencyEleonora LetorÎncă nu există evaluări
- Sheng, Dimethyl, Ether, An, Additive, To, SteamDocument22 paginiSheng, Dimethyl, Ether, An, Additive, To, SteamAllah BakhshÎncă nu există evaluări
- 1 s2.0 S1875510015300251 MainDocument7 pagini1 s2.0 S1875510015300251 MainMuhammad Aizuddin Zainal AbidinÎncă nu există evaluări
- Heavy-Oil Recovery: Spe Reprint SeriesDocument8 paginiHeavy-Oil Recovery: Spe Reprint SeriesCarlos Mario Jimenez RamosÎncă nu există evaluări
- 1 s2.0 S0016236112001676 MainDocument11 pagini1 s2.0 S0016236112001676 MainVanessa FerreiraÎncă nu există evaluări
- Albahlani 2010Document13 paginiAlbahlani 2010fernando aguilarÎncă nu există evaluări
- A Laboratory Investigation of Carbon Dioxide Enhanced Oi - 2019 - Egyptian JournDocument6 paginiA Laboratory Investigation of Carbon Dioxide Enhanced Oi - 2019 - Egyptian JournAmeer TalibÎncă nu există evaluări
- Miscible GOGD Using CO2 in One of The Iranian Fractured Reservoirs - A Case StudyDocument11 paginiMiscible GOGD Using CO2 in One of The Iranian Fractured Reservoirs - A Case StudyAbdillah MuharramÎncă nu există evaluări
- Spray Characteristics of Fischer-Tropsch Alternate Jet FuelsDocument6 paginiSpray Characteristics of Fischer-Tropsch Alternate Jet FuelsKumbamÎncă nu există evaluări
- 1-Steam and Gas PushDocument5 pagini1-Steam and Gas PushRatih HSAIÎncă nu există evaluări
- SPE-192378-MS Well-Placement Optimization in A Novel Heavy Oil Recovery Process Using In-Situ Steam Generated by ThermochemicalsDocument14 paginiSPE-192378-MS Well-Placement Optimization in A Novel Heavy Oil Recovery Process Using In-Situ Steam Generated by ThermochemicalsAdiel WusqaÎncă nu există evaluări
- Ipa23 e 47 - 20230712040253 - Ipa23 e 47Document8 paginiIpa23 e 47 - 20230712040253 - Ipa23 e 47Muhammad Irkham IslamiÎncă nu există evaluări
- Water-Alternating-Gas (WAG) Injection A Novel EOR - JPDocument7 paginiWater-Alternating-Gas (WAG) Injection A Novel EOR - JPRonald NgueleÎncă nu există evaluări
- Eor Shale Co2Document8 paginiEor Shale Co2Anand SelveindranÎncă nu există evaluări
- Rolls Royce/Allison 501-K Gas Turbine Anti-Fouling Compressor Coatings EvaluationDocument9 paginiRolls Royce/Allison 501-K Gas Turbine Anti-Fouling Compressor Coatings EvaluationMehrdad NejatiÎncă nu există evaluări
- 10.1.1.388.5035 WagDocument6 pagini10.1.1.388.5035 WaggonzaloÎncă nu există evaluări
- Fluid Movement in A SAGD ProcessDocument13 paginiFluid Movement in A SAGD ProcessmandersonÎncă nu există evaluări
- Sharma 2018Document13 paginiSharma 2018Suelem SáÎncă nu există evaluări
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsDe la EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerÎncă nu există evaluări
- Ahmed Thesis 2019Document57 paginiAhmed Thesis 2019Ridwan Al-KhandiÎncă nu există evaluări
- SPE-194652-MS Maximizing A Mature Field Value by Combining Polymer Flooding, Well Interventions, and Infill DrillingDocument21 paginiSPE-194652-MS Maximizing A Mature Field Value by Combining Polymer Flooding, Well Interventions, and Infill DrillingRidwan Al-KhandiÎncă nu există evaluări
- SPE 77891 The Future of Three Phase Separator ControlDocument8 paginiSPE 77891 The Future of Three Phase Separator ControlRidwan Al-KhandiÎncă nu există evaluări
- Thickening Time Didefinisikan Sebagai Waktu Yang Diperlukan Suspensi Semen Untuk Mencapai Konsistensi Sebesar 100 UCDocument4 paginiThickening Time Didefinisikan Sebagai Waktu Yang Diperlukan Suspensi Semen Untuk Mencapai Konsistensi Sebesar 100 UCRidwan Al-KhandiÎncă nu există evaluări
- New Doc 2018-05-24Document14 paginiNew Doc 2018-05-24Ridwan Al-KhandiÎncă nu există evaluări
- Suspension - Comparative Oil Weights Table-1Document8 paginiSuspension - Comparative Oil Weights Table-1Vennia PapadipoulouÎncă nu există evaluări
- Chevron Base OilDocument3 paginiChevron Base OilNeha AntimonyÎncă nu există evaluări
- Refining Processes 2004 PDFDocument293 paginiRefining Processes 2004 PDFramachandran_chem100% (1)
- 2017 Directory of China's Natural Gas Pipelines PDFDocument12 pagini2017 Directory of China's Natural Gas Pipelines PDFarapublicationÎncă nu există evaluări
- CrackingDocument20 paginiCrackingNiaz Ali KhanÎncă nu există evaluări
- Oil and Natural Gas Corporation Limited Corporate Recruitment Section Green Hills, Tel Bhavan, DehradunDocument3 paginiOil and Natural Gas Corporation Limited Corporate Recruitment Section Green Hills, Tel Bhavan, Dehradunpritam debbarmaÎncă nu există evaluări
- Petroleum Reservoirs Production From Petroleum ReservoirsDocument13 paginiPetroleum Reservoirs Production From Petroleum ReservoirsMahmoud Ahmed Ali AbdelrazikÎncă nu există evaluări
- Fischer-Tropsch SynthesisDocument4 paginiFischer-Tropsch SynthesisMuhammad Oki ZuheimiÎncă nu există evaluări
- WPIF-7.5-01A MMSI Seafarer Application Form (Officer) - TankerDocument6 paginiWPIF-7.5-01A MMSI Seafarer Application Form (Officer) - TankerHari SmithÎncă nu există evaluări
- Les Terres de La Basse Gaspésie - Lower Gaspesie Lands Présentation X-TerraDocument21 paginiLes Terres de La Basse Gaspésie - Lower Gaspesie Lands Présentation X-TerramayamquiÎncă nu există evaluări
- ChideraDocument2 paginiChideraNigerian Finest youthsÎncă nu există evaluări
- Flowchart Borges Olive OilDocument1 paginăFlowchart Borges Olive Oilliao robinÎncă nu există evaluări
- Agbami Crude OilDocument2 paginiAgbami Crude OilABD EL LATIFÎncă nu există evaluări
- Ment 2023Document3 paginiMent 2023Rayhan ShaikhÎncă nu există evaluări
- Basra LightDocument3 paginiBasra LightShahzaibUsmanÎncă nu există evaluări
- Opportunities and Challenges of Divested Asset Management - NPDC ExperienceDocument59 paginiOpportunities and Challenges of Divested Asset Management - NPDC ExperienceLawrence MbahÎncă nu există evaluări
- Equivalent Chart-30809 NewDocument2 paginiEquivalent Chart-30809 Newsprivatester100% (5)
- Delayed Coking: Chapter 5Document39 paginiDelayed Coking: Chapter 5Mani MozhiÎncă nu există evaluări
- Organic Chemistry Foundation Revision Activity MatDocument2 paginiOrganic Chemistry Foundation Revision Activity MatHồng Ngọc VõÎncă nu există evaluări
- Porsche Approved Engine OilsDocument4 paginiPorsche Approved Engine OilsRichard FrescaÎncă nu există evaluări
- Introduction (MEOR)Document5 paginiIntroduction (MEOR)Maqsood IqbalÎncă nu există evaluări
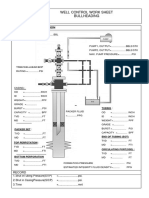
- Worksheet BullheadDocument3 paginiWorksheet BullheadHary WijayaÎncă nu există evaluări
- Week-3-The Business of Gas and LNG TransportationDocument31 paginiWeek-3-The Business of Gas and LNG TransportationsoumyaÎncă nu există evaluări
- F.E. Walker - Estimating Production and Repair Effort in Blast-Damaged Petroleum RefineriesDocument190 paginiF.E. Walker - Estimating Production and Repair Effort in Blast-Damaged Petroleum RefineriesTremannÎncă nu există evaluări
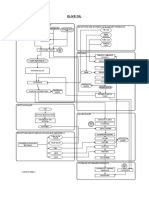
- Operator Activity EXTERNALDocument1 paginăOperator Activity EXTERNALdecandana100% (1)
- High TAN CrudeDocument4 paginiHigh TAN CrudesenkuttuvanÎncă nu există evaluări
- MDSO831D Petro Retailing Business PDFDocument264 paginiMDSO831D Petro Retailing Business PDFVasanth KumarÎncă nu există evaluări
- 10740-Tecna Caso: Mdm2015 Planta de Tratamiento de Crudo Borde Montuoso Vista O&G / Aleph MidstreamDocument1 pagină10740-Tecna Caso: Mdm2015 Planta de Tratamiento de Crudo Borde Montuoso Vista O&G / Aleph MidstreamsantiagoÎncă nu există evaluări
- Documet Transmittal FormDocument2 paginiDocumet Transmittal FormMohammedÎncă nu există evaluări
- Spe 143287 MS PDocument11 paginiSpe 143287 MS PbvkvijaiÎncă nu există evaluări